宏程序在數控加工中的應用
2018-12-20 09:56:38程禮勇
四川冶金 2018年5期
程禮勇
(四川鴻艦重型機械制造有限責任公司,四川 攀枝花 617000)
隨著工業4.0的推廣,我們國家的現代制造技術蓬勃發展,數控機床的應用得到了飛速的普及,從事數控加工的技術工人不斷增加,數控加工技術得到了加工企業的極大重視。數控編程是數控加工的關鍵技術之一,是數控加工中不可或缺的重要工作內容,其編制效率直接影響數控加工的質量和生產效率。目前,數控編程主要有軟件自動編程和手工編程[1],軟件自動編程存在一些缺陷和弊病,所編制的程序可讀性差、繁瑣、靈活性不夠好。為了解決這一弊病,就出現了宏程序編程。宏程序是手工編程的高級應用和精髓,也是軟件自動編程所不能達到的高點。
生產加工中會遇到一些數量少、品種多、形狀相似的工件,按照常規的編程加工方法加工此類工件,就必須對每一個工件進行編程,加工時操作者還需要對每一個工件的程序作調整,因此生產加工效率低。我們在編程過程中找到它們的共同點,利用宏程序變量運算和程序跳轉特性進行程序編寫,可以縮短整體編程時間,減少操作者對程序的調整時間,提高生產加工效率[2]。
1 宏程序概述
用戶宏程序是我們在編程中運用的一種類似高級語言的程序,程序中存有變量,它能把由一種指令實現的某種功能像子程序一樣事先存入存儲器中,用一個命令代表這些功能。程序中只要寫出該代表命令,就能實現這些功能。用戶宏程序是提高數控機床效能的一種高級應用,在類似工件的加工中巧用宏程序將起到事半功倍的效果。
把由一組指令實現的某種功能像子程序一樣事先存入存儲器中,用一個命令代表這些功能。程序中只要寫出該程序命令,就能實現這些功能。把這一組命令稱為用戶宏程序本體,把代表命令稱為“用戶宏命令”。用戶宏程序本體有時也簡稱宏程序。用戶宏命令也稱為宏程序調用(見圖1所示)。
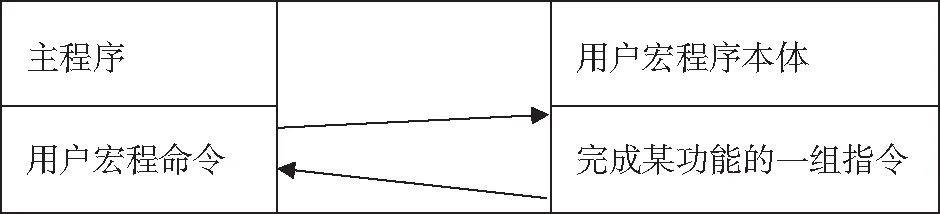
圖1 宏程序調用
1.1 變量
1.1.1 變量的表示
用變量符號R和后面的變量號指定,表達式也可以用于指定變量符號,但必須封閉在括號內。比如R1=1,R2=6,R3=R1+R2。
1.1.2 變量的類型
R0~R99—可自由使用;R100~R249—加工循環傳遞參數(如程序中沒有使用加工循環,這部分參數可自由使用);R250~R299—加工循環內部計算參數(如程序中沒有使用加工循環,這部分參數可自由使用)。
1.1.3 賦值方式
為程序的地址字賦值時,在地址字之后應使用“=”,N、G、L除外。
例:G00 X=R2
1.2 控制指令
1.2.1 指令
主要有:IF 條件 GOTOF 標號 、IF 條件 GOTOB 標號[3]。
說明:IF—如果滿足條件,跳轉到標號處;如果不滿足條件,執行下一條指令;GOTOF—向前跳轉;GOTOB—向后跳轉。
1.2.2 標號
目標程序段的標記符,必須要由2~8個字母或數字組成,其中開始兩個符號必須是字母或下劃線。標記符必須位于程序段首;如果程序段有順序號字,標記符必須緊跟順序號字;標記符后面必須為冒號。
1.2.3 條件
計算表達式,通常用比較運算表達式,比較運算符見表1。
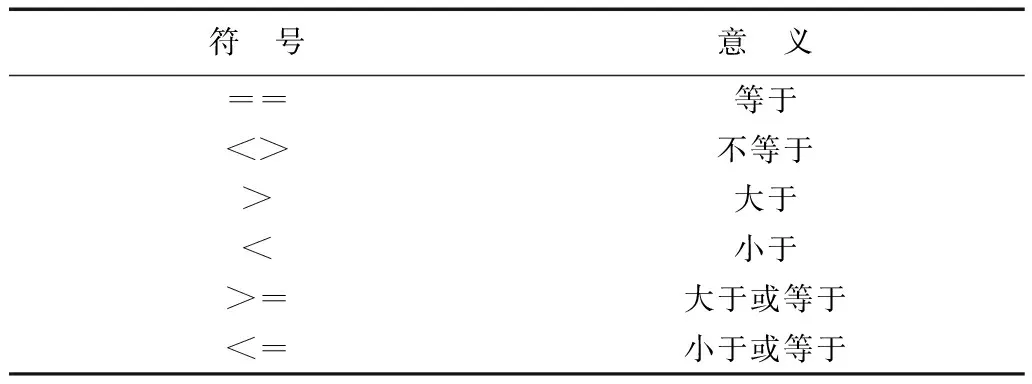
表1 比較運算符
2 宏程序的主要優點
(1)普通的數控加工程序只允許使用常量,例如加工圓形軌跡只能用很多點來采用逐步逼近的方式,使得工件由不規則形狀逐漸向圓形靠攏,對于精度高的工件就需要算出更多的點,讓編程人員花費大量時間。宏程序只需要將變量和公式寫入編程中,通過指令控制,自動進行計算加工。
(2)普通程序的常量不能進行相互計算,而宏程序變量可以計算,并且還有判斷和跳轉功能。
(3)對于自動編程的程序來說,經常一個簡單的零件由軟件自動編程出來的程序非常復雜,且不能跳轉、循環等。
(4)宏程序的容量小,機床的反應速度快,加工效率高。由于宏程序多采用跳轉、循環等功能指令,其程序較短。機床在執行宏程序時,數控系統的計算機可以直接進行插補運算,加上電機和數控機床的反應迅速,加工效率高。
在數控加工中,宏程序通過編輯子程序和使用全局變量來控制改變刀具路徑和刀具位置;在編程時,不必要記住用戶宏程序功能主體所含的具體指令,只要記住用戶宏程序功能指令即可,同時在修改同類型的程序中,也只需要修改很少部分的變量即可。宏程序具有模塊化的思想和條件,編程時只需要根據零件幾何信息和不同的數學模型即可完成相應的模塊化加工程序設計,應用時也只需要把零件信息、加工參數輸入到相應的模塊調用語句中,能使編程人員從繁瑣的、重復的編程工作中解脫出來,使得編程效率和生產加工效率得到有效提高。
3 宏程序在加工中的實際應用
生產加工中經常遇到加工路徑重復情況,以下是加工錐型件實例(見圖2),其加工刀路見圖3。
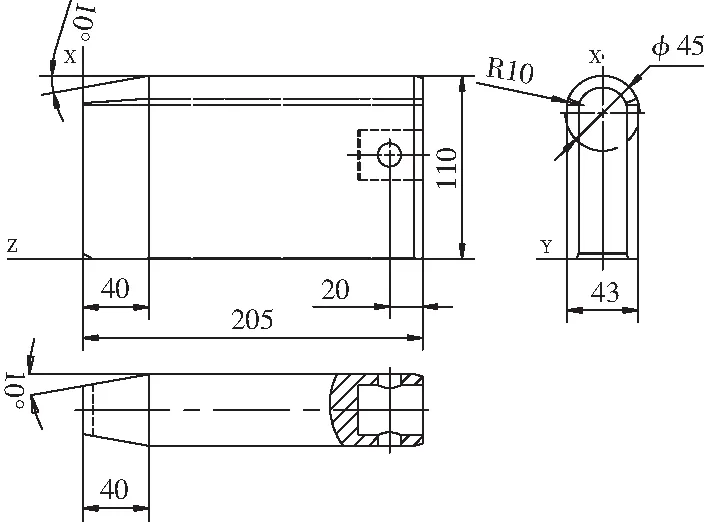
圖2 錐型件
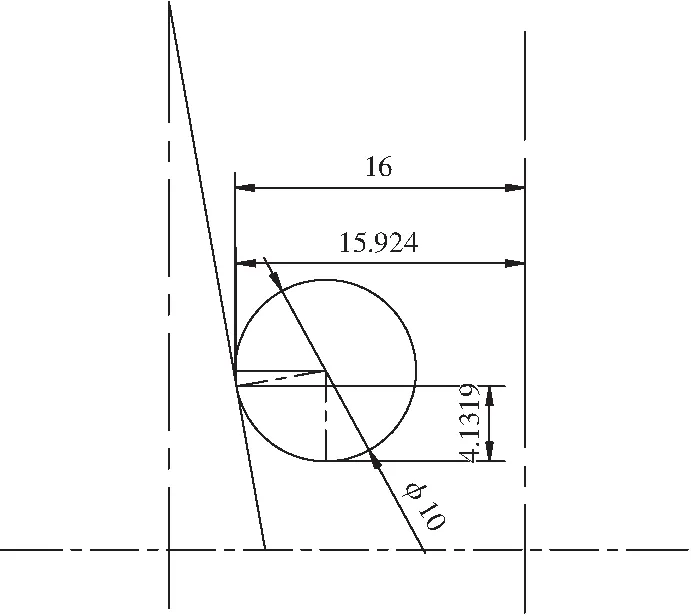
圖3 加工刀路
程序:
R0=16;
刀半徑
R1=5
刀尖圓弧半徑
R2=0.5
單邊余量
R17=-40;
當前Z
R3=-40;
起點Z
R4=1;
終點Z
R5=5;
深度步長
R6=43;
工件實際厚度
R7=22.5;
大端圓弧半徑
R8=10;
大端倒角半徑
R9=10;
錐度
R10=-10;
啟刀點X
R11=110;
R12=R11-R7-SQRT(R7*R7-(R6/2-R8)*(R6/2-R8));
R13=ACOS((R6/2-R8)/(R7-R8));
R14=180-2R13;
R15=R0-R1+R*COS(R9);
工作刀半徑
R16=R1*SIN(R9)-R1;
附加Z
T1D1;
G54G40G90G0Z50F100;
定點,啟動主軸
M3S1000;
主軸正轉,1000轉/分
REPEAT
IFR17>R4;
R17=R4;
強制等于最后加工點的坐標
ENDIF;
R18=R7-(R17-R3)*TAN(R9);
當前大端圓弧半徑
R19=R8-(R17-R3)*TAN(R9);
當前大端倒角半徑
R20=R6/2-(R17-R3)*TAN(R9);
R30=R18+R15+R2;
R31=R19+R15+R2;
R32=R20+R15+R2;
G0X=R10Y-R32;
Z=R17+R16;
G1X=R12;
G 3RP=R31 AP=R13;
RP=R30 AP=R14;
RP=R31 AP=R13;
G1X=R10;
G0Z5;
STOPRE;
R17=R17+R5;
每次循環增加的加工量
UNTILR17==R4+R5;
條件滿足結束循環
G0Z200;
M30
本程序在加工圓弧倒角時,刀具直徑為32,刀尖圓弧為5的立銑刀。程序中把需要加工的尺寸、刀具大小、加工遞增量的大小等用宏程序中的變量代替,使得在宏程序中只有變量之間的計算,讓主要部分程序非常簡潔明了。利用刀具中心位置理論與實際的偏差,通過走刀的角度和變量控制,讓機床在走刀的時候能準確地走出加工軌跡;利用變量自增的循環刀路,簡單明了的宏程序解決復雜的工件加工路線,并且加工精度是用宏程序變量控制,我們需要達到什么精度都只用改變一個變量就能解決,粗加工和精加工也只需要更換宏程序中控制刀具的圓弧半徑和加工余量的一個變量即可,從而精確快速地完成加工任務。
4 結語
在普通的程序編制中程序字為一常量,一個程序只能加工一個幾何形狀,比較缺乏靈活性和通用性。在一些實際情況中機床需要按照一定的規律動作,或者是加工法完全一樣,只是加工位置在工件上有所不同,如在環形上加工孔,如果用普通程序編程,那么會相當復雜而且不通用。針對這種情況,用宏程序編程,在程序中使用變量,通過對變量進行賦值和一定的運算達到程序加工的功能。
我們國家的機械加工行業擁有大量的數控車間或數控機床,這些數控機床每天加工大量的工件,很多公司里都是采用人工手工編程,采用宏程序進行歸類編程,會減少編程人員繁瑣的編程時間,并且在實際生產過程中降低操作者的勞動強度,提高生產效率,增加企業的效益。所以宏程序在先進的制造業和數控加工編程的實踐中具有重要意義。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩詞(2022年6期)2022-12-31 06:41:24
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55