850T冷剪離合器故障及維護分析
2018-12-18 13:24:08侯鐵軍張洪亮
中國設備工程 2018年23期
侯鐵軍,張洪亮
(承德建龍特殊鋼有限公司河北省鍛造用鋼工程技術研究中心,河北 承德 067201)
850T冷剪是棒材生產線對冷態棒材進行切頭、切尾及定尺剪切的關鍵設備。設備運行受復雜載荷、高溫、振動、長周期在線運行等因素影響,容易發生故障或損壞。冷剪設備一旦發生故障,棒材生產線將不能正常生產甚至出現停產,嚴重影響生產的產能。其中最為多發的為離合器故障,表征為摩擦片高溫、冒煙,摩擦片迅速損壞。造成生產線突發停機、搶修,增加了維修人員工作強度,并帶來嚴重的生產損失。因此,如何有效檢測、預防,保持離合器處于完好狀態尤為重要。
1 冷剪工作過程及離合器構成
850T冷剪組成:高速軸、過渡軸、曲軸及連桿機構,其中高速軸傳動端配有配有飛輪和離合器、高速軸另一端配有制動器。冷剪在不剪切過程中,由電機通過皮帶輪驅動冷剪飛輪進行蓄能;在剪切過程中,飛輪帶動曲軸連桿結構進行剪切。冷剪本體傳動示意如圖1所示。
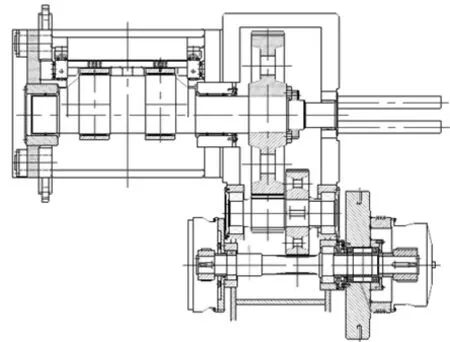
圖1 850T冷剪本體傳動示意圖
工作過程:操作工在冷剪操作臺手動輸入剪切信號,冷剪剪前提升輥道電磁閥得電,提升輥道下降,同時壓鋼裝置電磁閥得電,冷剪壓下輥下降將來料壓住,同時冷剪剪后輥道電磁閥得電,擺動輥道下降。待輸入剪切信號延時1~5s,上述動作到位后,冷剪制動器電磁閥和冷剪離合器電磁閥同時得電(離合器電磁閥延時得電),冷剪飛輪隨制動器松開和離合器的夾緊從而帶動曲柄運轉,飛輪曲柄帶動剪刃作剪切運動。當曲柄運轉到一個設置角度觸發行程開關,此時離合器電磁閥和制動器電磁閥同時失電(制動器電磁閥延時失電),曲柄隨離合器的松開和制動器的夾緊而被制動。此時曲柄觸發另一行程開關(該信號作為冷剪停位正常信號),壓鋼裝置電磁閥失電,壓輥抬起,剪前提升輥道電磁閥失電,輥道抬起,剪后擺動輥道氣動電磁閥失電,擺動輥道升起,剪切后軋件輸出,完成一次剪切過程。
冷剪離合器采用LIM324氣動盤式離合器,內部結構由4片石棉摩擦片及3片動金屬摩擦片組成,當離合器氣囊充氣后,高速運動的石棉摩擦片將金屬摩擦片抱住,傳遞扭矩,同時制動器打開。當剪切完成后離合器排氣閥打開,氣囊在12個復位彈簧的作用迅速收縮,摩擦片也隨著壓縮時的彈力而相互分離,離合器殼體的小孔進入空氣,帶走金屬摩擦片與石棉摩擦片的溫度和磨削,石棉摩擦片繼續隨著飛輪轉動,金屬摩擦片靜止。同時制動器閉合。其中摩擦片第1、4片為單面開槽,第2、3片尾雙面開槽。離合器構成如圖2所示。
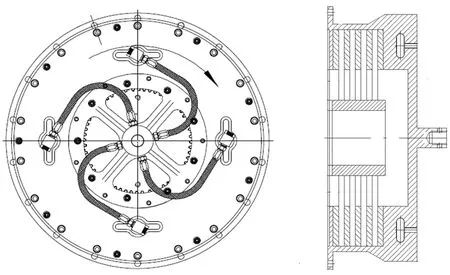
圖2 冷剪離合器
2 存在問題及分析
離合器發生故障最常見的表現為摩擦片溫度高,之后造成爆片或離合器著火。經分析,導致摩擦片溫度升高的主要是摩擦片分離不清楚,有以下幾方面。
(1)離合器間隙過大或過小。離合器間隙過大,造成在閉合時,受氣囊行程的限制,導致石棉摩擦片與金屬摩擦片接觸不實,摩擦片之間相對運動并降低傳遞的扭矩,摩擦片溫度升高。離合器間隙過小,造成在打開時,金屬摩擦片與石棉摩擦片點接觸或部分面接觸,導致摩擦片溫度升高。
(2)在使用過程中石棉摩擦片磨損后碎裂,在離合器氣囊打開后碎片在重力作用下重疊。石棉摩擦片碎裂是因為石棉摩擦片磨損變薄,抗沖擊能力減弱,在氣囊閉合時將摩擦片沖擊打碎,在離合器氣囊打開后碎片在重力作用下重疊,造成石棉摩擦片與金屬摩擦片接觸不實,致使溫度升高。另外,石棉摩擦片的排屑槽磨損后可能造成磨屑不能及時排出離合器內,也會造成溫度升高。
(3)摩擦片不平行。金屬摩擦片和石棉摩擦片磨損、多次更換、溫度過高等因素導致離合器摩擦片不平行,主要表現在單片及多片不平行的積累誤差。在離合器打開時,旋轉的石棉摩擦片晃動,與靜止的金屬摩擦片點接觸或者部分面接觸,導致溫度升高。一般摩擦片的平行度標準為7級,即平行度在0.12mm以內。
(4)本體有毛刺或油污。離合器殼體、軸套內齒在使用過程中的毛刺或油污會影響摩擦片動作,導致石棉摩擦片與金屬摩擦片接觸不實,造成溫度升高。
3 處理方法
(1)用塞尺檢測石棉摩擦片、金屬摩擦片的平行度。將單片摩擦片放在平板上,用直角尺放在摩擦片的平面上,透過觀察光隙,用塞尺測量最大的間隙不得超過0.5mm,否則不得上線,總積累誤差不得超過2mm。這樣通過線下檢測,配出成套的摩擦片,再組裝上線。
(2)用游標卡尺測量摩擦片的厚度。用游標卡尺測量摩擦片壁厚,測六組數據,最大與最小之差不得不得超過0.5mm,否則不得上線。
(3)離合器間隙調整。離合器的絕對間隙調整需確保在8~13mm之間。壓緊壓力板時測量的間隙不得低于2mm,這樣可減小石棉摩擦片的磨損速度,同時可避免壓力板行程過大造成摩擦片爆裂。另外,在調整時,需將復位彈簧的長度調整一致。
(4)其它。更換摩擦片時,必須將殼體內的粉塵、磨屑清理干凈,如有毛刺、油污,一并處理。拆檢石棉摩擦片,需檢查排屑槽磨損量,磨損量超過1mm不再上線。另外,更換石棉摩擦片時應讓排屑槽與排屑孔對應。
4 結語
通過對850T冷剪離合器的問題進行分析,并嚴格按處理方法進行作業,冷剪離合器在使用過程中沒有出現過摩擦片溫度升高等問題,運行穩定,剪切效率提高,從根本上解決了冷剪發生離合器故障制約棒材生產線連續生產的問題。