全自動(dòng)平行縫焊機(jī)控制系統(tǒng)設(shè)計(jì)
2018-12-14 11:26:52李文杰邊國(guó)敏
電子工業(yè)專(zhuān)用設(shè)備 2018年5期
關(guān)鍵詞:設(shè)備
李文杰,喬 麗,邊國(guó)敏
(中國(guó)電子科技集團(tuán)公司第二研究所,山西 太原 030024)
全自動(dòng)平行縫焊機(jī)應(yīng)用于金屬化陶瓷和金屬的氣密性封裝。主要針對(duì)聲表和晶振領(lǐng)域的石英晶體和微電子傳感器。
全自動(dòng)平行縫焊機(jī)采用陣列方式焊接,具有自動(dòng)熱處理、自動(dòng)圖像對(duì)位、自動(dòng)預(yù)焊、自動(dòng)縫焊、自動(dòng)上下料功能。
1 焊接原理
焊接原理,利用逆變電源產(chǎn)生的大電流,通過(guò)電極輪流過(guò)電阻發(fā)熱的原理,當(dāng)達(dá)到表層金屬融化溫度時(shí),兩種金屬便熔在一起,使腔體內(nèi)部形成與外界隔絕的小環(huán)境,如圖1所示。
2 設(shè)備構(gòu)成
全自動(dòng)平行縫焊機(jī)主要由烘箱、管殼上料機(jī)構(gòu)、傳輸機(jī)構(gòu)、管殼校正平臺(tái)、蓋板上料機(jī)構(gòu)、預(yù)焊機(jī)構(gòu)、Y向縫焊機(jī)構(gòu)、X向縫焊機(jī)構(gòu)、下料機(jī)構(gòu)、視覺(jué)系統(tǒng)、控制系統(tǒng)、氣路系統(tǒng)、手套箱支架等組成。
3 工藝流程
產(chǎn)品經(jīng)烘箱熱處理后,由上料機(jī)構(gòu)將放有管殼的托盤(pán)取出,放置在存儲(chǔ)架上,然后再轉(zhuǎn)移到托盤(pán)上料緩存位→通過(guò)傳輸機(jī)構(gòu),將托盤(pán)傳輸?shù)焦軞ばU_(tái),經(jīng)過(guò)視覺(jué)系統(tǒng)的分析,平臺(tái)校正,將管殼和蓋板精確對(duì)位,并在預(yù)焊臺(tái)進(jìn)行點(diǎn)焊→傳輸機(jī)構(gòu)將托盤(pán)傳輸?shù)较乱还の贿M(jìn)行Y方向的縫焊→然后再將托盤(pán)傳輸?shù)较乱还の贿M(jìn)行X方向的縫焊→傳輸托盤(pán)到下料緩存位→下料機(jī)構(gòu)將托盤(pán)拉出,放到下料緩存區(qū),如圖2所示。
4 電氣控制系統(tǒng)組成
全自動(dòng)平行縫焊機(jī)對(duì)設(shè)備的可靠性、穩(wěn)定性、實(shí)時(shí)性提出了很高的要求,對(duì)于小產(chǎn)品、大批量封裝設(shè)備來(lái)說(shuō),必須具備對(duì)位精確、快速、成品率高、性能穩(wěn)定、操作簡(jiǎn)單等特點(diǎn)。本設(shè)備具有兩個(gè)重要的技術(shù)指標(biāo)要求:

圖2 全自動(dòng)平行縫焊機(jī)工藝流程圖
·縫焊焊接速度:1.8 s/個(gè)
·管殼焊環(huán)與蓋板的對(duì)位精度:≤0.05 mm
如何在極短時(shí)間內(nèi)完成一系列復(fù)雜動(dòng)作,又保證對(duì)位精度,對(duì)于全自動(dòng)平行縫焊機(jī)的運(yùn)動(dòng)控制系統(tǒng)提出了很高的要求。
本設(shè)備運(yùn)動(dòng)系統(tǒng)的核心是基于計(jì)算機(jī)標(biāo)準(zhǔn)總線的運(yùn)動(dòng)控制卡,它是利用工業(yè)計(jì)算機(jī)硬件和操作系統(tǒng),并結(jié)合用戶開(kāi)發(fā)的運(yùn)動(dòng)控制應(yīng)用程序來(lái)實(shí)現(xiàn),具有高速的處理能力。因此我們選用工控機(jī)作為上位機(jī),并采用C#開(kāi)發(fā)控制界面,利用PCI插槽內(nèi)插入安川運(yùn)動(dòng)控制卡的方式,通過(guò)MIII總線與伺服通信。
為保證管殼與蓋板的對(duì)位精度小于50 μm,蓋板的定位與放置就是關(guān)鍵工序。蓋板的定位精度由機(jī)械保證,蓋板的拾放機(jī)構(gòu)扭矩較大,動(dòng)作頻率較快,因此我們選用直驅(qū)電機(jī)帶動(dòng)點(diǎn)焊頭旋轉(zhuǎn),進(jìn)行蓋板的拾放和點(diǎn)焊。
管殼的位置由視覺(jué)系統(tǒng)和對(duì)位平臺(tái)綜合保證(以蓋板為模版,確定管殼的目標(biāo)位置),最終保證精度控制在50 μm之內(nèi)。由于設(shè)備涵蓋產(chǎn)品尺寸較寬:(2×2.5)mm~(30×30)mm,因此我們選用500萬(wàn)像素相機(jī)+遠(yuǎn)心變倍鏡頭進(jìn)行視覺(jué)對(duì)位,靶面大小是7~8.5 mm,工作距離337.6 mm,景深2 mm,鏡頭放大倍數(shù)是0.21~1.35X,得出視場(chǎng)范圍是(6.3×5.2)mm~(40×33)mm。通過(guò)視覺(jué)計(jì)算出管殼的中心和斜對(duì)角線,將蓋板的中心和斜對(duì)角線與管殼的中心和斜對(duì)角線對(duì)應(yīng)重合,達(dá)到適應(yīng)管殼尺寸公差的目的,最終像素當(dāng)量是2.55 μm。
除DDR外,該設(shè)備還有21個(gè)伺服單元和34個(gè)汽缸作為執(zhí)行元件。
焊接效果是整個(gè)工藝過(guò)程核心,焊接電源的能力與控制成為本設(shè)備的關(guān)鍵,通過(guò)與廠商合作,對(duì)焊接電源輸出電流進(jìn)行監(jiān)控,實(shí)現(xiàn)閉環(huán)反饋與控制。并且在波形控制和控制精度上改進(jìn),最終使焊接成品的氣密性和焊縫外觀達(dá)到了很好效果。
電氣控制框圖見(jiàn)圖3所示。

圖3 全自動(dòng)平行縫焊機(jī)控制系統(tǒng)組成圖
5 網(wǎng)絡(luò)結(jié)構(gòu)
主機(jī)PCI插槽內(nèi)插入MP2100運(yùn)動(dòng)控制卡,最大可以帶32軸,掃描周期為0.5 ms,上位開(kāi)發(fā)平臺(tái)選用VS2010,通過(guò)調(diào)用API函數(shù),經(jīng)由PCI總線訪問(wèn)MP2100寄存器。
控制層使用MPE720工具軟件開(kāi)發(fā),I/O信號(hào)通過(guò)2塊64入64出的2310模塊采集并控制電磁閥等輸出,I/O 2310與所有伺服驅(qū)動(dòng)器通過(guò)總線連接,現(xiàn)場(chǎng)網(wǎng)絡(luò)為MECHTROLIKE III總線,傳送速度為100 Mbps。
所有伺服系統(tǒng)均為總線式,選用安川SG7系列,內(nèi)置24位增量式編碼器,最大轉(zhuǎn)矩350%。
焊接電源用途分別為點(diǎn)焊、Y方向縫焊、X方向縫焊。3個(gè)焊接電源自帶232口,通過(guò)串行線連接到PCI插槽上串口卡接口,與上位機(jī)通訊。為了防止串口通訊干擾,選用帶隔離的232串口卡。PCIE插槽插入視覺(jué)采集卡,配有千兆網(wǎng)口,采集圖像信息。相機(jī)型號(hào)是FL3-GE-50S5M-C,鏡頭型號(hào)VSZ-0745+VSZ-03。
網(wǎng)絡(luò)結(jié)構(gòu)見(jiàn)圖4所示。
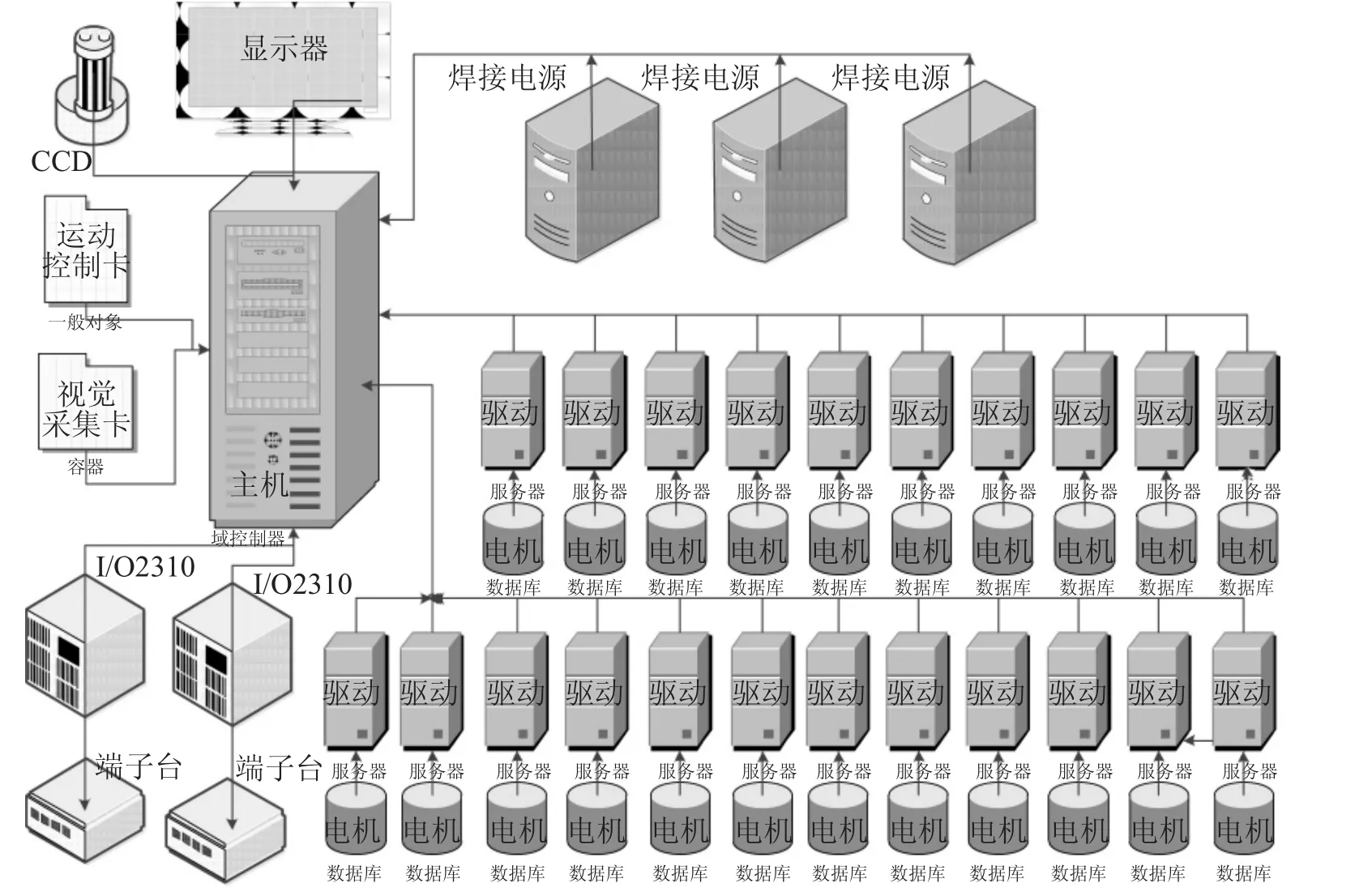
圖4 全自動(dòng)平行縫焊機(jī)網(wǎng)絡(luò)結(jié)構(gòu)圖
6 上位軟件界面
軟件需實(shí)現(xiàn)與圖像采集卡、溫控模塊、運(yùn)動(dòng)控制卡、數(shù)字量及模擬量數(shù)據(jù)采集卡的數(shù)據(jù)通訊,同時(shí)具備接受界面輸入的參數(shù),經(jīng)過(guò)運(yùn)算、控制邏輯,完成設(shè)備的控制。軟件具有初始化、視覺(jué)定位、參數(shù)設(shè)置、軸測(cè)試、診斷功能;為了保證軟件控制的可靠性,需配備診斷功能、維護(hù)功能。為保證數(shù)據(jù)的真實(shí)性、可靠性,需配備示教功能、校驗(yàn)功能。軟件采用模塊化設(shè)計(jì),包括用戶、文件、初始化,參數(shù)設(shè)置,操作模式、狀態(tài)監(jiān)控、設(shè)備維護(hù)等模塊,其組成如圖5所示。
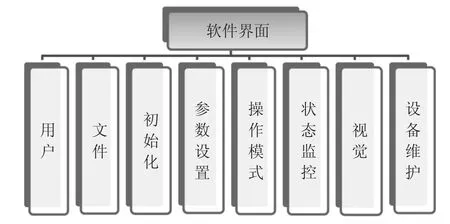
圖5 全自動(dòng)平行縫焊機(jī)上位界面組成圖
用戶模塊主要用于設(shè)置不同的用戶等級(jí)和相應(yīng)的密碼。不同的等級(jí)有不同的訪問(wèn)權(quán)限。
文件模塊主要用于新建文件、保存、刪除和另存文件等操作。其中文件的命名可根據(jù)所焊接管殼的外形尺寸來(lái)定義。
初始化模塊主要用于開(kāi)機(jī)后,設(shè)備各個(gè)運(yùn)動(dòng)部件回歸原點(diǎn)以及參數(shù)初始化。
參數(shù)設(shè)置用于設(shè)置工藝參數(shù)、軸參數(shù)、系統(tǒng)參數(shù)等數(shù)據(jù)信息,主要包括位置參數(shù),產(chǎn)品參數(shù)和電源參數(shù),位置參數(shù)主要用于設(shè)定設(shè)備本身固有的一些參數(shù),產(chǎn)品參數(shù)主要設(shè)定與焊接產(chǎn)品本身相關(guān)的參數(shù),比如管殼和夾具的長(zhǎng)寬高等。電源參數(shù)主要用于調(diào)試點(diǎn)焊和縫焊所用焊接電源的相關(guān)參數(shù)。
操作模式包括手動(dòng)模式、自動(dòng)模式和演示模式。
狀態(tài)監(jiān)控主要用于監(jiān)控電機(jī)運(yùn)行的速度、位置、加減速、汽缸的位置、各個(gè)傳感器的狀態(tài)、焊接電源當(dāng)前所用的參數(shù)組等。
視覺(jué)操作,主要用于視覺(jué)標(biāo)定,視覺(jué)校驗(yàn)等視覺(jué)相關(guān)操作。
設(shè)備維護(hù)包括設(shè)備常見(jiàn)錯(cuò)誤及故障的分析和處理方法,以及告知用戶設(shè)備操作規(guī)范和相關(guān)的技術(shù)支持。
7 下位運(yùn)動(dòng)控制
本系統(tǒng)下位運(yùn)動(dòng)控制部分采用安川的編程工具M(jìn)PE720 Ver.7進(jìn)行開(kāi)發(fā),程序采用模塊化設(shè)計(jì)。程序主體結(jié)構(gòu)如圖6所示。

圖6 全自動(dòng)平行縫焊機(jī)下位程序結(jié)構(gòu)圖
8 結(jié) 論
全自動(dòng)平行縫焊機(jī)經(jīng)過(guò)連續(xù)1年的測(cè)試運(yùn)行,實(shí)踐證明,該系統(tǒng)擁有運(yùn)行穩(wěn)定可靠、定位準(zhǔn)確、控制精度高、故障率低等優(yōu)點(diǎn)。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車(chē)維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00