電阻釬焊在石油鉆頭焊接中的應用
2018-12-13 05:40:42楊鴻強
電焊機 2018年11期
楊鴻強
(廈門金龍汽車車身有限公司,福建廈門361023)
0 前言
隨著冶煉技術的不斷發(fā)展以及新材料的陸續(xù)出現,不同材質的材料焊接需求越來越多。為保證工件焊接質量,需要嘗試新的焊接工藝。本研究重點對電阻釬焊在石油鉆頭焊接中的應用展開探討與分析。
1 原理及實現方法
1.1 研究背景
由于硬質合金材質脆硬、韌性差且代價高,導致其難以制成大尺寸的圓形鉆頭,而硬質合金與鋼體材質的焊接是補充其應用缺陷的重要方式。傳統(tǒng)焊接工藝采用弧焊方法將硬質合金刀片(YG8)與鋼材(42CrMo)定位,然后用火焰釬焊將刀片與鋼材焊接牢固,如圖1所示。
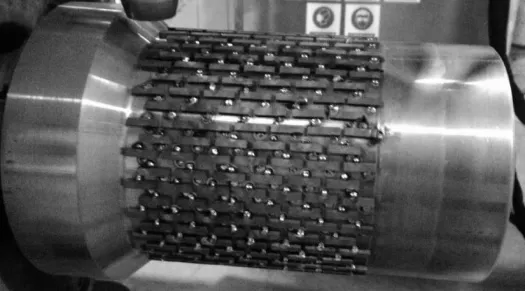
圖1 弧焊方法焊接硬質合金(YG8)與鋼材(42CrMo)
上述方法存在的問題是:①采用弧焊方法,對硬質合金刀片損傷特別大;②硬質合金(YG8)與鋼材(42CrMo)的焊接特性差異太大,導致焊接強度很低,在進行二次火焰釬焊前很容易脫落,起不到定位作用。
1.2 焊接材料分析
42CrMo鋼屬于中碳調質高強度的合金結構鋼,有較高的強度、韌性、抗疲勞強度和抗沖擊能力。
YG8硬質合金是以高硬度的難熔碳化物WC為基,加入結劑金屬鈷Co,通過粉末冶金方法制成的合金材料,其材料硬、脆、韌性差,熱膨脹系數小。
1.3 電阻釬焊的原理
電阻釬焊是利用電阻加熱原理將兩層或多層工件通以適當電流,通過工件的電阻發(fā)熱產生高溫熔化釬料,達到焊接目的,一般分為直接加熱和間接加熱兩種方式。間接加熱是指釬焊電流只通過一個工件或者根本不通過工件。而直接加熱是指釬焊電流要通過所有工件,依靠工件及釬焊面的電阻發(fā)熱熔化釬料。直接加熱的優(yōu)點是升溫速度快,但要求釬焊面的貼合程度好。電阻釬焊廣泛使用的釬料包括銅基、銀基和鎳基等。
1.4 電阻釬焊工藝參數
電阻釬焊的工藝參數主要包括釬焊溫度、溫升速度、加熱時間及冷卻速度。釬焊溫度通常選在高于釬料熔點25~60℃,以保證釬料的流動性,對于鎳釬料可高于熔點約100℃。其余參數主要參考焊接工件的材料及焊接特性適當調節(jié)。
1.5 電阻釬焊實現方法
電阻釬焊的實現方法如圖2所示。在鋼筒上噴涂鎳基釬料(若硬質合金在內側,則鎳基釬料噴涂在內表面),焊接設備為工頻固定式點焊機(成都順泰,DN-100)。
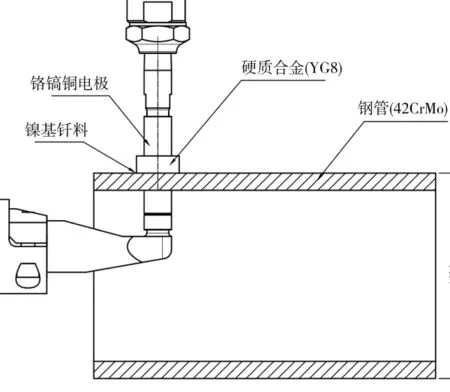
圖2 電阻釬焊實現方法
2 焊接缺陷分析
焊接缺陷為焊接裂紋、焊縫脆化、夾渣及氧化。
(1)焊接裂紋。
焊接裂紋主要出現在硬質合金上,因為硬質合金YG8的材質較脆、導熱率較低、膨脹系數小,在焊接時合金內外的溫度梯度較大,從而產生應力導致工件變形,而焊接時焊機施加的壓力太大變形受阻,不可避免地產生裂紋。硬質合金YG8與鋼材(42CrMo)的膨脹系數差異較大,冷卻速度大小也會對裂紋形成產生重要影響。
(2)焊縫脆化。
主要原因是釬焊溫度太高釬料過度燒損,接頭部分出現熔蝕缺陷,即釬焊面留下凹坑。
(3)氣孔、夾渣及氧化。
主要原因是加熱溫度過低未達到釬料熔點,導致工件表面氧化,而釬料流動性差造成氣孔和夾渣。
3 解決措施
電阻釬焊工藝參數的選擇對焊接接頭的質量有著至關重要的影響。其中,溫升速度、加熱時間、冷卻速度及焊接壓力應綜合考慮焊接母材的材料特性及釬料與母材的相互作用。硬質合金刀片(YG8)材料較脆、導熱率較低,而鋼材(42CrMo)材料較厚,所以溫升及冷卻速度不宜太快,壓力不宜太高,否則容易裂紋、焊縫脆化。但也不能太低,否則會出現氣孔、夾渣及氧化。部分硬質金焊接時允許的溫升速度如表1所示。
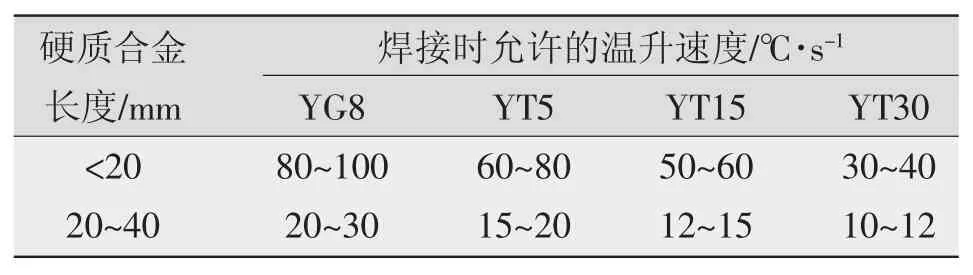
表1 部分硬質合金允許的溫升速度
3.1 焊接工藝
(1)電極頭的截面應大于或等于硬質合金的焊接面且接觸良好,促使焊接電流盡量均勻地通過硬質合金焊接面,避免熱量分布不均勻的情況。
(2)在鋼筒的焊接面噴涂適量的鎳基釬料。
(3)硬質合金(YG8)與鋼材(42CrMo)的膨脹系數差異很大,所以不能采用強規(guī)范焊接。
(4)通電時間不能太短,焊接電流不能太大,否則溫度上升太快,硬質合金容易產生裂紋。
(6)焊接實驗采用的參數如表2所示。
3.2 焊接效果
焊接后采用著色探傷方法檢查硬質合金及焊縫是否存在裂紋:在火焰釬焊后施加滲透劑,如圖3所示;滲透完畢后清理、精磨表面,如圖4所示;使用4倍手持式單片放大鏡檢查硬質合金表面及焊縫,硬質合金及焊縫表面光滑未見裂紋,釬料填滿間隙。
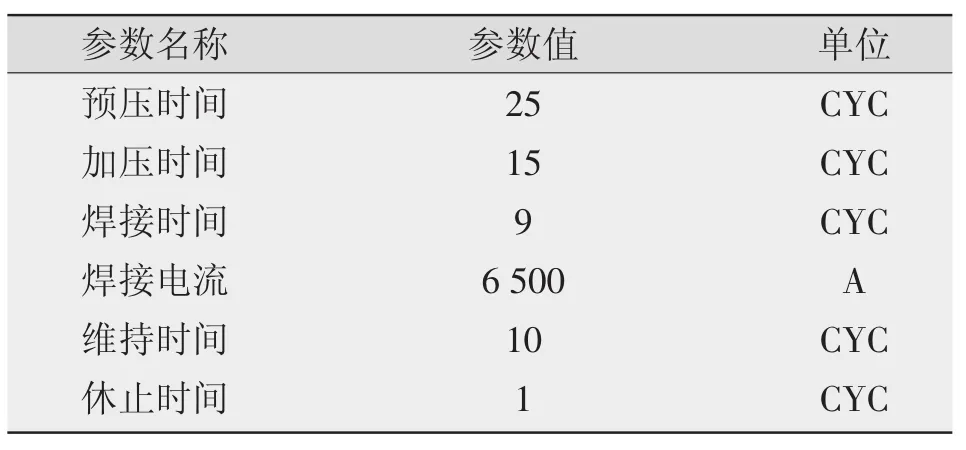
表2 焊接實驗參數
4 結論
(1)電阻釬焊工藝對合金刀片本體沒有損傷,極大地提高了石油鉆頭的產品質量。
(2)采用電阻釬焊方法能有效起到定位作用,在進行火焰釬焊時不會移位和脫落。
(3)工藝簡單,易于掌握,便于實施。
(4)經過批量生產證明,焊接接質量穩(wěn)定可靠,值得推廣應用。

圖3 火焰釬焊后施加滲透劑
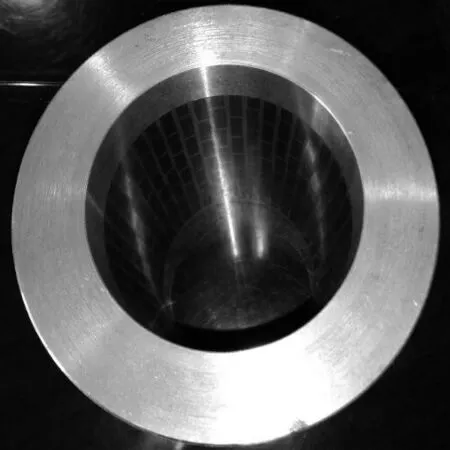
圖4 滲透完畢后清理、精磨表面
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
