基于GMAW熔池輪廓特征的焊接缺陷研究
2018-12-13 05:40:30朱彥軍吳志生王安紅厲雷鈞
電焊機 2018年11期
關鍵詞:系統
朱彥軍,吳志生,2,王安紅,厲雷鈞,2
(1.太原科技大學材料科學與工程學院,山西太原030024;2.阿爾伯塔大學加拿大國家焊接中心,加拿大)
0 前言
在弧焊機器人自動焊接中,由于CO2氣體成本低,且I型坡口生產工藝簡單、效率高,所以工業中廣泛采用CO2氣體保護焊焊接I型坡口。但是在焊接中容易出現焊接偏差、超標錯邊、焊塌、焊穿等問題。焊接專家希望采用機器視覺實時獲取熔池圖像信息,并處理熔池圖像以獲得豐富的焊接質量信息,實現閉環控制焊接系統,有效提高焊接質量[1]。
熔池圖像攜帶了豐富的焊接質量信息,信息來源包括熔池圖像灰度信息[2-3]、熔池圖像輪廓信息[4]等。攝像機拍攝位置不同,獲得焊接信息不同。如:①焊槍前后同時架設攝像機,拍攝熔池前后圖像,根據熔池與CCD攝像機的位置關系,計算出完整的熔池輪廓[5-6];②攝像機架設于焊槍行走路徑后方,拍攝熔池后方圖像,熔池輪廓信息能反映焊接熔透狀態[7],但是熔池前區信息不完整;③攝像機架設于焊槍行走路徑前方,拍攝熔池前方圖像,熔池輪廓信息能反映焊接偏差量[4,8]。
基于視覺的焊接缺陷研究主要有:主動式單目焊縫跟蹤[9-10]、主動式單目視覺焊接質量控制[11-12]、被動式單目焊縫跟蹤[13-14]、被動式單目視覺錯邊自動檢測[15]。
本研究基于單目被動視覺,利用復合濾光技術采集I型坡口熔池前方圖像。利用MATLAB軟件處理圖像,根據圖像平均灰度值判斷弧光對熔池圖像的干擾,以及限定小波模極大值算法中閾值的設置,提取出熔池輪廓,揭示熔池輪廓特征與焊接偏差、錯邊、焊塌、焊穿等焊接問題的內在規律。
1 視覺傳感系統
試驗系統包括弧焊機器人工作站、圖像采集系統和信號采集系統三部分。弧焊機器人工作站包括:弧焊機器人MOTOMAN-UP6、焊接電源MOTO WELD-S350。圖像采集系統包括工業相機、外觸發系統、復合濾光系統(濾光片、減光片、小孔鏡片);信號采集系統選用普通計算機。軟件主要包括∶Visual C++6.0、MATLAB軟件和圖像采集軟件。系統結構布局如圖1所示。相機距熔池25 cm,相機軸線與水平面成40°角并斜向下指向熔池。
1.1 相機觸發系統組成
相機選用水星MER-301-125U3M,相機鏡頭為M2518-MPW2,拍攝幀率125 fps,工作方式為電弧電壓下降沿外觸發。外觸發系統由供電系統、霍爾電壓傳感器、同向電壓比較器LM358組成。當電弧電壓高于10 V時觸發信號5 V,電壓低于10 V時觸發信號0.5 V,相機觸發信號示意如圖2所示。
為減少焊接不穩定時采集到受弧光干擾嚴重的熔池圖像,設置下降沿延遲觸發拍照;為減小相機移動時抖動導致圖像模糊,選用全局曝光并盡量縮短曝光時間。

圖1 GMAW實驗系統Fig.1 GMAW experiment system

圖2 相機觸發信號示意Fig.2 Schematic diagram of camera trigger signal
1.2 濾光系統
工業相機采集短路熔滴過渡時的熔池圖像,濾光系統參考文獻[16]。通過試驗比較,復合濾光系統采用630±10 nm窄帶濾光片,加1片10%減光片。為了保護相機和降低熔池圖像中次像的影響,濾光片外側加裝小孔擋板并縮短拍攝曝光時間。此時圖像較暗,需增加拍攝增益10 db。視覺傳感系統示意如圖3所示。
2 熔池圖像采集與輪廓提取
2.1 試驗焊接工藝參數
試驗采用GMAW,接頭形式為I型坡口對接,母材為Q235,工件尺寸180 mm×50 mm×3 mm,保護氣體為CO2,選用φ1.2 mm的H08Mn2SiA焊絲,預處理方式為砂紙打磨去銹。焊接工藝參數見表1。
2.2 熔池圖像輪廓提取
熔池邊緣特征是最基本的圖像特征,攜帶了豐富的焊接信息[17]。熔池圖像背景與熔池部分不相關,為提高圖像處理速度,設置ROI截取熔池圖像部分,其余部分不考慮。

圖3 視覺傳感系統示意Fig.3 Schematic diagram of visual sensing system

表1 焊接工藝參數Table 1 Welding parameter
熔池圖像邊緣表現為圖像上的不連續性,熔池輪廓就是圖像上的局部奇異點。小波變換將這些奇異點定義為局部極大值點。因此,利用小波變換檢測熔池邊緣的思路就是用小波系數模的局部極大值來檢測圖像邊緣,算法參考文獻[18]。該算法的實現流程如圖4所示。
首先,設置ROI截取熔池圖像,對圖像進行中值濾波。然后,求圖像平均灰度值Avg:Avg>30時熔池圖像受弧光干擾嚴重,不對該圖像進行處理;20≤Avg≤30時弧光微弱,熔池輪廓清晰,能反映焊接穩定時的熔池特征;5≤Avg<20熄弧后熔池冷卻,熔池面積減小,可能出現焊塌甚至焊穿;Avg<5時熔池凝固,不對該圖像進行處理。最后,利用小波變換模極大值計算出每個像素的模與幅角。設定閾值,經過大量實驗發現,20≤Avg≤30時閾值取0.2,5≤Avg<20時閾值取0.1,可得到較完整的熔池輪廓。
3 熔池圖像特征提取
3.1 熔池圖像特征分析
焊接過程中焊絲熔化,熔滴主要在重力、電弧力和表面張力作用下填充坡口。工業相機在焊槍前方傾斜拍攝熔池圖像時,熔池底部發出的光從工件坡口進入工業相機,此時熔液為紅色,坡口、工件為黑色,由于坡口間隙狹窄,所以熔池頂端為尖形,如圖5a所示。

圖4 邊緣檢測流程Fig.4 Flow chart of edge detection

圖5 焊接區示意Fig.5 Sketch map of welding area
3.2 特征參數提取
選取熔池特征參數(見圖5b)分別為:①熔池面積S、平均灰度值Avg,能反映焊接過程的熱輸入量。②取熔池最寬的一行作為熔寬C;設熔池輪廓最左、右頂點連線MN的長度為Z,Z/C可反映熔池的錯邊量,Z/C越大錯邊量越大。③以熔池最外側為頂點做一個長方形(見圖5b中的虛線長方形),長方形上邊沿中間點定義為A點,線段AN與線段AM的夾角為α,電流、電壓不變時,α可反映焊接速度,焊接速度越大,α越小;α突然增大說明熔池在冷卻,可能出現焊塌甚至焊穿。④線段MN與線段MA的夾角β,線段NA與線段NM的夾角γ,當焊絲對正坡口中心時,β/γ>1 時左側工件較高,β/γ<1 時右側工件較高。
4 基于熔池特征參數的焊接缺陷分析
4.1 焊接偏差檢測
在攝像機坐標平面xOy上的焊絲、母材、I型坡口、焊接偏差量、錯邊量對應關系如圖6所示。
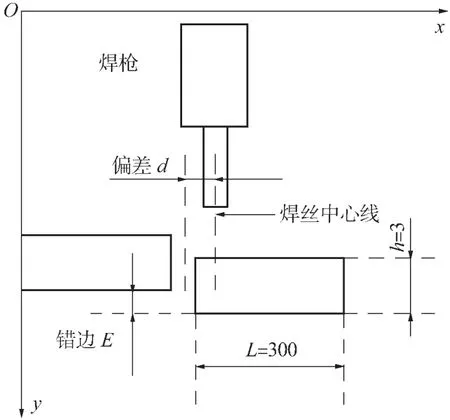
圖6 焊接偏差、錯邊示意Fig.6 Principle diagram of weld deviation,mismatch
焊接過程焊接偏差源于:①焊件加工和裝配誤差造成的焊縫位置或焊縫尺寸不一致。②焊接過程中工件受熱及散熱條件改變造成的焊接變形所引起的對縫間隙變化、對縫錯邊變化等。
焊接穩定后焊接無偏差的熔池圖像如圖7a所示,提取到完整的熔池輪廓如圖7b所示。由7b可知,熔池尖端為焊接對縫中心,熔池尖端與焊絲中心一致,無偏差。

圖7 熔池圖像Fig.7 Image of molten pool
圖8 a為存在偏差時的熔池圖像,8b為提取的熔池邊緣輪廓,焊絲中心線與熔池尖端的水平距離作為焊接偏差量d。
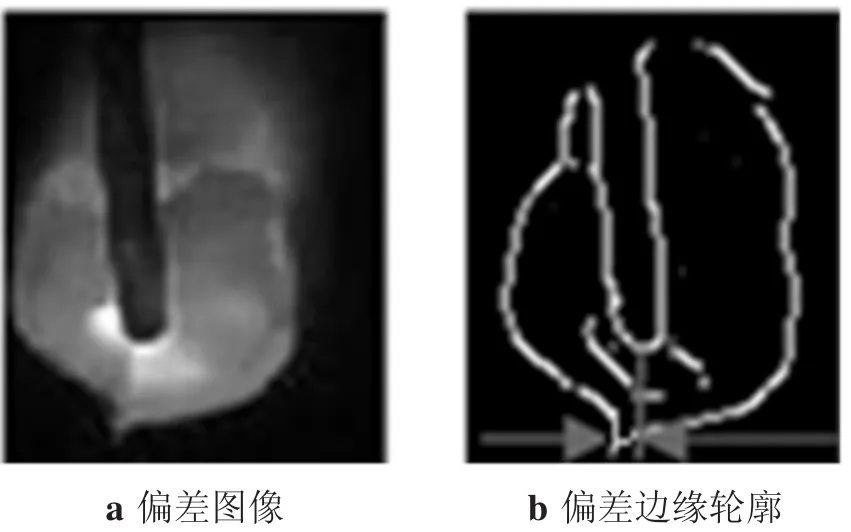
圖8 焊接偏差熔池圖像Fig.8 Image of molten pool of welding deviation
文獻[19]研究管道焊接,利用該方法檢測焊材坡口500時的焊接偏差,算法穩定,可應用于管道線上自動焊接偏差檢測。
4.2 錯邊檢測
4.2.1 焊絲對正坡口中心
焊接過程中的錯邊源于卡具裝配精度、板材成型質量、焊接過程中板材受熱變形等。錯邊的危害包括:減小焊接有效壁厚、焊接根部出現未焊透、錯邊部位容易發生化學腐蝕,影響焊接成形質量和使用壽命。因此,實現焊接過程的錯邊實時在線自動檢測對精確控制焊縫成形十分重要。

圖9 錯邊熔池圖像Fig.9 Image of molten pool of mismatch
圖9 a為焊接錯邊2mm時的熔池圖像,圖9b為熔池輪廓。錯邊的存在使得焊槍兩側母材不共面,造成焊接過程中熔池傾斜,母材低的一側熔池面積較大。圖9b右側面積較大,熔長較長,熔池前端距焊絲投影距離較長L1>L2;熔池寬度C小于熔池輪廓最左、右頂點連線 MN 的長度 Z,Z/C>>1,β/γ>1,熔池左側工件較高。
4.2.2 焊絲偏向左側高工件
圖10a為焊絲在坡口中心左側1 mm處且左側工件比右側工件高0.5 mm時的熔池圖像,圖10b為熔池輪廓。由于焊絲偏左,工件左側比右側高,所以熔池右側面積較大,熔長較長;熔池寬度C小于熔池輪廓最左、右頂點連線MN的長度Z。

圖10 焊絲偏向左側高工件Fig.10 Welding wire deviate to the left high workpiece
4.2.3 焊絲偏向左側低工件
圖11a為焊絲在坡口中心左側1 mm處且左側工件比右側工件低0.5 mm時的熔池圖像,圖11b為熔池輪廓。由于焊絲偏左,工件左側比右側低,所以熔池左側面積較大,熔長較長;熔池寬度C小于熔池輪廓最左、右頂點連線MN的長度Z。
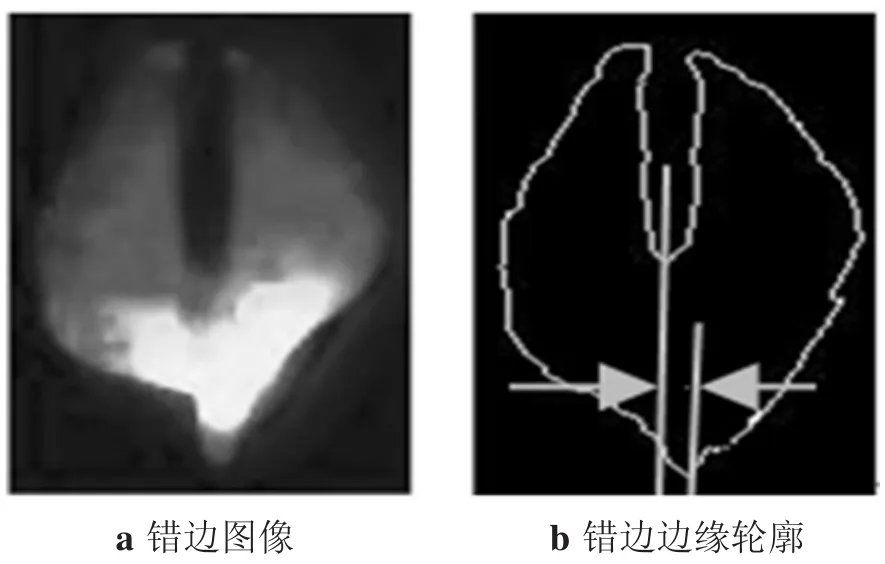
圖11 焊絲偏向左側低工件Fig.11 Welding wire deviate to the left low workpiece
4.3 焊塌、焊穿檢測
焊接過程中熔池形狀與熱輸入量、坡口間隙有關。熱輸入量較大,使得焊接過程母材受熱產生熱積累造成焊塌甚至焊穿;焊接對縫間隙較大時也會造成焊塌、焊穿。熱輸入量過大,母材大量熔化,液態金屬受重力作用開始下塌,如圖12a所示,如果液態金屬未滴下,液態金屬在焊材背面堆積成焊瘤。如果有液態金屬滴下則導致焊穿,如圖13a所示。
焊塌時熔池圖像有較明顯的特征,如圖12所示,熔池平均灰度Avg、熔池面積S、熔寬C減小,夾角α增加。繼續焊接出現焊穿(見圖13),熔池平均灰度Avg、熔池面積S、熔寬C進一步減小,夾角α繼續增加。
文獻[20]利用被動式單目視覺系統采集焊槍運動方向后方熔池圖像,通過同步對比試驗研究焊穿時池熔圖像特征與焊接缺陷的映射關系,得到相似結論。
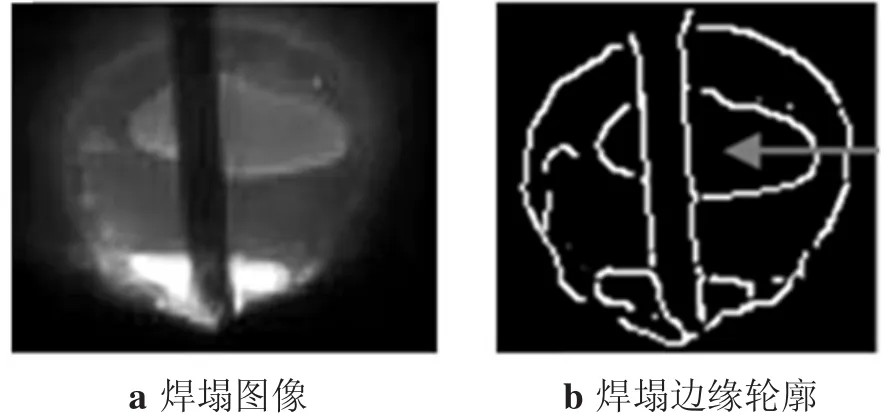
圖12 焊塌熔池圖像Fig.12 Image of molten pool of weld collapse

圖13 焊穿熔池圖像Fig.13 Image of molten pool of burning through
5 結論
(1)在焊槍行走路徑前方架設被動式單目視覺圖像采集系統,設計工業相機的外觸發電路系統,優化復合濾光系統,編程優化工業相機軟件觸發系統,以采集清晰的熔池圖像。
(2)利用熔池圖像平均灰度值判斷弧光對熔池的干擾程度。平均灰度值較高時,弧光干擾嚴重,不能提取完整的熔池輪廓。該方法有效去除了焊接不穩定時拍攝到的受弧光干擾嚴重的熔池圖像,有效優化了圖像邊緣檢測流程,提高算法效率。
(3)進一步利用平均灰度值限定小波變換模極大值邊緣檢測算法中的閾值,提取出完整的熔池輪廓。
(4)通過提取熔池邊緣特征參數來表征GMAW焊接過程的焊縫位置和熱輸入量的變化情況。結果表明:①熔池尖端與焊絲中心對齊時焊接無偏差,反之存在偏差;②Z/C>1時,β/γ可以反映焊接錯邊;③電流、電壓不變時α能反映焊接速度;其次,α突然變大且Avg減小,熔池面積S減小,熔池寬度C減小可反映焊塌和焊穿。
(5)熔池輪廓尖端特征能反映焊接對縫中心;熔池輪廓能反映焊偏、錯邊、焊塌、焊穿等現象。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
