發電廠1000 MW高壓主汽門研磨技術研究
2018-12-12 07:12:12楊學東趙海林
中國資源綜合利用 2018年11期
關鍵詞:閥門
楊學東,趙海林
(銀川怡祥礦山機械制造有限公司,銀川 750021)
1000 MW汽輪機在運行過程中主汽門門蓋密封面有漏汽現象,檢修發現,在長周期運行中,受高溫高壓蒸汽作用,門蓋中部容易產生變形形成上拱,密封件無法形成完全密封,造成高壓蒸汽泄漏。因高壓主汽門尺寸規格較大,常用的研磨工具無法解決,本文所述的工藝和裝備意在解決大直徑門蓋和閥座密封面的修復問題。
1 漏氣原因分析
高壓調閥在檢修結束并運行一段時間后,閥殼與閥蓋間的中分面就會出現漏氣的情況,這就表明閥殼與閥蓋密封面的密封能力被破壞,出現了局部的通流間隙。隨著時間的延長,泄漏的蒸汽會逐步腐蝕并沖刷金屬纏繞墊等密封材料,泄漏的縫隙會越來越大,使得蒸汽外漏的情況更加嚴重[1]。
1.1 閥蓋與閥殼密封面加工工藝的影響
高壓調閥的閥蓋和閥殼密封面因為變形而產生不平整或不平行,就會使得金屬纏繞墊的一些部位壓緊狀態不夠,使得結合面的密封性能無法得到保證。
高壓調閥解體時,使用壓鉛絲的方式測量密封面的平行度,檢查發現:閥蓋與閥殼密封面配合平行度擁有圓周不平行的狀況,一些部位有張口。再使用壓印紅丹的方式展開平整度測量,也能發現某些部位不平整的狀況。因為閥殼密封上具有某種程度的變形,讓原來的規整密封面圓周變形漸漸變為橢圓形。實地數據測量發現,該橢圓狀密封面的長軸比原來的密封面直徑提升3 mm左右,變形率達到1%,使得原來尺寸的金屬纏繞墊無法正常緊湊地放進密封面凹肩位置。
有關分析認為,因為高壓調閥中的分面加工工藝存在缺陷和閥殼材料熱處理技術存在不足,其某些部位在高溫高壓的工作狀況下會出現變形,致使閥殼和閥蓋在密封面配合的情況下存在張口,這是使得蒸汽泄漏的重要原因之一[2]。
1.2 金屬纏繞墊材質因素
金屬纏繞墊是確保高壓調閥中分面密封的重要結構,金屬纏繞墊的大小、材料是否滿足使用條件,會對高壓調閥中分面密封的質量起著直接的影響。根據對已有的若干次高壓調閥解體檢查結果進行的分析來看,閥蓋和閥殼密封面中金屬纏繞墊都有十分嚴重的吹損狀況,這是使得高壓調閥中分面漏氣的根本因素[3]。
按照廠家的設計資料,原來的金屬纏繞墊大小 為315.5 mm×280 mm×4.5 mm,由 304薄鋼帶與石墨填充料交替纏繞而成。其中,304薄鋼帶材料是0Gr18Ni9,構成填充料的柔性石墨工作溫度在-200~650℃;最高能夠應用在650℃的非氧化工作環境(在氧化介質時最高能夠使用的溫度為450℃)。比較汽輪機的進氣參數能夠發現,該纏繞墊已經達到工作范圍的最高值,長時間在高壓高溫中運行,會影響材料的穩定性。
2 閥門泄漏的治理措施
現在各個電廠對于閥門密封面缺失的修復,大多使用研磨方式,閥芯與閥座密封面的相互研磨,對于解決閘板閥等平面密封閥門問題是一種較好的方式,但是對于使用曲面密封方式的閥門(閥座是雙曲面、閥芯密封面是球形),研磨會使得閥門密封面出現環型凹坑、“臺階”,即使存在所謂的“密封線”,但是也無法較好地滿足機組所需要的密封效果,事實上損壞了閥門的型面,對閥門產生更深的傷害。
對于較小的閥門來說,可以把它從管道中切割下來,返廠在數控機床中加工,加工出曲面后展開精密研磨。對于鑄造在閥體上、不能拆卸的大型閥門,如調速汽門、主汽門,就要在現場對閥芯與閥座展開高精度曲面加工,從而復原閥門密封面的技術參數,確保其能夠正常使用[4]。
3 現有設備問題
現有閥座直徑達φ1360 mm,第一密封面區間φ606~710 mm,第二密封區間φ564~606 mm,兩個密封面高低差2.2 mm,因直徑較大,以往常用的研磨工具不滿足研磨直徑要求,而且表面沖蝕嚴重,研磨量接近1 mm,人工研磨無法完成。如圖1所示,局部小面積沖蝕深坑可以用激光冷焊補起來,但是沖蝕面積較大的區間缺陷就不建議用激光冷焊全部修補,而采取激光冷焊補焊一部分再研磨掉一部分的辦法修復。由于閥座體積較大,與其他部件連接緊密,不要求離線修復,用戶提出:閥座在線研磨修復,門蓋離線修復。
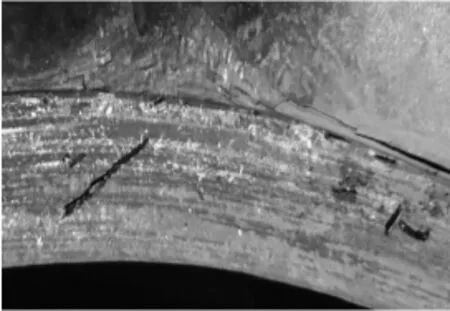
圖1 閥座沖蝕缺損表面照片
4 修復技術要求
第一密封區尺寸范圍是φ606~710 mm,采用特殊材料制作的C型環密封措施。C型密封環是用戶與廠家協商增加的一道密封,故除了要在門蓋上加工容留槽外,閥座上與C型密封環表面接觸部位需要研磨以達到粗糙度要求,考慮到兩處密封面在密封過程中同時施加預緊力,所以將兩個密封面高度差控制在2.2 mm。
第二密封區尺寸范圍是φ564~606 mm,該區間密封采用金屬纏繞墊密封。兩個密封面粗糙度要求Ra1.6 μm,研磨面要求與閥體內徑表面垂直度小于0.05 mm,密封面高低落差2.2±0.1 mm。
門蓋離線修復:先將門蓋與第一密封區相關端面加工平整(加工深度不超過1 mm),粗糙度要求Ra1.6 μm;按照尺寸要求加工第二密封區臺階,粗糙度要求Ra1.6 μm;加工C型環容留槽,容留槽底面粗糙度要求Ra1.6 μm。
5 修復方案
根據現場勘查,修復現場具備修復條件。筆者確定的修復方案是:清除閥座結合面、密封面周邊表面氧化層,清理閥座臺階處和棱邊毛刺,消除安全隱患便于下一步工作順利進行;激光冷焊填補局部較深的沖蝕部位缺陷,注意焊縫邊沿不得出現咬口,且過渡圓滑;角磨機修磨冷焊堆起和高出部分,修磨時打磨面不得低于待研磨平面,然后研磨面清理干凈并用平尺檢查整體研磨面無明顯高于0.5 mm或者低于0.5 mm缺陷,否則重復第二步驟的工作;安裝研制的專用工具分別研磨第一密封區間和第二密封區間,如圖2所示;參考技術要求,按照修復后實測的第一和第二密封區高度差加工容留槽,保證兩個密封部位預緊力達到設計要求。
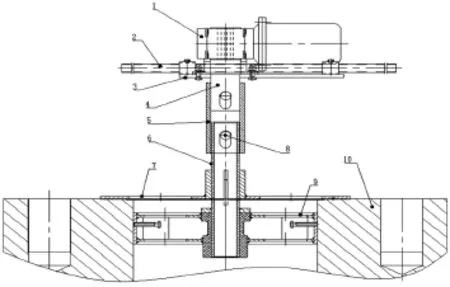
圖2 閥座表面研磨工裝結構
6 研磨工具介紹
減速機采用蝸輪蝸桿機構,驅動電機功率0.75 kW,輸出轉速20 r/min,扭矩230 N·m;減速機安裝在底板上,底板連接有兩根1"焊管,長度1.7 m,焊管兩側與閥座連接大螺栓之間用合適方木支撐,兩個人分別扶住焊管即可;減速機輸出軸與驅動軸之間選擇間隙配合,便于更換研磨片時能夠快速抽掉;浮動連接套與旋轉軸之間同樣選擇間隙配合,一方面機構能夠自動調心,另一方面浮動研磨盤依靠自重無阻礙提供磨削力。
浮動研磨盤與旋轉軸之間選擇間隙配合,能夠使浮動研磨盤自動找垂直,滿足垂直度要求,浮動研磨盤下部均勻粘貼研磨砂紙,由于選擇間隙配合,更換研磨砂紙方便快捷;定位鼓起定心作用,安裝時操作人員應根據現場實際情況調整定位,定位偏移量不超過0.50 mm,垂直度不超過0.25 mm即可使用。旋轉軸與定位鼓之間采用滑動軸承配合,使用前加注一定量的潤滑脂,長時間使用應每隔半小時補充一次;此研磨工裝制作簡單,造價低廉,使用方便,研磨效果客戶滿意。
7 大口徑閥門端面在線研磨工具發展展望
閥門密封面主要有平面密封、錐面密封、球面密封三種型式,大口徑閥門端面結合面主要以端面密封型式存在,由于閥門使用位置、型號不同,法蘭端面尺寸也不同[5]。閥門端面研磨工具驅動型式基本以電驅動為主,從本文所述斷面研磨工具現場試用效果看,基本滿足使用要求,它是針對時間緊、工期短而設計的一套實用工具,當閥門結構尺寸發生變化時需要重新加工序號7浮動研磨盤和序號9定位鼓,故也給該研磨裝置提出了改進空間。
改進目標包括:浮動研磨盤設計為直徑調整型,利于不同端面直徑或者研磨直徑要求;驅動轉速設計為調速機構,以適應不同直徑要求下的轉速要求;定位鼓設計為帶調整機構,以適應不同閥座內徑要求;原旋轉軸與定位鼓之間滑動軸承配合設計成滾動軸承型式,以解決滑動軸承發熱問題;該設計結構適應垂直端面型式研磨,如果遇到水平端面型式研磨就顯得力不從心,故改進后的研磨工具如能實現垂直和水平端面都能夠適用的型式,效果會更加完美。
8 結語
本實用新型專利研磨工具用于大口徑垂直端面研磨,取得了比較好的效果,滿足了客戶的生產需要。針對近幾年客戶不同位置、不同口徑端面的閥門密封面研磨,人們需要進一步完善研磨工具,以適應業務的需要。通過這次嘗試,筆者認為,開發功能齊全、適應范圍廣的研磨工具勢在必行,不久的將來新型研磨工具一定會應運而生。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:10
流程工業(2022年3期)2022-06-23 09:41:08
流程工業(2022年3期)2022-06-23 09:41:02
流程工業(2022年3期)2022-06-23 09:40:50
流程工業(2022年5期)2022-06-23 07:19:22
流程工業(2022年5期)2022-06-23 07:19:16
中國核電(2021年3期)2021-08-13 08:57:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
智富時代(2018年5期)2018-07-18 17:52:04