帕爾貼石墨烯3D打印快速冷凍成型平臺設計
2018-12-11 09:01:20
制冷學報 2018年6期
(常州輕工職業技術學院機械工程與技術學院 常州 213164)
20世紀末,M.C.Leu等[1]提出快速冷凍成型技術(rapid freezing prototyping),該技術將材料逐層冰凍成固體以保持其形狀,不同于其他3D打印技術在室溫下或加熱打印材料。
快速冷凍成型技術是將流體材料分層打印到工作冷面上,工作冷面溫度為-40~-17 ℃,可以在0.3~0.7 s將流體材料冷凍,達到成型的目的。M.C.Leu等[1]將3D打印系統置于一個冰柜中,冰柜可提供-24 ℃的環境溫度。將一塊鋁板提前放置于冰柜中24 h,使鋁板溫度降至-17 ℃。通過該方式可獲得-17 ℃的冷面。若需要更低的溫度,需向冰柜中釋放液氮。液氮溫度為-195.8 ℃,持續對冰柜中釋放液氮,可以獲得-40 ℃的冷面溫度。缺點是結構龐大、操作不便、溫度不可控、等待時間長、效率低。
19世紀熱電制冷效應被發現,在20世紀50年代建立熱電材料的基礎科學之后,得到迅速發展[2]。相比于傳統冷卻裝置,熱電制冷具有體積小、重量輕、可靠性高、無機械運動部件、無工作流體、直流供電、冷卻與加熱方式切換方便等優點[3]。帕爾貼熱泵被廣泛用于熱傳導裝置[4],非常適合快速冷凍成型系統搭建。
本文基于帕爾貼制冷片,搭建了一套小體積、快速制冷、在-40~0 ℃范圍內連續可調、應用于石墨烯3D打印成型的制冷平臺,主要包括制冷系統、散熱系統、控制系統三部分,并進行了實驗研究。
1 簡易快速冷凍成型平臺
如圖1所示,簡易快速冷凍成型平臺由支架、散熱片、制冷片、風扇和直流電源組成。制冷片選用陶瓷平板半導體制冷元件,型號為TEC1-12706-T100-NS-TF02-AlO。規格為40 mm×40 mm×3.8 mm,最大溫差為70~79 ℃,最大制冷量為61.4~66.7 W,最大電流為6.1 A。電源為12 V/40 A直流電源。電源開啟,制冷片通電制冷,風扇轉動,帶動氣流給散熱片降溫,環境溫度保持在23 ℃。在制冷片的中心和邊緣各貼上一個T型銅-康銅熱電偶,熱電偶經過標準溫度計標定,測量精度為0.5 ℃,每秒記錄一次數值。支架高度較高利于散熱,缺點是結構笨重,縮短3D打印機豎直方向的可打印空間。

1支架;2散熱片;3制冷片;4風扇。圖1 簡易快速冷凍成型平臺Fig.1 Simply constructed platform of rapid freezing prototyping
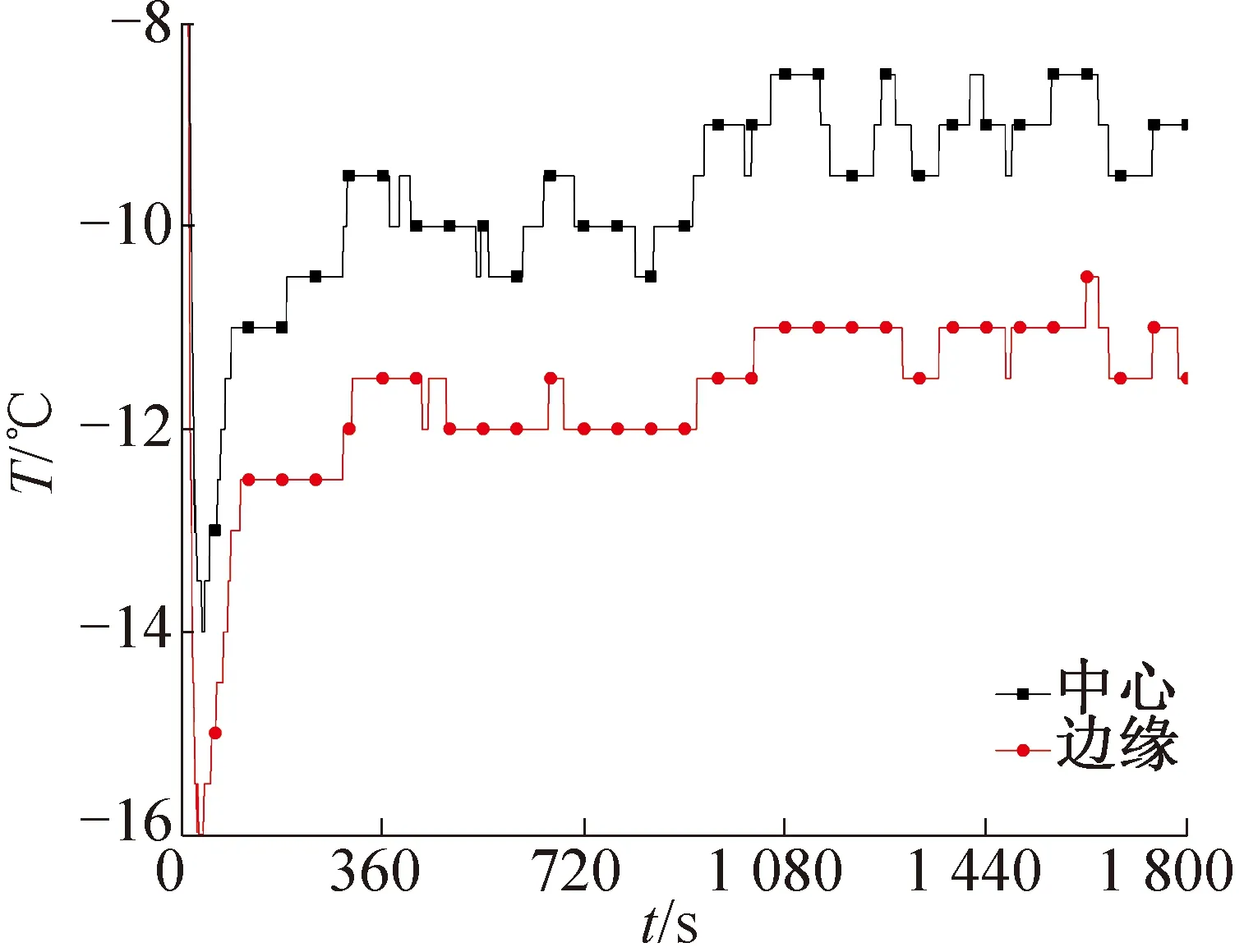
圖2 制冷片兩個不同區域的溫度變化Fig.2 Temperature variations of two thermocouples attached to different regions of a substrate surface driven by Peltier heat pump
圖2所示為制冷片不同區域的溫度變化,由圖2可知,制冷片通電后快速降溫至-15 ℃附近,然后逐漸穩定在-12~-9 ℃。風冷無法快速將制冷片熱面的熱量帶走,散熱條件不佳,熱端溫度保持在36~42 ℃,使冷面最低獲得-12~-9 ℃的低溫。冷熱端溫差在45~54 ℃時,性能系數COP為0.25~0.38。制冷片中心和邊緣存在2 ℃的溫度梯度。
圖3所示為石墨烯漿料在簡易快速成型裝置上成型。由圖3可以看出,簡易快速冷凍成型裝置的成型面積較小(40 mm×40 mm),制冷量較低,石墨烯漿料冷凍成型速度慢(黑色為氧化石墨烯),漿料在成型表面流動,導致成型精度低,表面坑洼不平,結霜(白色部分為霜)現象嚴重。這對石墨烯3D打印精度有較大影響,最終導致打印失敗。

圖3 石墨烯漿料在簡易快速成型裝置上成型Fig.3 The graphene slurry is formed on a simple rapid prototyping device
2 新型快速冷凍成型平臺
新型快速冷凍成型平臺系統如圖4所示,包括制冷系統、散熱系統和控制系統。
2.1 制冷系統
圖5所示為新型快速冷凍成型平臺制冷系統。由圖5可知,制冷系統由4片制冷片(TEC1-12706)、導熱硅脂層和純鋁片組成。4片制冷片的最大制冷量為245.6~266.8 W,冷熱端溫差在30~45 ℃時,COP為0.25~0.5。鋁片(110 mm×110 mm×4 mm)材料為鋁合金8176,導熱系數為230 W/(m·K)。在鋁片四周圍裹保溫隔熱材料,減少冷量損失。鋁裸面(水滴在其表面的接觸角為120°)經過超疏水表面處理[5-7],能夠有效的抑制霜層的生長,保證石墨烯漿料的打印精度;鋁片和導熱硅脂層可以兩次均勻化制冷片的表面溫度,消除成型平臺鋁片表面的溫度梯度,便于測量和控制制冷系統的表面溫度。
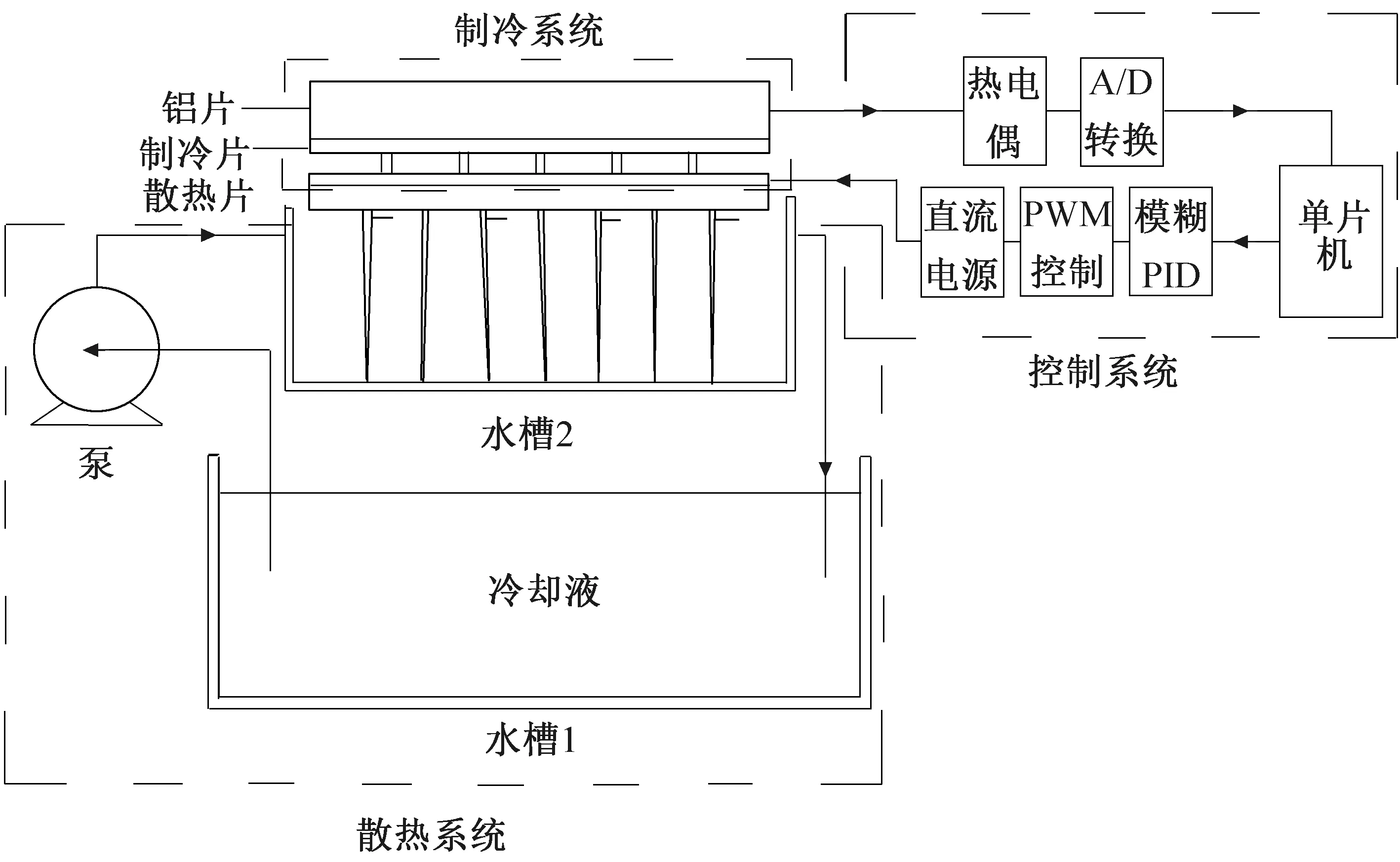
圖4 新型快速冷凍成型平臺系統Fig.4 The system of novel rapid freezing prototyping platform
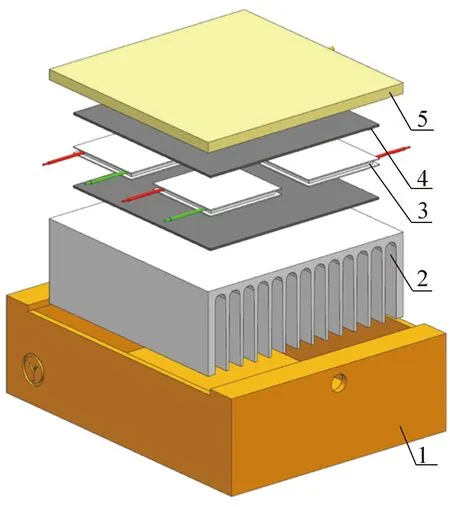
1水槽2;2散熱片;3制冷片;4導熱硅膠;5鋁片。圖5 新型快速冷凍成型平臺制冷系統Fig.5 The refrigeration system of novel rapid freezing prototyping platform
2.2 散熱系統
散熱系統是帕爾貼制冷系統中不可或缺的部分,熱量傳遞符合熱力學過程。為完成一個熱流的循環過程,帕爾貼制冷片的熱端連接在合適的導熱散熱片上,釋放從熱端傳遞的熱量和器件運行過程中產生的焦耳熱。有必要設計一套散熱系統,保證散熱片在吸收了制冷片熱端的全部熱量后,溫度增加量在可接受的范圍內。
由圖4可知,散熱系統由導熱硅脂層、水槽1、水槽2、冷卻液和循環泵構成。散熱片選用鋁合金8176,導熱系數為230 W/(m·K),規格為110 mm×110 mm×25 mm。散熱片選用翅片結構,因為其具有較大的比表面積、熱容量、高熱導率和價格低廉等優點。冷卻液由質量濃度分別為40%酒精、15%甘油和45%去離子水合成,冰點為-26 ℃。水槽2的容量為0.74 L,水槽1的容量為54 L。泵(250 L/h)從水槽1中抽取冷卻液,送入水槽2中。冷卻液流經散熱片,吸收熱量,由水槽2另外一側流回水槽1。
2.3 控制系統
本文采用溫度采集電路實時采集快速制冷平臺鋁片(如圖4所示)溫度,與系統設定溫度值進行對比,再根據模糊-PID控制算法進行計算[8-10],得出下一個時間單元所需輸出的PWM波的占空比。映射成驅動電路的輸入,從而控制驅動電路的輸出電壓,最終調節半導體制冷的功率,對快速冷凍成型平臺的溫度進行控制,形成一個閉環的反饋控制。
1)控制系統硬件
控制系統的整體設計方案如圖4所示。控制系統由上位機、單片機、溫度采集電路、數字控制電路和驅動電路組成,對快速冷凍成型系統進行了閉環自動控制系統設計。
控制系統中單片機采用Atmel公司ATmega8,具有A/D 轉換功能,PWM通道,有斷電后保存數據的EEPROM支持在線編程,通過串口與上位機通訊。溫度采集電路采用T型熱電偶(OMEGA, SCP-SS-062-G-6)測量溫度,T型熱電偶銅-康銅溫度測量范圍為-270~400 ℃,精度為±0.1 ℃,經過A/D轉換為數字信號。驅動電路包括光耦隔離電路、電流放大電路和極性切換電路等。光耦隔離電路中采用光耦PC817進行隔離。電流放大電路采用大功率三極管MJE3055T和2N3773來放大電流。極性切換電路在改變工作電流方向后,制冷面與發熱面可互相交換,實現一個表面具有制冷和發熱雙功能[11-12]。
2)控制系統軟件
控制系統軟件由系統主程序、溫度采集程序、PWM輸出程序、模糊-PID控制程序和人機交互程序等模塊組成。
控制系統軟件程序編寫采用Arduino IDE,通過C++庫對Arduino編程語言擴展,程序編寫完成后,儲存當前架構到架構庫,通過USB轉串口線燒錄進單片機;上位機與單片機間采用通信串口,使用USB轉串口線;上位機操作界面開發工具使用Visual Studio 2015中的Windows窗體,開發語言采用VC++語言,主要實現了上位機操作界面溫度設置及實時顯示溫度反饋值。
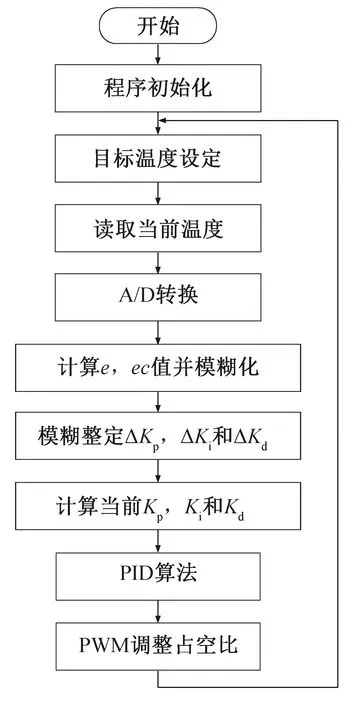
圖6 主程序流程圖Fig.6 Flow chart of main program
溫度控制系統具有強烈的非線性、時變、強耦合和大時滯等特點,傳統PID控制算法簡單易于實現且調整快、精度高,但抗干擾能力較弱,易產生振蕩;模糊控制用模糊算法刻畫復雜關系,用語言變量代替數學變量,用模糊條件語句刻畫變量間的函數關系[13-14]。主程序流程圖如圖6所示,主要完成溫度的讀取、A/D轉換和控制。上位機設定目標溫度,以溫度偏差e、溫度變化率ec作為輸入變量,把PID控制的參數Kp、Ki、Kd分為初始和校正部分,再進行模糊-PID計算,對PWM波占空比進行調整。本文采用的模糊-PID算法不需要精確的數學模型,能較好的處理時變、非線性、滯后等問題,有很好的魯棒性,響應速度快。
3 實驗結果及分析
3.1 到達不同目標溫度實驗
圖7所示為達到不同目標溫度的模糊-PID控制溫度曲線。
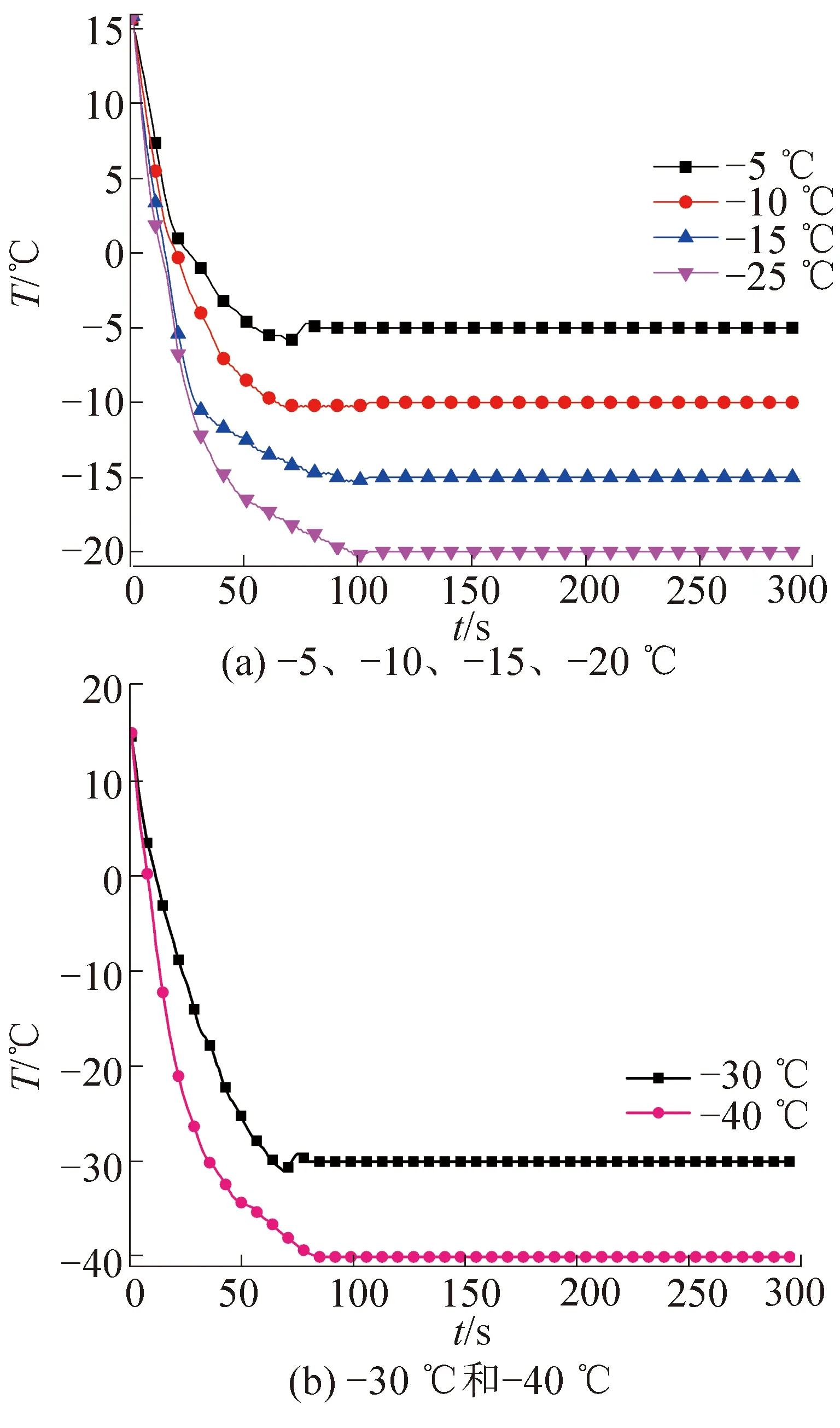
圖7 模糊-PID控制溫度曲線Fig.7 Temperature curve under Fussy-PID control
圖7(a)中曲線分別是目標溫度為-5、-10、-15、-20 ℃的模糊-PID控制溫度曲線,采樣周期為1 s,調節時間分別約為88、94、106、124 s。-5 ℃溫度曲線存在過沖,超調量約為4.8%,平衡溫度精度達±0.5 ℃。-10、-15、-20 ℃的超調量分別為3.9%、3.3%、2.8%。
設置冰柜的溫度為0 ℃,將水槽2置于冰柜中,待冷卻液降溫至0 ℃,通過上位機設置快速冷凍成型平臺溫度-30 ℃和-40 ℃,成型平臺溫度變化如圖7(b)所示。-30 ℃的溫度曲線在76 s處達到平衡,超調量約為2.2%,平衡溫度精度達±0.5 ℃。-40 ℃溫度曲線在92 s處達到平衡狀態,未出現超調。
在鋁片的中心到邊緣等距離設置4個熱電偶,快速冷凍成型平臺達到設定溫度后,測定鋁片的溫度梯度分布。結果表明:鋁片表面無溫度梯度存在,這是由于帕爾貼制冷片上的導熱硅脂層和鋁片層二次均化成型面的溫度。
該實驗選取6個具有代表性的溫度進行實驗,結果表明:在不同目標溫度下,基于模糊-PID溫度控制由初始到平衡狀態時都具有較小的超調和較好的振蕩性,制冷速度快,控制精度高且平穩性好。
3.2 實驗驗證
在整個實驗過程中,環境溫度保持在23 ℃。首先使用三維軟件建立模型(如圖8所示),然后導出STL文件輸入石墨烯3D打印機的切片軟件,設置參數,切片軟件生成打印路徑等命令。制備石墨烯漿料放入3D打印機料盒,設置快速冷凍成型平臺溫度為-20 ℃,待溫度達到設定溫度,開始打印過程。

圖8 三維模型Fig.8 3D model

圖9 3D氧化石墨烯Fig.9 3D GO part
成型原理是水在凍結過程中成長為冰晶,冰晶為典型的晶體材料,在晶界上擠壓納米氧化石墨烯,通過自發的范德華力形成連續的三維氧化石墨烯材料網絡。
實驗結果如圖9所示,快速冷凍成型平臺制冷效果較好,鋁片表面無溫度梯度存在,且表面經過超疏水工藝處理,無結霜現象產生,氧化石墨烯漿料成型精度較高。
3D打印的氧化石墨烯三維結構打印完成后直接放入真空冷凍干燥機[15-16],經過-60 ℃低溫和24 h真空冷凍干燥,得到宏觀3D結構和微觀疏松多孔結構的氧化石墨烯。
4 結論
本文基于帕爾貼制冷片研制出一種簡易的石墨烯材料3D打印快速冷凍成型平臺,該平臺具有低噪音、重量輕、高可靠性和結構緊湊等優點,并對該平臺進行優化設計,利用該優化平臺進行了初步實驗并確定了控制策略,采用模糊-PID控制方法對成型平臺進行了控制實驗研究。
6組實驗結果表明:該快速冷凍成型平臺能使平臺溫度在-40~0 ℃之間連續可調,超調量在4.8%以內。-5、-10、-15、-20、-30、-40 ℃的超調量分別為4.8%、3.9%、3.3%、2.8%、2.2%、0,調節時間分別為88、94、106、124、76、92 s。在設定值附近幾乎保持恒定,成型平臺表面無溫度梯度存在。氧化石墨烯漿料在快速冷凍成型平臺上成型精度較高。平臺制冷效果較好,且平臺表面經過超疏水工藝處理,無結霜現象產生。該快速冷凍成型平臺滿足3D打印石墨烯的成型要求。
本文受江蘇省自然科學基金(BK20171201)、常州市國際科技合作項目(CZ20170001)、江蘇省高校自然科學基金(16KJB430031)、江蘇省高校教師培訓計劃(2016GRFX005)、江蘇省333工程(蘇人才〔2016〕7號)、江蘇省青藍工程(蘇教師﹝2017﹞15號、蘇教師﹝2018﹞12號)和常州輕工職業技術學院青年基金(QNJJ13101001)項目資助。(The project was supported by Natural Science Foundation of Jiangsu Province (No.BK20171201), International Science and Technology Cooperation Program of Changzhou (No.CZ20170001), the Natural Science Foundation of the Jiangsu Higher Education Institutions of China (No.16KJB430031), Province Higher Vocational College Teacher Training Program in Jiangsu Province (No.2016GRFX005), 333 Project of Jiangsu Province (2016-7) and Qinglan Project of Jiangsu (2017-15,2018-12) and Young Fund of Changzhou Vocational Institute of Light Industry(No.QNJJ13101001).)