基于多因素約束度函數的拆卸序列規劃研究*
2018-11-27 05:08:10胡俊康王建勇
機電工程 2018年11期
陳 建,胡俊康,王建勇
(浙江工業大學 特種裝備制造與先進加工技術教育部/浙江省重點實驗室,浙江 杭州 310014)
0 引 言
拆卸是再制造工程的重要工序,其關鍵在于拆卸序列規劃,高效率、高質量的拆卸序列能夠使產品在生命終端時可重用部分可以得到有效的利用[1]。
目前,國內外許多專家學者對拆卸序列規劃方法進行了研究,提出了一些可行的拆卸序列規劃方法[2-3]。ZHANG Xiu-fen 等[4]根據裝配約束、拆卸優先系數、拆卸時間因子、拆卸工具系數和組合類型因子,建立了平行拆卸的映射模型進行序列規劃;WANG Heng-yu等[5]建立了一種有向約束圖模型,并采用破壞性拆卸方法來優化目標拆卸序列規劃;王伏林等[6]考慮拆卸過程中穩定性因素,得出了可行的最優的或近似最優的拆卸序列;PINTZOS G等[7]從產品設計文件中生成拆卸相關信息,并基于反匯編優先圖生成算法,提出了一個估算拆卸過程時間的拆卸序列規劃方法;VANEGAS P等[8]提出了一種eDiM方法,通過操作技術來計算操作序列的時間進一步分析可拆卸性;宋守許等[9]通過拆卸混合圖表達產品零部件之間的連接關系和優先約束關系,建立了拆卸序列規劃數學模型和適應度計算公式;蔡凱駿等[10]根據零件配合關系以及可拆卸性的表達,提出了以等待時間為主的拆卸序列方法;LUO Yong-tao等[11]根據產品結構建立多層表示法的動態產品數據模型,利用蟻群算法以獲得最佳拆卸方案;王攀等[12]通過Petri網建立拆卸模型,并利用混沌粒子群算法進行了拆卸序列規劃;MAROUA K等[13]考慮到拆卸約束不僅在產品生命周期的環境中是重要的,而且在其生命周期中也是重要的,提出了一種基于蟻群算法的自動拆卸序列規劃方法;劉志峰等[14]將模擬退火粒子群優化算法應用于拆卸序列規劃求解過程;HIDEYUKI N等[15]提出了一種基于遺傳算法的拆卸調度方法,該方法通過拆卸多個產品的拆卸過程和后工序對拆卸零件進行拆卸和回收,從而使整個拆卸和后處理時間最小化。
上述研究中主要考慮拆卸過程中拆卸工具的使用次數、拆卸方向變換次數、兩零部件拆卸時所需要的時間或者拆卸成本等因素,并選取其中一項影響因素作為拆卸序列規劃的依據,從而導致生成的拆卸序列與實際操作不符。事實上在拆卸過程中,這些影響因素是共同存在的,必須綜合考慮。另外拆卸時,零部件本身的外形復雜程度以及它自身重量也會在一定程度上影響拆卸序列的規劃。
本文將根據零部件之間的約束關系,建立約束狀態圖,并根據拆卸過程中的主要影響因素,提出多因素下的綜合約束度函數,并利用粒子群算法實現生命終端產品的最優拆卸序列生成。
1 多因素下約束度函數的構建
1.1 拆卸模型的建立
拆卸序列規劃的基礎是建立拆卸模型[16]。產品是由零部件以一定的約束關系組成結構穩定且具有特定功能的裝配體。通常,設約束狀態圖G=(V,L)為頂點和連接這些頂點的線(邊)的集合,其中:V=(v1,v2,…,vN)—圖中所有節點的集合,為一個有限集;N—最小拆卸單元(零件或子裝配體)個數;L=(l1,l2,…,lm)—圖中所有邊的集合,也是有限集,表示兩頂點之間存在約束關系,用直線表示;M—約束關系的數量。約束狀態示意圖如圖1所示。

圖1 約束狀態示意圖
1.2 零部件的外形描述
本研究根據零部件的基本外形尺寸以及零件的質量,對零部件外形復雜程度進行量化處理,再通過對加工方式和零部件類型的不同進行分類描述。
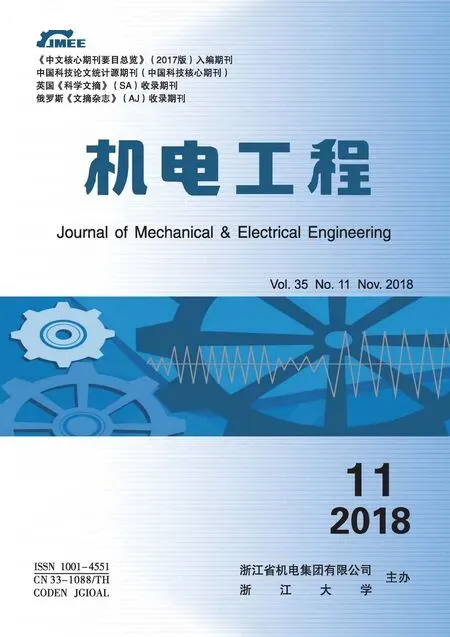
切削加工是機械制造中最主要的加工方法。若零件的外形尺寸越復雜,加工量越多,則去除的材料越多,因此通過計算毛坯與零件的質量比可以形象地描述零件的形狀復雜程度,即形質比。若零部件外形越復雜,則形質比越大;反之零部件外形越簡單,則形質比越小。
各類切削加工件形質比示意圖如圖2所示。
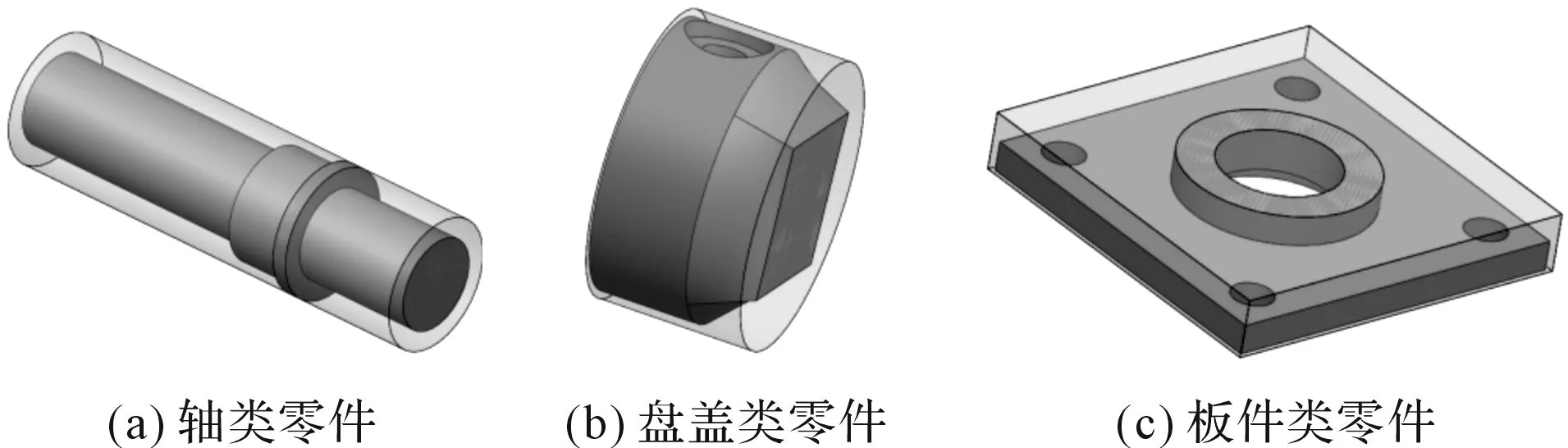
圖2 切削加工件形質比示意圖
圖中,透明框部分為擬合加工之前的毛坯,實體部分為加工完成之后的零件。
鑄件的零件表面較為復雜,箱體類和叉架類零件多為鑄件,可以通過擬合一個毛坯的方式用于計算零件的形質比。
各類鑄件類形質比示意圖如圖3所示。

圖3 鑄件類形質比示意圖
圖中,透明框部分為擬合毛坯,實體部分為加工完成之后的零件。
其中,箱體類零件主要由鈑金件或者簡單桿件構成,加工制造方法簡單,鈑金件和桿件重量也都比較輕。但箱體類零件多為其他零件安裝的基礎零件,可將其視為機架部分,多為不拆卸部分或者最后拆卸部分,因此根據擬合的毛胚計算形質比。對于機架而言,形質比應越大越好。
通過拆卸物元的參數化模型,可以得知最小拆卸單元的外圍形狀尺寸、材料密度以及最小拆卸單元的質量,則形質比可表示為:
(1)
式中:d—軸套類、盤蓋類毛坯的直徑;h—軸套類、盤蓋類毛坯的高;a,b,c—其他類型毛坯的長、寬、高;ρ—零部件材料密度;M—零部件的實際質量。
若形質比越大,則零部件外形越復雜,拆卸時的難度也越大;若形質比越小,則零部件外形越簡單,拆卸時的難度也越小。
舉例:兩板件類零件的毛坯長、寬、高都為30 mm、30 mm、7 mm,材料45鋼,但是兩零件所打的孔個數不同,分別計算這兩零件的形質比。
兩板件類形質比示例圖如圖4所示。
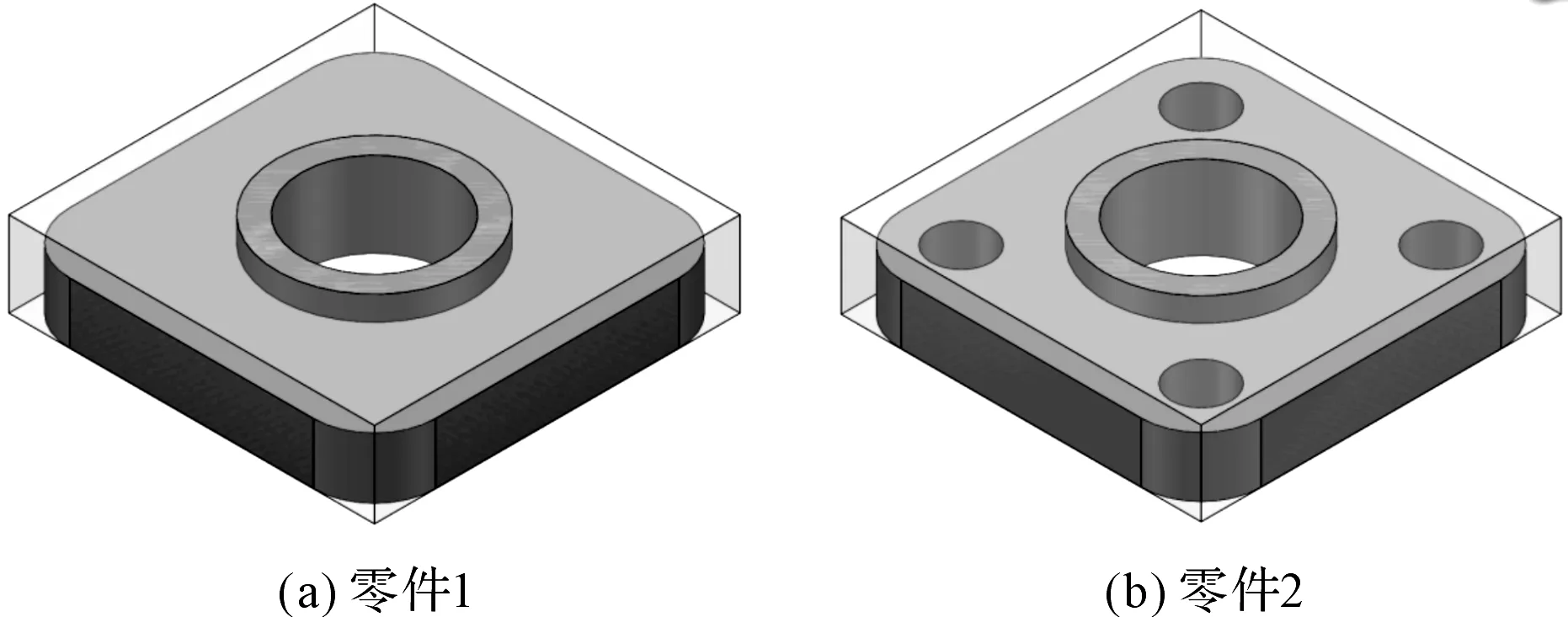
圖4 兩板件類形質比示例圖
得到η1<η2,零件2的形質比大,因此零件2的外形相對更復雜。
1.3 零部件的拆卸距離
在整個產品中,各個拆卸單元的位置都是不同的,通常拆卸過程都是由外到內或者由一側開始到另一側結束,因此各個零件的相對位置影響拆卸順序。在建立拆卸模型的時候,通常會選擇一個不拆卸零部件或者最后拆卸零部件作為約束狀態圖的起點,即零部件1。因此,在計算各個零件的相對位置時,筆者將約束狀態圖起點處的零部件定為中心件,以該零部件的幾何中心為基準計算各個待拆卸零部件的幾何中心到基準的距離,即拆卸距離。零部件拆卸距離示意圖如圖5所示。
圖5 拆卸距離示意圖
本研究以對稱軸為基準建立坐標系,在X軸上待拆卸產品的外形尺寸區間為X0=〈a,d〉;Y軸上待拆卸產品的外形尺寸區間為Y0=〈c,d〉。其中:h1(x1,y1)—中心件的幾何中心;h2(x2,y2)—待拆卸零部件2的幾何中心。則待拆卸零部件2與中心零部件1的拆卸距離為:
(2)
根據拆卸序列規劃原則,往往中心件是在中心或者一側,可知拆卸物元的距越大,則距離中心件也越遠,因此優先拆卸。
1.4 拆卸成本
約束關系的解除以及聯接件的拆卸需要拆卸工具,本研究依據拆卸力、拆卸難度和拆卸消耗,在約束關系元中把拆卸工具分為幾類,如表1所示。
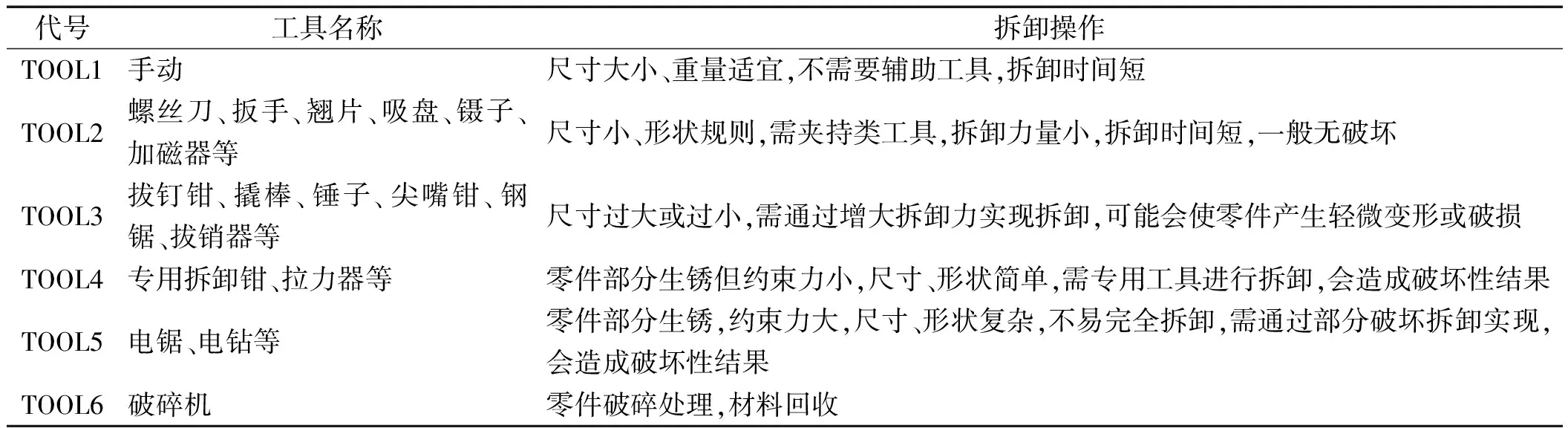
表1 拆卸工具分類表
在拆卸完成后,因零部件間的約束關系、拆卸方式、拆卸工具不同,從而導致拆卸后的零部件會產生不同程度的損傷或者破壞。依據拆卸之后零部件再次利用的方式,將拆卸級別分為幾類,如表2所示。

表2 拆卸級別分類表
拆卸成本是衡量拆卸可行性的重要判據。拆卸成本主要由人工成本和拆卸工具消耗成本組成。其中,人工成本包括拆卸時間和單位時間工資水平,拆卸時間又可分為拆卸工具準備時間和拆卸操作時間。拆卸工具消耗成本則主要與拆卸工具的價格和使用壽命(按使用次數)有關,此外還包括使用電力驅動所產生的能耗問題。因此,拆卸成本為:
C=TdisSw+Cr
(3)
式中:Tdis—拆卸時間;Sw—單位時間工資;Cr—拆卸工具消耗成本。
拆卸時間為:
Tdis=Tij×Nk
(4)
式中:Ti,j—單次常規拆卸零部件i與零部件j之間約束所需的拆卸時間;Nk—零部件i與零部件j之間約束數量。
拆卸工具消耗成本為:
(5)
式中:Cm—常規拆卸工具價格;Ne—常規拆卸工具的額定壽命(按使用次數);Pelec—電動常規拆卸工具的功率;To—電動常規拆卸工具隨需的拆卸時間;Cd—使用地的電價。
在一定程度上,本文給出的一些具體量化數值是一個平均值。在拆卸時間方面,可根據不同連接情況下得到所需的拆卸時間,單位時間工資根據當時工資水平來獲取。
常用拆卸工具參數以及不同拆卸級別的單次拆卸時間如表(3,4)所示。
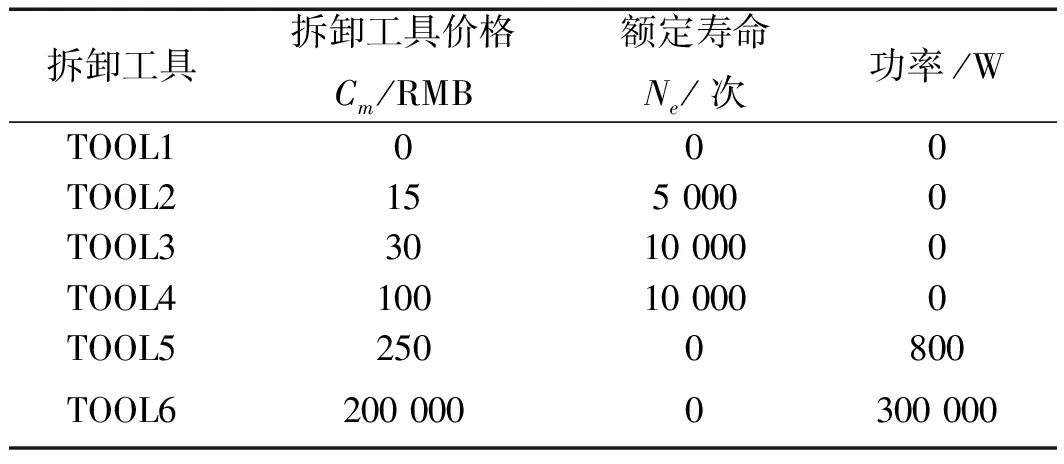
表3 常用拆卸工具參數表
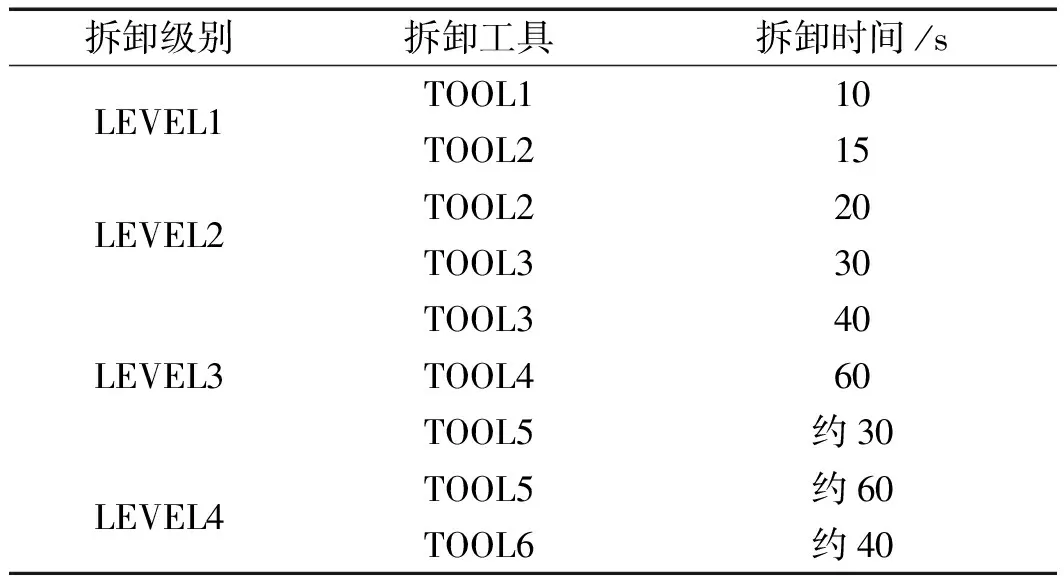
表4 拆卸級別和拆卸工具對應的單次拆卸時間表
1.5 綜合約束度
1.5.1 拆卸距標準化處理
對于拆卸距,拆卸距越大,則距離中心件越遠,相應的拆卸性越好;反之拆卸距越小,則拆卸難度越大,屬于負類屬性影響因數。此處利用極差標準化法對拆卸距進行標準化,即:
(6)
式中:ρi—拆卸距。
經過極差標準化法后,拆卸距越大,則k1越小;反之,k1越大,并且k1∈[0,1]。
1.5.2 拆卸成本標準化處理
對于拆卸成本,拆卸成本越大,則拆卸所消耗的人力物力也越大;反拆卸成本越小,則拆卸所消耗的人力物力也越小,屬于正類屬性影響因數。此處利用極大值標準化法對拆卸成本進行標準化,即:
(7)
式中:ci—拆卸成本;∑ci—整個產品的拆卸成本。
經過總和標準化法后,成本k2越大,則越大;反之,k2越小,并且k2∈[0,1]。
1.5.3 約束度函數的構建
約束度函數是一種對拆卸約束的綜合度量,記為ki,j(i,j—拆卸對象標號)。根據約束度函數的定義,兩零部件拆卸越困難,則約束度函數越大;拆卸越簡單,則約束度函數困難。因形質比、拆卸成本越大,則零部件拆卸越困難,因此與約束度函數成正相關關系;拆卸距離越大,則零部件拆卸越困難,因此與約束度函數成負相關關系;無約束關系約束度函數可設置為0。因此,建立一個綜合約束度函數如下:
(8)
式中:ηi—零部件i形質比;α1,α2—比例系數,且α1+
α2=1;α3—修正系數。
根據約束狀態圖模型,筆者利用上述綜合約束度計算公式,可得綜合約束度矩陣:
M=(ki,j)N×N
(9)
式中:N—最小拆卸單元個數;M—N階矩陣。
根據圖1所示約束狀態圖模型,可得到約束狀態矩陣為:
2 基于粒子群算法的拆卸序列生成
1995年,KENNEDY和EBERHART[17]首次提出粒子群算法(PSO),這是一種新的群體智能算法。
2.1 粒子初始化
粒子群的初始化是問題求解的關鍵。粒子i的位置Xi=(xi1,xi2,…,xin)表示產品中所有需要拆卸的零部件的排列組合,即一個拆卸序列。其中:n—粒子的維數,即某一產品中零部件的總個數;xij—粒子i的第j維分量,表示零件的編號,即拆卸序列i中進行拆卸的第j個零件的編碼。粒子的初始位置,即初始拆卸序列是隨機生成的。粒子i的速度Vi=(vi1,vi2,…,vin)用以改變粒子的位置,與粒子位置的維數相同。
2.2 粒子的位置速度進化規則
拆卸序列規劃問題屬于離散型組合優化問題。為了針對具體問題進行分析,本研究將速度與位置更新公式中的運算法則進行重新定義。相應運算法則重新定義如下:
(10)
(11)
(12)
vij(t+1)=
(13)
Xi(t+1)=Xi(t)+Vi(t+1)
(14)
式(10~14)中:a—隨機數且a∈(0,1);p—個體極值;g—全體極值。
在更新粒子的位置時,若速度Vi(t+1)中的元素vij(t+1)=1,則不改變位置拆卸序列Xi(t+1)中第j維對應的零件號,即xij(t+1)=xij(t);若速度Vi(t+1)中的元素vij(t+1)=0,則將拆卸序列Xi(t+1)中的第j維對應的零件號與第j+1維對應的零件號交換位置,即xij?xi(j+1)。由于粒子位置與速度的維數相同,此位置更新公式保證了Xi(t+1)的維數仍然是n。
根據以上重新定義的運算法則,通過一例子具體說明其運算過程。
設Xi(t)=(6,5,3,4,2,1),Pi(t)=(6,4,5,3,2,1),G(t)=(6,5,4,3,2,1),Vi(t)=(1,0,0,0,0,0),則計算過程如下:
Pi(t)-Xi(t)=(6,4,5,3,2,1)-(6,5,3,4,2,1)=(1,0,0,0,1,1);
G(t)-Xi(t)=(6,5,4,3,2,1)-(6,5,3,4,2,1)=(1,1,0,0,1,1);
Vi(t+1)=Vi+(Pi-Xi)+(G-Xi)=(1,0,0,0,0)+(1,0,0,0,1,1)+(1,1,0,0,1,1)=(1,1,0,0,1,1);
Xi(t+1)=Xi(t)+Vi(t+1)=(6,5,3,4,2,1)+(1,1,0,0,1,1)=(6,5,4,3,2,1)。
2.3 粒子適應度函數
拆卸序列規劃的目的是得到拆卸最簡單和拆卸消耗最少的可拆卸序列。本研究通過對各個拆卸影響因素進行全面的分析和量化處理,并建立綜合約束度函數和約束度矩陣。根據綜合約束度函數和約束度矩陣,將適應度函數定義為:
(15)
式中:sum(Dxi(j-1)MDxi(j-1))—計算矩陣Dxi(j-1)中第xij行所有元素之和。
在粒子群更新過程中,粒子的適應度函數值越低,表示得到可拆卸序列的拆卸方法最簡單和消耗最少,因此拆卸序列越優。
則拆卸xij的拆卸算子Dxi(j-1)可表示為:
例如:

計算xij=2的適應度大小為:sum(Dxi(j-1)MDxi(j-1),xij)=6。
2.4 拆卸序列規劃
利用粒子群優化算法進行產品拆卸序列規劃,其本質是將基于圖搜索和智能算法相結合。拆卸序列規劃具體步驟如下:
(1)對產品的模型進行預處理,提取零部件之間的約束關系,根據這些約束關系建立約束狀態圖;
(2)計算各個零部件的外形復雜程度及其拆卸距離,并根據拆卸工具和拆卸級別計算出拆卸成本;
(3)利用綜合約束度函數得到約束度矩陣;
(4)利用粒子群算法生成最優拆卸序列。
拆卸序列規劃算法流程如圖6所示。
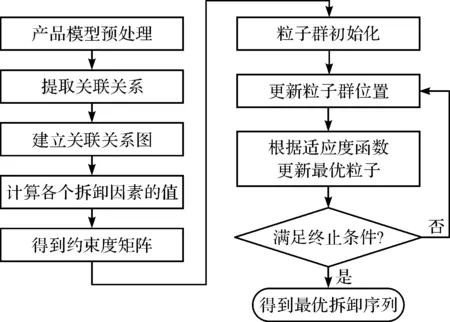
圖6 拆卸序列規劃流程
3 實驗及結果分析
平口鉗是一種通用可調夾具,由于其定位精度較高、夾緊迅速、通用性好、操作方便而得到廣泛應用。平口鉗是亦損亦耗品,研究對平口鉗進行拆卸回收具有重要意義。
平口鉗裝配示意圖以及對應的約束狀態圖如圖(7,8)所示。
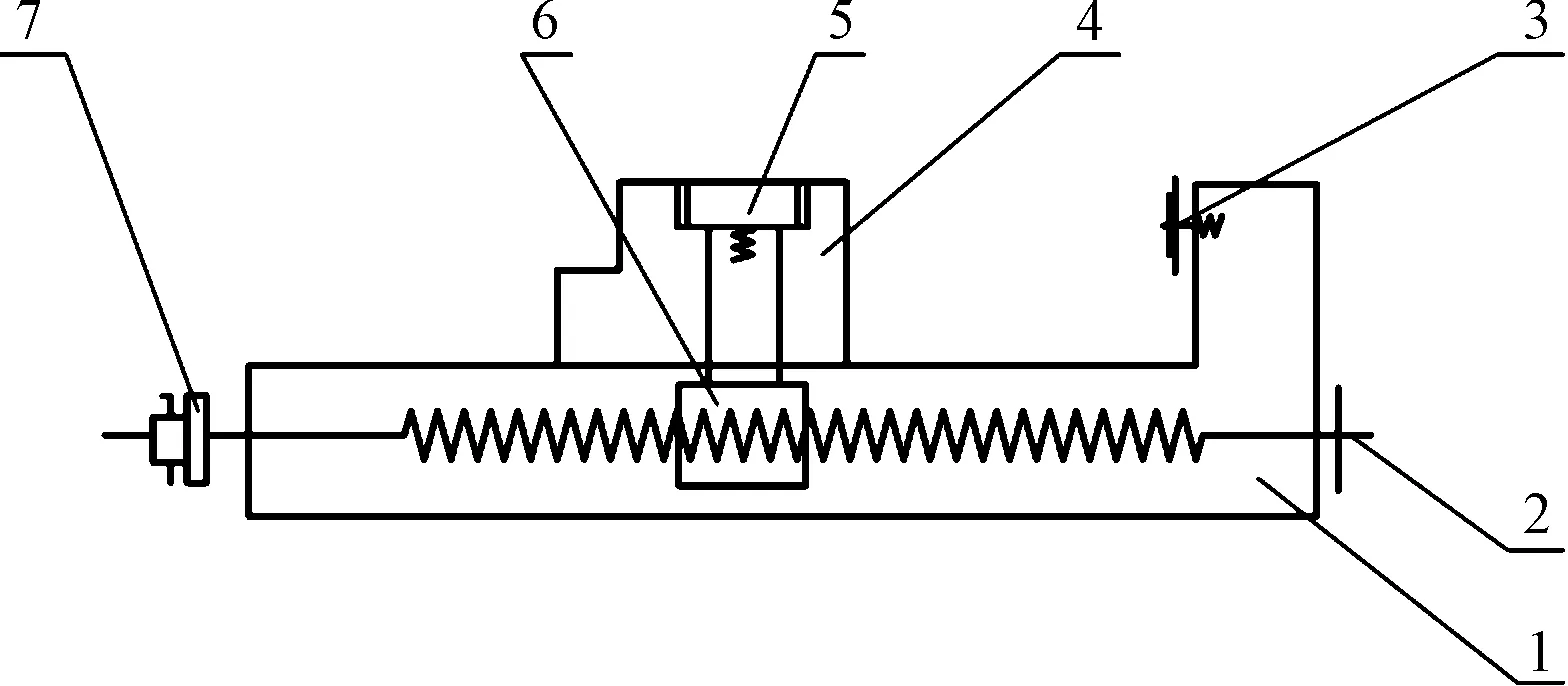
圖7 平口鉗裝配示意圖1—固定鉗身;2—螺桿;3—鉗口板;4—活動鉗身;5—緊固螺釘;6—螺母;7—固定圓環
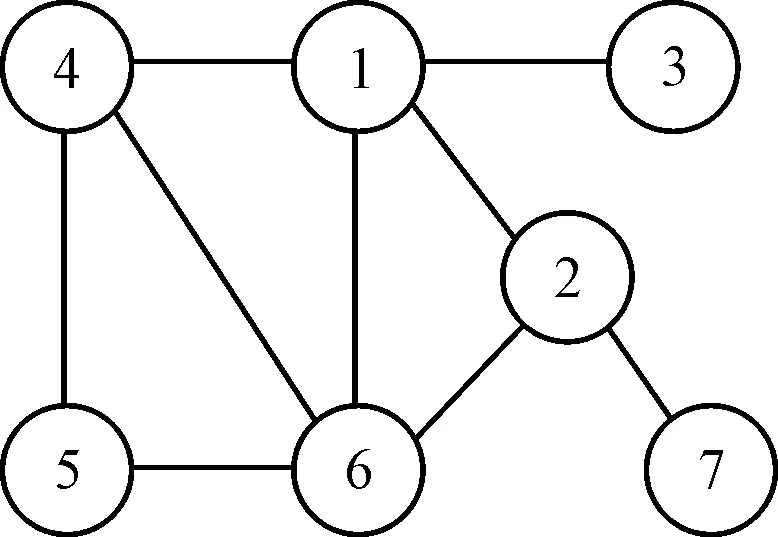
圖8 平口鉗約束狀態圖
本研究根據公式(1~3)計算各個零部件的外形復雜程度及其拆卸距離,并根據拆卸工具和拆卸級別計算出拆卸成本。
各個零部件對應的形質比如表5所示。
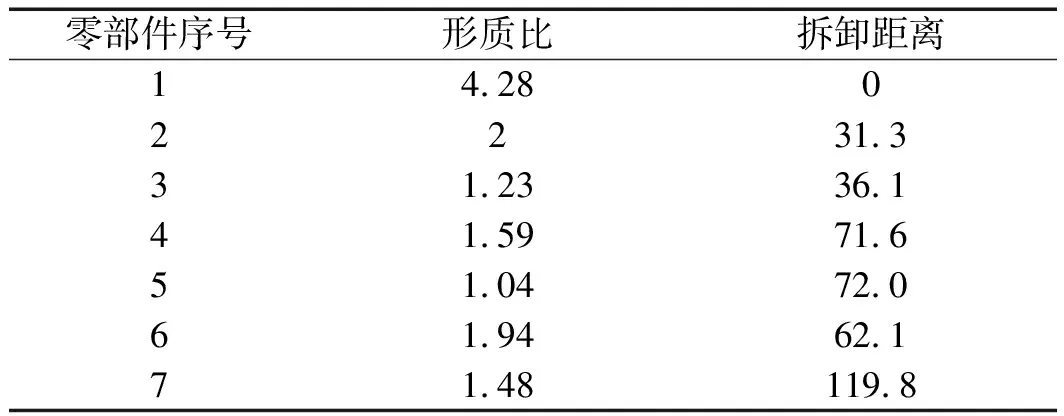
表5 零部件的形質比
各個約束關系對應的拆卸成本如表6所示。

表6 約束關系的拆卸成本
根據公式(5,7,9),取α1=0.4,α2=0.6,α3=1,可得到約束度矩陣:

最后在PSO中取慣性權重ω=1,加速常數c1=c2=2,種群規模為10,利用粒子群算法進行拆卸序列生成,可得到最優拆卸序列為3-7-2-5-4-6-1。
粒子群收斂過程如圖9所示。

圖9 粒子群收斂過程
4 結束語
通過分析零部件間的約束關系,本文建立了約束狀態圖拆卸模型,并根據零部件的外形復雜程度,提出了形質比的概念以及計算公式來理想化描述零部件外形復雜程度以及產品的一般拆卸過程,建立了拆卸距離的計算方法,用于描述零部件之間的相對位置;另一方面利用了拆卸成本的計算公式,對拆卸工具和拆卸級別進行了統一換算;在對上述的影響因素的量值進行標準化處理后,構建了多因素下的約束度函數和約束度矩陣,然后重新定義了粒子的位置速度進化規則,利用約束度矩陣構建了粒子適應度函數,并用粒子群生成拆卸序列。
研究結果表明:該拆卸序列規劃方法降低了拆卸序列生成的復雜程度,減少了拆卸序列規劃的工作量。目前該方法還處在人工拆卸階段,在今后的研究中,將結合機器視覺實現智能拆卸。
猜你喜歡
河南電力(2021年5期)2021-05-29 02:10:00
公民與法治(2020年11期)2020-07-25 02:02:06
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
領導決策信息(2017年10期)2017-05-17 04:49:02
中國衛生(2016年2期)2016-11-12 13:22:16
華東科技(2016年10期)2016-11-11 06:17:41
中國工程咨詢(2016年4期)2016-02-14 07:28:28