加工中心自動(dòng)換刀系統(tǒng)組合式換刀控制方式的研究
2018-11-20 08:17:36施蘇俊
裝備制造技術(shù) 2018年9期
施蘇俊,嚴(yán) 帥
(南通航運(yùn)職業(yè)技術(shù)學(xué)院,江蘇 南通226010)
立式加工中心配置的自動(dòng)換刀系統(tǒng)能夠通過加工程序選擇機(jī)床主軸當(dāng)前使用的刀具,進(jìn)而在工件一次安裝的過程中通過改變主軸當(dāng)前刀具,自動(dòng)完成包括銑削、鏜削、鉆、擴(kuò)、鉸、攻絲在內(nèi)的多工序加工內(nèi)容,實(shí)現(xiàn)工序集中。基于此,自動(dòng)換刀裝置成為數(shù)控加工中心區(qū)別于普通數(shù)控銑床的關(guān)鍵標(biāo)志,是提高機(jī)械加工生產(chǎn)率的關(guān)鍵部件。在工序較長、所需刀具較多的復(fù)合加工中,加工中心換刀時(shí)間是工序時(shí)間的重要組成部分,因此,研究加工中心換刀系統(tǒng)的換刀方式,保證加工中心換刀的準(zhǔn)確性和快速性,對于提高加工中心的加工效率和生產(chǎn)的穩(wěn)定性具有重要的現(xiàn)實(shí)意義。
1 當(dāng)前自動(dòng)換刀系統(tǒng)的常用形式介紹
數(shù)控機(jī)床的自動(dòng)換刀裝置簡稱ATC(Automatic Tool Changer),是指能夠在待加工刀具儲(chǔ)存區(qū)域與機(jī)床主軸加工位置之間自動(dòng)完成刀具更換的裝置。ATC裝置主要由刀庫(存儲(chǔ)刀具)和機(jī)械手(執(zhí)行換刀動(dòng)作)兩大功能部件組成。刀庫的功能是存儲(chǔ)刀具,通過編號記憶每把刀具在刀庫中所處的位置,在接收到數(shù)控加工程序的換刀指令后根據(jù)指令把程序選擇的刀具移動(dòng)到換刀位置等待換刀。機(jī)械手完成刀庫中等待交換刀具與主軸當(dāng)前刀具的交換動(dòng)作。刀庫容量一般較大,通常安裝在距離主軸較遠(yuǎn)的位置,因此在換刀過程中,需要通過換刀機(jī)構(gòu)來完成主軸與刀庫之間的換刀動(dòng)作。
當(dāng)前,加工中心換刀機(jī)構(gòu)常見的換刀方式有以下幾種:
固定刀位式:是指機(jī)床使用的刀具在刀庫中有自己的固定位置(刀座),也就是說從刀庫中取出的刀具,使用后從主軸上卸下必須還回到原來的刀座。
隨機(jī)刀位式:是指還回刀庫的刀具位置不固定,刀具在刀庫中的存放位置是隨機(jī)的。
混合還刀式:刀庫中的刀座分為不同區(qū)域,某些區(qū)域內(nèi)的刀具采用隨機(jī)刀位式換刀而特指區(qū)域內(nèi)采用固定刀位式換刀。這種方式在使用大直徑刀具時(shí)采用。
對不同類型ATC裝置的性能進(jìn)行比較,得出以下結(jié)論:從換刀速度看,同步隨機(jī)刀位式換刀較快;從刀具管理角度看,固定刀位式占優(yōu)。
2 固定刀位式換刀方法的分析
采用固定刀位換刀的刀庫,每次換刀的刀座編碼與刀具號一一對應(yīng),機(jī)床操作人員對刀庫中的刀具分布狀況一目了然,裝刀時(shí)可以根據(jù)加工程序中換刀指令代碼所指定的刀號將刀具直接裝入相應(yīng)編號的刀座中,也可以根據(jù)刀具在刀庫中的當(dāng)前位置直接編寫換刀指令。刀庫中不需要設(shè)立專門的大直徑刀具區(qū),只要在大直徑刀具兩旁的刀座內(nèi)不裝入刀具就可以正常安全使用。固定刀位式換刀,在將主軸上卸下的原來刀具送還刀庫時(shí),要尋找原來的刀座,刀庫必須再次旋轉(zhuǎn)定位,這就影響了還刀速度,因而這種換刀方式換刀速度較慢。其換刀過程如圖1.
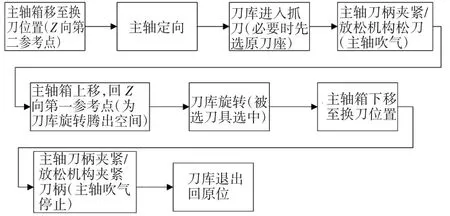
圖1 斗笠式刀庫換刀流程圖
固定刀位式換刀機(jī)構(gòu)具有以下特點(diǎn):
(1)制造成本低。主要部件是刀庫體及分度盤,刀庫分度使用的是非常經(jīng)典的“馬氏槽輪機(jī)構(gòu)”,前后運(yùn)動(dòng)通過氣缸的伸出與縮回完成,上下運(yùn)動(dòng)借助加工中心Z軸動(dòng)作完成。裝配調(diào)整比較方便,維護(hù)簡單。
(2)換刀時(shí)間比較長。
3 隨機(jī)換刀控制方法的分析
若選用圓盤式刀庫,其機(jī)械手為雙爪機(jī)械手結(jié)構(gòu),采用同步式換刀,機(jī)械手在一次換刀啟動(dòng)過程中同時(shí)完成舊刀具還刀入庫和新刀具從刀庫裝入主軸的過程。在機(jī)床正常加工過程中,刀庫裝刀盤可以同時(shí)完成選刀動(dòng)作而不占用加工時(shí)間,其機(jī)械手換刀過程如圖2所示。
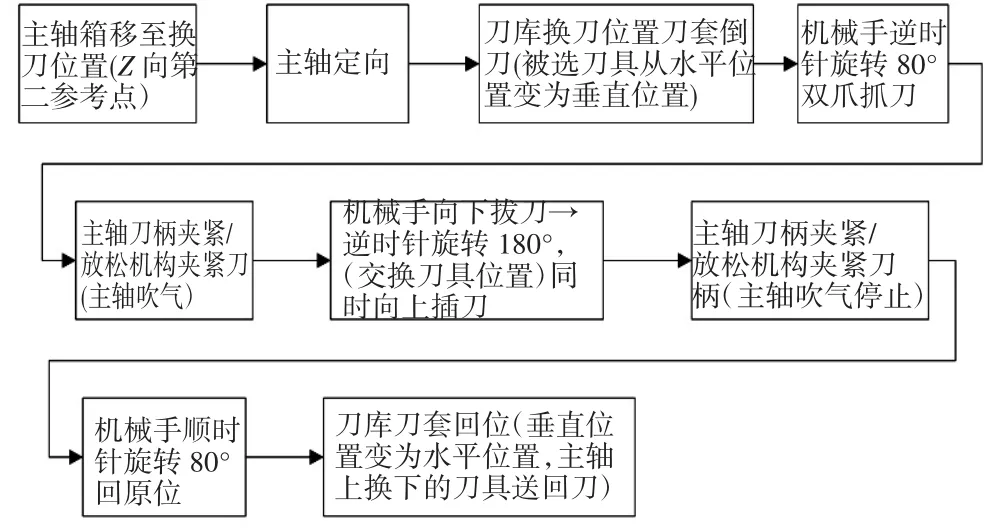
圖2 機(jī)械手刀庫換刀流程圖
機(jī)械手圓盤刀庫換刀采用隨機(jī)地址換刀。刀套編號與刀具號不必一一對應(yīng),而是將刀套與刀具的對應(yīng)關(guān)系記錄在刀具表中。其最大的優(yōu)點(diǎn)是換刀迅速、可靠,一次換刀時(shí)間通常在8 s以內(nèi)。
隨機(jī)換刀的換刀過程,可以分為選刀和換刀兩個(gè)步驟。選刀過程中,通過調(diào)用Txx指令,完成刀庫中的刀具搜索,找出指令刀具位置并將刀具移動(dòng)到換刀位置等待換刀。換刀過程中,機(jī)床在接收到M06換刀指令后即開始執(zhí)行自動(dòng)換刀機(jī)構(gòu)的換刀動(dòng)作,將目標(biāo)刀具安裝到主軸上,同時(shí)將主軸上的原刀具送入刀庫,完成刀具的交換。這種換刀過程屬于隨機(jī)換刀,控制系統(tǒng)只對刀具進(jìn)行編碼而不對刀座進(jìn)行編碼識(shí)別,刀具在刀庫中放置的實(shí)際位置是按照最短移動(dòng)路徑來確定的,是隨機(jī)的。選刀控制的PMC程序流程如圖3所示。
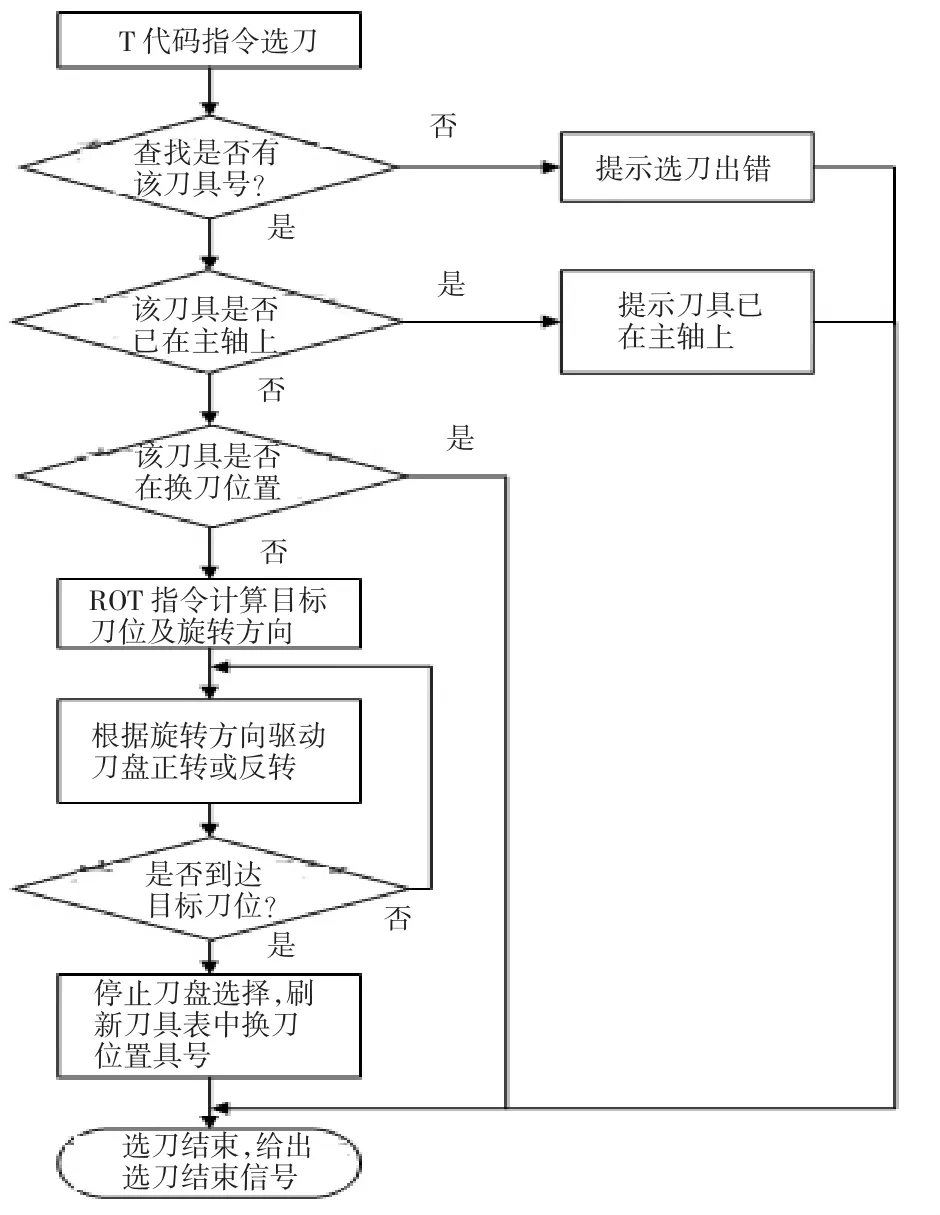
圖3 一般隨機(jī)選刀流程圖
由于受刀盤空間的限制,盤式刀庫在隨機(jī)換刀過程中,為防止相鄰刀具發(fā)生干涉,對刀具直徑要求有所限制,刀具直徑應(yīng)不超過100 mm.對于直徑超過100 mm的刀具(如盤刀、大刀體鏜刀等),其安裝在刀盤上將占據(jù)與之相鄰的兩個(gè)刀位,此時(shí),這把刀具若采用隨機(jī)換刀,將與其他刀具位置發(fā)生干涉,有可能產(chǎn)生碰撞。在通常情況下,就不允許其參與隨機(jī)自動(dòng)換刀,而采用手動(dòng)將該刀具安裝在主軸上的方法,這將極大地降低加工中心的自動(dòng)化程度和生產(chǎn)效率。
4 組合式換刀的控制流程
綜合上述兩種換刀方式的優(yōu)缺點(diǎn),設(shè)計(jì)出隨機(jī)換刀與固定刀位換刀相結(jié)合的換刀方式,以解決該問題。其設(shè)計(jì)思路是:將刀庫中刀具存儲(chǔ)區(qū)域劃分為兩部分。一部分用于存放正常值刀具,占據(jù)大多數(shù)刀具存儲(chǔ)空間,換刀方式仍然采用隨機(jī)換刀;另一部分少數(shù)刀具存儲(chǔ)空間用于存放大直徑刀具,換刀方式采用固定刀位換刀,刀具編碼與刀位編碼一一對應(yīng)。換刀過程中該區(qū)域刀具不允許放入其它刀位,同時(shí),該區(qū)域刀位也不允許被其他刀具占用。其控制流程如圖4所示。
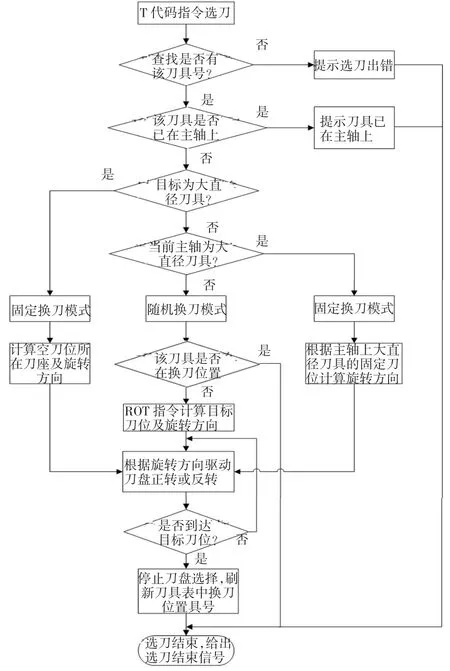
圖4 隨機(jī)選刀與固定位置選刀結(jié)合控制流程圖
當(dāng)加工程序中通過Txx指令選刀動(dòng)作后,數(shù)控系統(tǒng)通過宏程序判斷換刀方式。數(shù)控宏程序通過讀取系統(tǒng)變量,判斷程序中要求換刀的刀具應(yīng)采用何種換刀方式,標(biāo)記狀態(tài)位作為換刀宏程序的條件轉(zhuǎn)移跳步標(biāo)志,通過用戶宏程序和PMC之間的接口信號傳遞,實(shí)現(xiàn)隨機(jī)換刀與固定換刀的方式選擇。
5 實(shí)現(xiàn)組合式換刀方式的控制程序
選刀指令使用Txx調(diào)用選刀宏程序,其內(nèi)容如下:
09000
N10 #506=#10;
N20 WHILE[#504 NE 0]DO1;
N30 M39;
N40 IF[#10 GE xx]THEN#8=1;
N50 IF[#502 GE xx]THEN#9=1;
N60#11=#8+#9;
N70 M39;
N80 WHILE[#11 NE 0]DO2;
N90 WHILE[#502 NE 0]DO3;
N100 T0;
N110 WHILE[#11 EQ 0]DO4;
N120 END1;
N130 END2;
N140 END3;
N150 T[#10];
N160 END4;
N170 M99;
其中:#506:T指令刀號寄存變量。
#504:換刀方式控制變量。0:標(biāo)準(zhǔn)刀具,隨機(jī)換刀方式。1:含大直徑刀具(暫定一把),固定位置換刀方式。
#502:主軸刀號寄存變量。
#11:使用大直徑刀具判據(jù)變量。
xx:大直徑區(qū)限制刀位號,如:16把刀庫為14,20把刀庫為18,24把刀庫為22。
換刀過程采用M06調(diào)用換刀宏程序,其內(nèi)容如下:
O9020
N10 WHILE[#506 NE#502]DO1;
N20 WHILE[#11 NE 0]DO2;
N30 WHILE[#502 NE 0]DO3;
N40 WHILE[#506 NE 0]DO4;
N50 G65 P9021;
N60 T[#506];
N70END2;
N80END3;
N90END4;
N100 G65 P9021;
N110 #11=0;
N120 #8=0;
N130#9=0;
N140#506=0;
N150 END1;
N160 M99;
G65P9021,調(diào)用O9021號換刀宏程序,其內(nèi)容為:
O9021
N10 G91;
N20 G30 Z0; Z向回?fù)Q刀點(diǎn)(第二參考點(diǎn))
N30 M06; 主軸定向
N40 M31; 刀套倒刀
N50 M26; 換刀機(jī)構(gòu)電機(jī)啟動(dòng)
N60 M11; 主軸松刀
N70 M26 ; 換刀電機(jī)第二次啟動(dòng)
N80 M10; 主軸刀柄夾緊
N90 M26 ; 換刀電機(jī)第三次啟動(dòng)
N100 M28; 刀套回位
N110 M99;
6 組合式換刀程序的實(shí)際應(yīng)用效果測試
為驗(yàn)證組合式換刀程序的實(shí)際應(yīng)用效果,在VMC1000立式加工中心上進(jìn)行實(shí)際換刀測試。在換刀過程中,采用宏程序判斷處理大直徑刀具,實(shí)現(xiàn)盤式刀庫根據(jù)刀具直徑選擇換刀方式的控制,即保證了少數(shù)大直徑刀具在換刀過程中的安全性,同時(shí)又兼顧了一般刀具采用隨機(jī)換刀方式的快速性。與原有換刀方式進(jìn)行對比,VMC1000立式加工中心在應(yīng)用組合式換刀程序后,對于小直徑刀具,隨機(jī)更換換刀位置,保證換刀效率;而對于直徑超出安全值的大直徑刀具,則通過固定換刀位置,有效避免了換刀過程中的干涉,如圖5所示。

圖5 VMC1000立式加工中心組合式換刀程序連續(xù)換刀實(shí)驗(yàn)
選擇10把刀具(包含1把直徑超出安全范圍的大尺寸刀具),進(jìn)行連續(xù)換刀實(shí)驗(yàn),對組合式換刀與固定式換刀進(jìn)行換刀效率比較,在相同進(jìn)給速度且刀具更換順序不變的條件下,進(jìn)行連續(xù)10次換刀實(shí)驗(yàn),實(shí)驗(yàn)數(shù)據(jù)如表1所列。
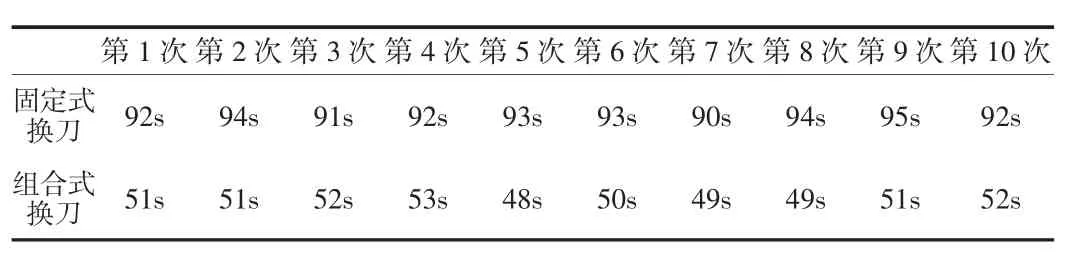
表1 固定式換刀與組合式換刀實(shí)驗(yàn)換刀時(shí)間比較
通過連續(xù)換刀實(shí)驗(yàn),組合式換刀與原換刀方式比較,采用組合式換刀的立式加工中心相對于固定式換刀,單次換刀效率可提高將近40%.通過宏程序與PMC程序結(jié)合使用,使得機(jī)床的換刀過程控制更為高效、簡捷、安全。該方法在VMC1000立式加工中心上通過驗(yàn)證,具有普遍的應(yīng)用價(jià)值。
