表貼元件鏡檢樣品制備
2018-11-15 02:13:54龔國虎金洪斌梁棟程何志剛
電子產品可靠性與環境試驗 2018年5期
關鍵詞:裂紋
龔國虎,金洪斌,梁棟程,何志剛
(1.中國工程物理研究院計量測試中心,四川 綿陽 621999;2.宏明電子科大新材料有限公司,四川 成都 610100)
0 引言
相比于插腳封裝和扁平封裝元件,表貼元件在印制板上沒有孔或窗口,而是直接緊貼在基板或者印制板上,縮短了引線,因而其電路裝配更容易實現自動化[1]。利用表面安裝元件可以節省大量的空間,對于大多數系統而言,當表貼元件裝在電路板的一側時,電路板的面積可以減小兩倍[2],而且,由于表貼元件的高度一般較低,電路的密度可以增加兩倍,這就大大地減小了系統的體積[3]。使用表貼元件相對于插腳元件縮短了引線,可以大大地降低引線電感、寄生電容和電阻,各個元件的延遲時間也會相應地縮短,從而使電路有更快的響應速度[4],系統的電性能獲得較大的提高。表貼元件由于具有體積小、穩定性高等諸多優點而成為了表面組裝技術 (SMT)不可或缺的元件[5],其大量地應用于混合集成電路中作為外貼分立元件和小型化的電子設備中,從而在武器裝備系統中得到了廣泛的應用。
為了提高表貼元件的使用可靠性,發現產品失效或潛在失效,武器系統的關鍵件、重要件在使用前都要進行破壞性物理分析 (DPA),產品失效后還需要通過失效分析 (FA)試驗,找出失效模式和原因[6]。通過制樣鏡檢來觀察表貼元件的內部結構時,首先要對樣品進行鑲嵌固定,鑲嵌后通過研磨、拋光制備的剖面[7-8]觀察元件基體、端電極、內電極和阻擋層等是否存在缺陷。元件的鑲嵌、研磨和拋光對所制備樣品的最終剖面效果都有至關重要的影響,不良的剖面制備效果會導致元件內部的真實形貌無法有效地呈現,甚至還可能引入外來缺陷,給試驗帶來干擾甚至造成誤判。本文通過對利用冷、熱鑲嵌方法制備樣品的最終效果進行分析,確定了適合表貼元件的樣品制備方法,通過試驗得到了研磨參數與研磨厚度的關系,砂紙粒度與損傷層厚度的關系,從而更加準確地選擇了研磨條件和參數,最后將研究成果應用于某批次MLCC失效分析案例中。
1 樣品制備
1.1 樣品制備的方法
樣品制備的方法主要有:熱鑲嵌和冷鑲嵌兩類。熱鑲嵌是指樣品在有機粉末中通過儀器加熱、加壓固定成型,冷鑲嵌指樣品通過鑲嵌料和固化液混合后澆鑄固化而成。熱鑲嵌需要專門的鑲嵌儀器進行加熱、加壓,熱鑲嵌料具有固化時間短、成本低廉等優點;冷鑲嵌的固化時間長,鑲嵌料成本較高,但無需鑲嵌儀器,只需模具即可完成。冷、熱鑲嵌各有優缺點,具體使用時,需要結合試驗效果和表貼元件的物理性能等來確定合適的鑲嵌方法。
1.2 鑲嵌方法的效果對比
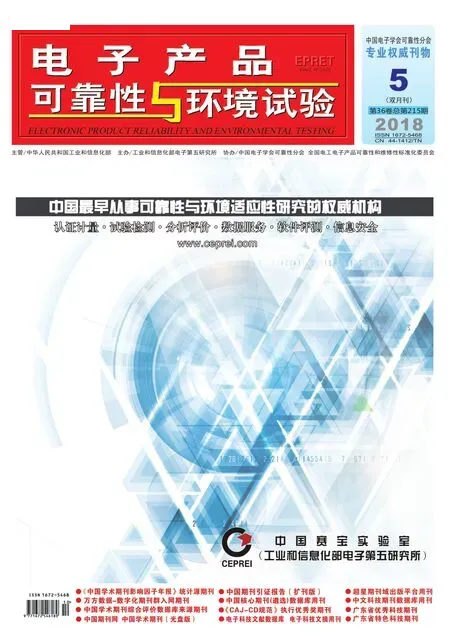
選用熱固性環氧樹脂在125℃的加壓條件下采用熱鑲嵌方法制備樣品,鑲嵌及研磨后元件與鑲嵌料結合處容易產生如圖1中箭頭所示的空隙,在研磨、拋光的過程中空隙處容易產生應力,由于空隙處鑲嵌料對元件支撐不足,因而所產生的應力容易造成元件損傷。
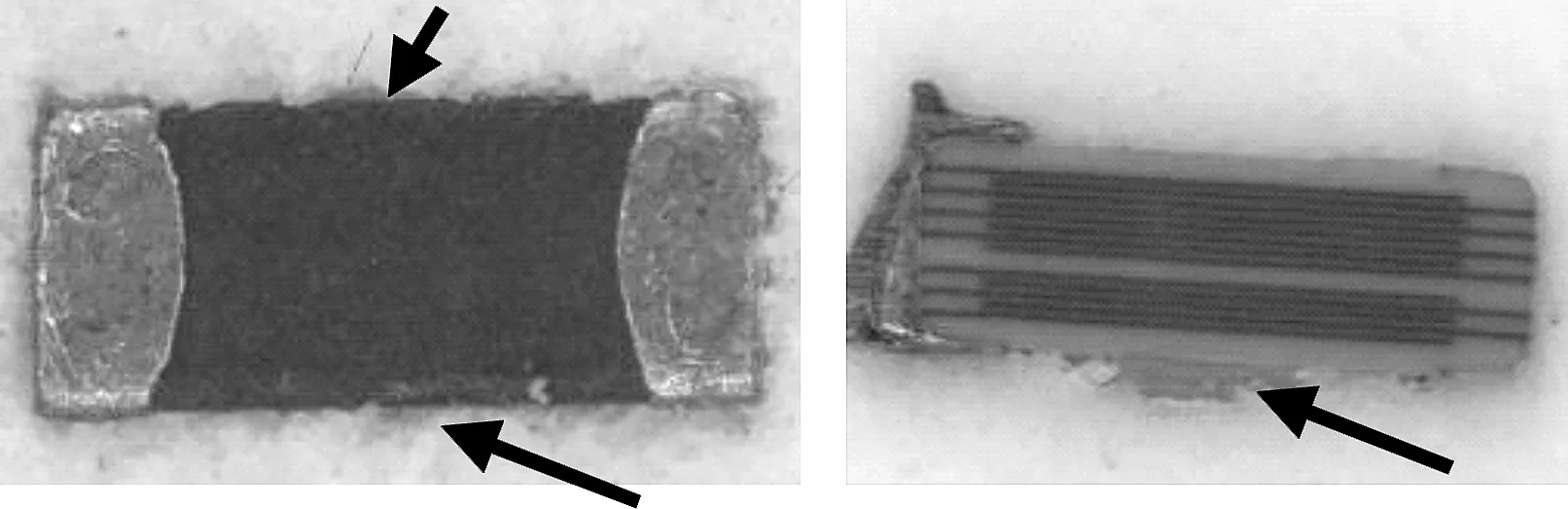
圖1 熱鑲嵌及磨、拋后元件和鑲嵌料界面
試驗發現1只外部目檢合格的樣品,通過熱鑲嵌研磨后樣品邊緣出現如圖2中箭頭所示的延伸到樣品表面的裂紋,由于外部目檢并未觀察到樣品表面存在裂紋,并且裂紋出現處樣品與鑲嵌料存在一定的間隙,可以斷定是因為鑲嵌料對該處元件支撐不足,研磨過程中的應力導致樣品邊緣出現裂紋。若基體裂紋延伸到樣品表面 (如圖2所示)或者造成樣品邊緣崩損,則可以通過外觀檢查等方法來確定缺陷是否由樣品制備和磨、拋過程引入;若樣品裂紋未延伸到樣品表面或者裂紋出現在被端電極包裹處,則就難以結合外觀檢查來斷定裂紋是樣品基體自身原本就存在,還是磨、拋過程中所引入的外來缺陷,給最終試驗結果的判定帶來巨大的干擾。而且FA時樣品的數量有限,樣品損壞后難以重新抽樣復現,會出現該元件的FA無法完成的情況。
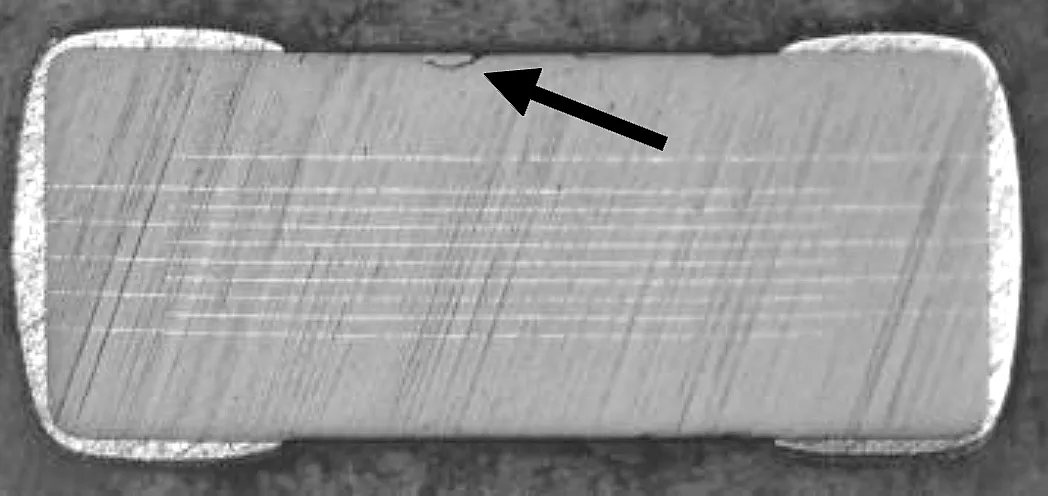
圖2 研磨時應力產生裂紋形貌
使用PRESI的冷鑲嵌料制備樣品,冷鑲嵌制備研磨后的效果如圖3所示,由于冷鑲嵌樣品是由液體固化而成的,液體的流動性就能保證元件鑲嵌后的樣品被鑲嵌料緊密地包裹,因而樣品與鑲嵌料接觸處不易出現空隙。
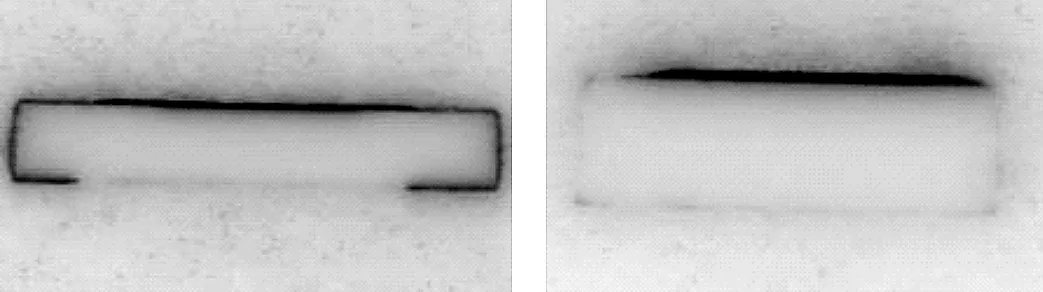
圖3 冷鑲嵌磨拋后的效果
但是,冷鑲嵌料和固化液混合后處理不當容易產生氣泡,如果氣泡未出現在樣品周邊則影響不大。試驗過程中,樣品鑲嵌后,當氣泡出現在樣品與鑲嵌料結合處 (如圖4中箭頭處所示)時,在研磨過程中此處產生的應力將導致電極和電阻基體出現分層 (圖4中左邊箭頭處),這種情況下也會出現類似于熱鑲嵌時難以區分缺陷來源的問題,給試驗結果帶來干擾。冷鑲嵌產生的氣泡可以通過合理的攪拌或制備過程中進行抽真空等手段得到有效的控制。
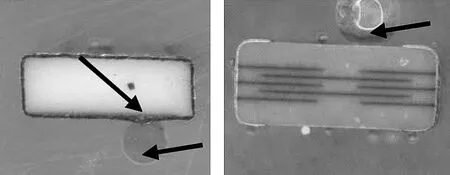
圖4 冷鑲嵌料制備產生氣泡圖
1.3 鑲嵌效果分析
熱鑲嵌時在樣品和鑲嵌料結合處出現空隙的原因為:二者材料的熱膨脹系數相差較大。陶瓷基體主要由SiO2及硅酸鹽構成,其熱膨脹系數α約為0.5×10-5/℃,而環氧樹脂的熱膨脹系數為 (6~7)×10-5/℃。
熱膨脹系數的計算公式為:

由此可得出:

式(1)-(2)中:α——線膨脹系數;
L——樣品初始長度;
ΔL——溫度變化ΔT所引起的變化量。
在不考慮熱鑲嵌加壓的條件下,對于長度為5 mm的元件, ΔT變化100℃時鑲嵌料和樣品界面處產生的空隙為:
ΔL= (7-0.5) ×10-5×100×5=32.5 μm。 熱鑲嵌過程中的壓力將使ΔL進一步地變大。
PRESI提供的冷鑲嵌料在樣品制備過程中鑲嵌料和固化液混合后所釋放的熱量很小,基本可以忽略溫度變化所引起的熱膨脹變化,所以界面處不易出現空隙。
再者,采用熱鑲嵌制備樣品時需要通過一定的溫度和壓力將固體粉末與元件一起壓縮固定成型,而表貼元件一般采用低溫陶瓷燒結而成[5],其基體脆性大,這種脆性來源于其化學鍵的種類,陶瓷基體中大多都是方向性較強的離子鍵和共價鍵,多數晶體復雜,平均原子間距大因而表面能小,很容易由表面或內部引起的應力集中而產生破裂,這樣就難以保證樣品在溫度應力和壓力應力下不會引入缺陷。
綜上所述:冷鑲嵌制備過程中不用加溫、加壓,可以避免鑲嵌過程中溫度、壓力對元件產生應力的情況;熱鑲嵌需要加熱、加壓成型,若元件和鑲嵌料的熱膨脹系數相差較大,升溫后界面處容易產生空隙,在研磨時空隙處所產生的應力可能導致樣品引入缺陷;冷鑲嵌料具有較好的流動性,制備的樣品在元件和鑲嵌料界面處包裹緊密,研磨時不易產生應力損傷,故而,冷鑲嵌方法更加適合表貼元件樣品的制備。
2 樣品磨、拋效果與影響因素
2.1 樣品磨、拋簡介
鑲嵌后的樣品需通過逐步研磨、拋光等步驟(如圖5所示)才能呈現出好的剖面[9],以準確地觀察樣品的內部結構。一個良好的剖面效果是制樣鏡檢的基礎,研磨和拋光都影響最終剖面效果,主要的影響因素包括砂紙粒度、轉速、夾持壓力和拋光液。研磨、拋光遵循 “先粗后細”的原則。若砂紙粒度選擇不合理,在相同的條件下砂紙跨度過大,研磨掉粗磨時留下劃痕的損傷層需要使用更多的細砂紙和更長的時間才能達到效果,跨度過大不僅會增加細砂紙的消耗,同時也會增加制樣時間,一般砂紙粒度越細價格越高,這樣就增加了成本。通過試驗探究不同的研磨條件下研磨厚度的變化,確定各種研磨條件和研磨厚度的關系,可以半定量地得出一定試驗條件下的研磨厚度值,也可以初步確定損傷層與研磨厚度的關系。

圖5 樣品磨、拋步驟示意圖
2.2 研磨厚度
研磨厚度 (損傷層總深度)指研磨過程中磨損掉的樣品厚度與劃痕所在的厚度層之和,表貼元件體積一般較小,砂紙粒度過大、轉速過快、夾持壓力過大或者研磨時間過長都可能會出現過研磨現象;轉速過慢、夾持壓力過小又會增加研磨時間,降低試驗效率。若研磨參數選擇不合適,樣品表面留下的劃痕在后續拋光中也難以去除。為了確定研磨厚度與時間、壓力、轉速和砂紙等因素的關系,分別試驗后得出了研磨厚度與各個條件之間的曲線關系,如圖6所示。
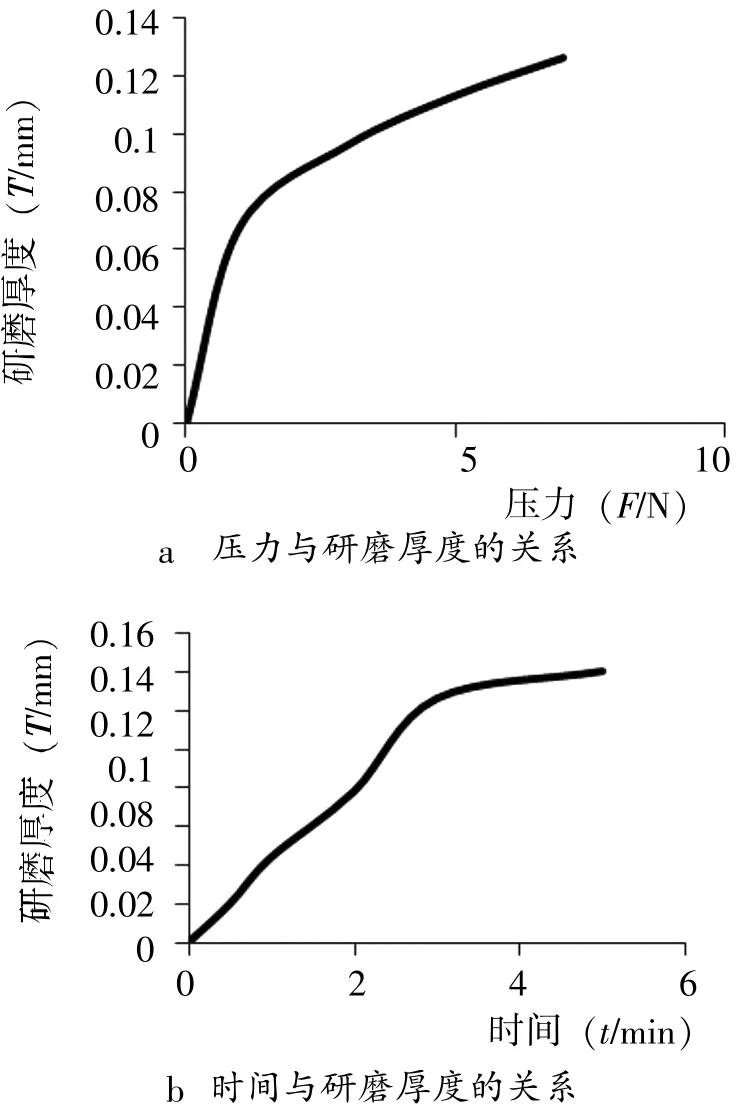
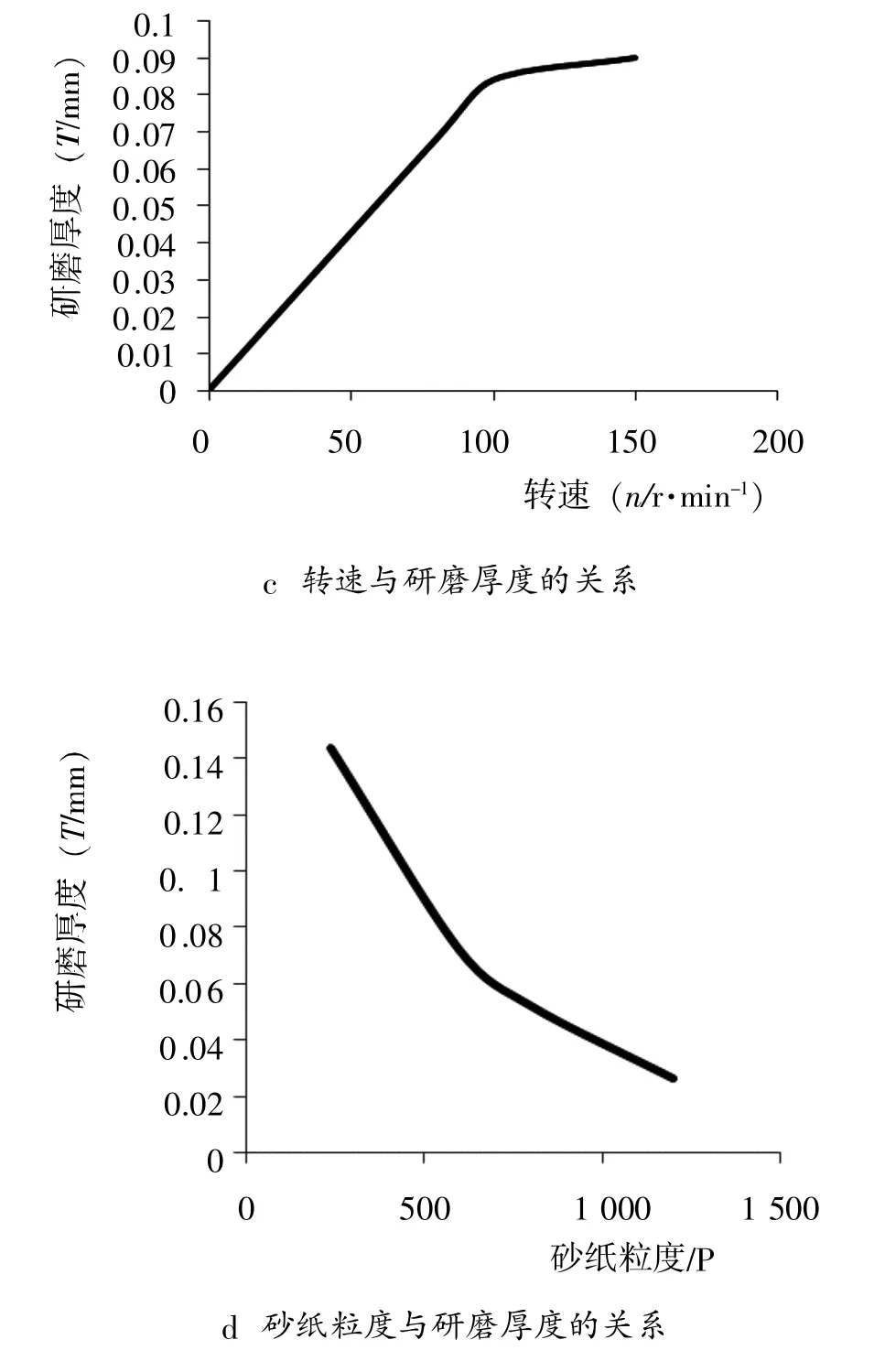
圖6 損傷層總深度與研磨條件的關系
上述曲線說明:在一定的條件下,研磨厚度與研磨時間、壓力、轉速和砂紙粒度 (砂紙顆粒越大,砂紙標號P越小)呈現正相關的關系,當研磨時間、壓力和轉速超過一定的條件時,研磨厚度的增加量隨時間、壓力、轉速的增加而趨于平緩,可以通過上述曲線在研磨所需已知厚度時確定大概的試驗條件,為研磨過程中參數條件的選擇提供參考,在最大程度上保證研磨效率的同時確保不出現過研磨現象。
2.3 研磨損傷層厚度
研磨損傷層厚度指劃痕層的厚度,樣品損傷層厚度與砂紙粒度、壓力、時間和轉速都有關系,但這些因素中砂紙粒度對損傷層的厚度影響最大,故主要研究砂紙粒度與損傷層厚度的關系。通過試驗研究得到研磨后的損傷層厚度與砂紙粒度的關系,如圖7所示。從圖7中可以得出:砂紙粒度越小,研磨造成的損傷層的厚度深度越淺,樣品表面的粗糙度也越小,當砂紙粒度大于P 400后,損傷層深度隨砂紙粒度增加的變化趨勢越加不明顯,當粒度小于P 400以后損傷層的厚度隨砂紙的變細而急劇地變薄,所以粗磨后選擇粒度大于P 400的砂紙不能有效地減小樣品表面的劃痕,粗磨后選擇P 600左右的砂紙來研磨掉粗磨產生的損傷層能夠很大程度上減小粗磨留下的劃痕。砂紙粒度小于P 600后,砂紙越細研磨時產生的損傷的層厚度變薄得越明顯,再逐步地選擇更小粒度的砂紙后得到的表面就只剩下微細的劃痕,這些微細劃痕可以通過拋光去除。正確的砂紙粒度選擇不僅能夠呈現一個良好的剖面,還能使試驗時間、成本得到更加有效的控制。
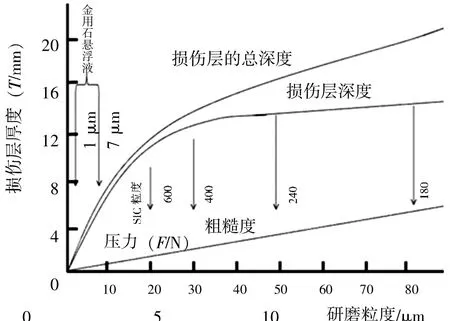
圖7 損傷層厚度與砂紙粒度的關系
綜上所述:研磨時間、轉速、壓力和砂紙等條件都對研磨厚度有影響,在一定的條件下,研磨厚度隨著各個條件值的增加而變化明顯;達到一定的條件后,研磨厚度的增加值會隨著各個條件值的增加而變小。這主要是因為砂紙使用達到一定程度后漸漸地失去了研磨效果;研磨時產生的損傷層厚度直接體現了劃痕的大小,損傷層越厚劃痕越大,損傷層厚度與研磨時間、轉速、壓力和砂紙等條件都有關系,這些因素中砂紙粒度對損傷層厚度的影響最大,砂紙粒度大于P 400號時損傷層厚度不會因為砂紙變細而得到有效的減小;當砂紙粒度小于P 400號時,隨著砂紙的變細損傷層的深度減小得越加明顯,劃痕也就越小,最后經拋光去除小劃痕所在的微小損傷層即可得到光滑的表面。
3 樣品制備在元件失效分析中的應用
某型號設備在整機試驗過程中先后有兩臺設備出現異常,電測后確定均為相同位置所用的多層瓷介電容器絕緣下降或容量下降所致,對拆下的2只異常電容器進行FA時發現:外觀檢查均未發現電容存在異常,樣品通過冷鑲嵌后按照前面所述的方法制備剖面后發現其端電極瓷體內部均存在不同程度的裂紋,裂紋已貫穿整個端頭,如圖8所示。對電裝過程進行分析,發現該電容器采用回流焊工藝,并且不存在返焊、共焊盤情況,故可以排除電裝過程中引入外應力因素的可能性。進一步地對該組件內部印制板及元器件的安裝情況進行分析發現:該組件印制板采用雙面板設計,其中都有開槽,槽口兩端各安裝1只該型號電容,兩只電容長度的方向均與槽口長度的方向垂直,同時,電容器所在位置的背面安裝了一個較大的器件,該器件在腔體中處于懸空狀態。使用前,該部位背面的器件不會使印制板產生明顯的形變,電容器未受到影響,但電容器一側存在開槽,一定程度上影響了該區域印制板的強度,使該部位容易產生應力集中,在進行后續應力、環境試驗 (如振動)時,背面器件就會使印制板產生形變,盡管形變程度很小,但經過反復的累積,會使印制板疲勞從而產生較大的形變,進而對位于該部位的電容器產生彎曲應力作用,導致電容器基體產生裂紋而失效。
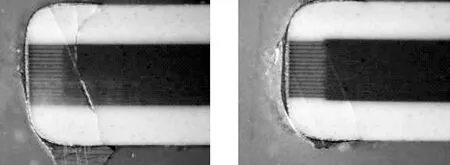
圖8 電容基體裂紋形貌
4 結束語
通過試驗確定冷鑲嵌方法更加適合表貼元件樣品的制備,冷鑲嵌在鑲嵌過程中不用施加溫度、氣壓等外加應力,不會因為溫度、壓力等應力條件在鑲嵌過程中導致樣品損傷,鑲嵌后樣品被緊密地包裹,不易出現熱鑲嵌料和元件因為熱膨脹而在界面處產生空隙的情況。可以采用適當的攪拌、抽真空等方法來解決冷鑲嵌制備過程中處理不當易產生氣泡的情況,冷鑲嵌可以降低樣品制備的風險。冷鑲嵌后樣品經過合理的參數研磨能將損傷層有效地控制,再經過拋光處理就能得到理想的剖面,其已在DPA、FA中得到了應用,制備的良好剖面能夠使相關研究人員更容易地觀察到樣品的缺陷從而更加準確地評價元件的工藝水平。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38