大型工件在數控鏜銑中心上自動找正中心方法探討
2018-11-14 09:02:48王芳刁志強田云劉亞玲張玉金孫敏
中國設備工程 2018年21期
關鍵詞:方向
王芳,刁志強,田云,劉亞玲,張玉金,孫敏
(沈陽鼓風機集團核電泵業有限公司,遼寧 沈陽 110869)
數控鏜銑中心SPEEDRAM2000設備是意大利PAMA公司生產的大型高精度加工設備,其主柱縱向行程X軸為5000mm,主軸箱垂直行程Y軸為3000mm,方滑枕軸向行程Z軸為1200mm,鏜軸軸向行程W軸為1000mm,工作臺尺寸為2000mmX2000mm,承重為40000kg,此設備適合大型工件的鏜削及銑削加工。在核主泵泵體的加工制造中,如圖1所示,加工外φD(大于2000mm),工件重量22000kg。
大型工件在圓周部位有各種加工部位,如孔、臺、槽等,在通常情況下,加工泵體外圓及圓周上孔的時候,操作者都將工件放在工作臺的回轉中心,確定好位置進行加工。在生產中,由于工件體積大,重量大,將工件中心與工作臺中心重合的操作過程,是十分困難的工作,工人需反復打表找正,通過卡爪將工件中心調整至工作臺的中心,使之完全重合,對操作者的精力和體力都是一個考驗,操作一次工件常用花費約一天時間。因此對這一難題進行研究,以找出如何在數控鏜銑加工中心上工件與工作臺回轉中心不一致時,進行加工工件圓周尺寸的方法,以減輕工人的勞動強度,節省工時,提高加工效率。

圖1 加工工件示意圖
1 背景技術
在加工工件(如核主泵泵體和大型泵體、泵蓋等)時常遇到加工圓周外圓(如圖1)、圓周孔的情況,在加工此類工件時,常把工件放置在加工工作臺的回轉中心進行裝夾、找正。基于此情況,第一,對于大型工件,如上所述,節約工時并節省體力;第二,若工件未放置在工作臺的中心并裝夾,在工件較大時,加工出的外圓不是要求的圓形,在圍繞工件中心進行鉆圓周孔時,會出現機床行程超程,這時則需要旋轉工作臺,旋轉工作臺后,工件中心則會出現誤差,就需二次找正,這樣會影響加工效率和加工精度,提高操作難度。
2 基本原理
針對上述問題,根據設備本身特點,結合本數控操作系統,從2013年開始進行研究,經過反復試驗,并進行完善,驗證了此程序切實可行。其程序基本原理如下:如圖2為工作臺和工件的初始狀態,工作臺回轉中心與工件中心處于不同心的,通過打表確定工件圓心坐標(X、Z),與坐標形成α,由于轉動工作臺如圖3,(X′、Z′)是新產生的工件圓心坐標,依此轉動角度,會形成不同的工件圓心坐標。其中心距OO′是一定的,結合轉動角度α+β按三角函數公式,可計算出工件新位置的中心,即通過已知的XOZ坐標系和工件的初始坐標,通過三角函數計算出工作臺旋轉后工件新的坐標。此程序采用SIEMENS語言系統,自動進行計算,得出工件新中心的位置,然后進行加工。公式為:
X=OO′sinα;Z=OO′cosα
圖示說明:
O′=工件原始位置中心坐標(X,Z);
O″=工作臺旋轉后工件中心坐標(X′,Z′);
DD1=X軸工件零點偏值(X);
DD2=Z軸工件零點偏值(Z);
DD6=工件中心與工作臺工心的正負位置關系;

圖2 工件在α位置示意圖
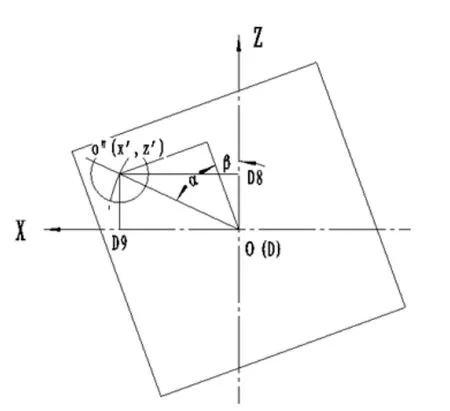
圖3 工件在轉動β角度位置示意圖
DD5=工作臺旋置角度(β);
DD7=工作臺旋轉后工件中心與坐標原點中心(α+β);
DD8=工件旋轉后Z方向偏移值(Z′);
DD9=X軸方向新的偏移值(X′)。
坐標原點即D點。
3 數控具體實施方式
圖4所示為一種定位數控鏜銑加工中心的工件中心的方法流程圖,包括:步驟101,獲取工件中心在X軸工件零點偏移值、Z軸工件零點偏移值步驟102,計算工件中心與坐標的第一角度值;步驟103,獲取與附件類型對應的直角頭長度;由于鏜銑設備擁有多種附件,如各種類型的直角頭,尺寸長短不一,所以對于不同的機床附件,直角頭長度是不同的,實際應用中因為每個附件長度是固定的,因此不同的直角頭長度賦與不同的長度值即可。步驟104,根據直角頭長度、Z軸工件零點偏移值判斷工件圓心在工作臺回轉中心的方向;步驟104—1,計算Z軸工件零點偏值減去直角頭長度的數值為方向數值;例如方向數值DD6=Z軸工件零點偏值一直角頭長度。步驟104—2,當所述方向數值的大于零時,判斷出工件圓心在工作臺回轉中心的正方向;當所述方向數值的小于零時,判斷出工件圓心在工作臺回轉中心的負方向。步驟105,根據工件圓心在工作臺回轉中心的正負方向,計算工件轉過的角度值;步驟105—1,當工件圓心在工作臺回轉中心的正方向時,根據X軸工件零點偏移值DD5及方向數值,計算第二角度值;將所述第二角度值減去所述第一角度值,計算出工件轉過的角度值;
通過以下公式得出工件轉過的角度:
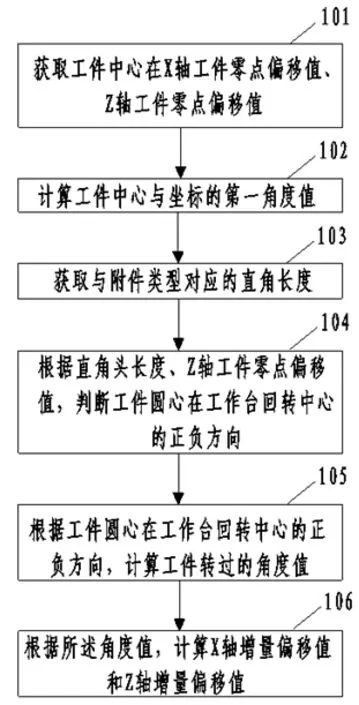
圖4 數控流程圖

步驟105—2,當工件圓心在工作臺回轉中心的負方向時,根據X軸工件零點偏移值及方向數值,計算第二角度值;將所述第二角度值加上所述第一角度值,計算出工件轉過的角度值。
通過以下公式得出工件轉過的角度:

步驟106,根據所述角度值,計算X軸增量偏移值和Z軸增量偏移值。
計算X軸增量偏移值等于工件轉動后的X軸坐標減去X軸工件零點偏移值;
本步驟中可,通過三角函數公式:

計算Z軸增量偏移值等于工件轉動后的Z軸坐標減去Z軸工件零點偏移值。以上提供了一種定位數控鏜銑加工中心的工件中心的方法,通過獲取工件中心在X軸工件零點偏移值、Z軸工件零點偏移值,計算工件中心與坐標的第一角度值;獲取與附件類型對應的直角頭長度,根據直角頭長度、Z軸工件零點偏移值,判斷工件圓心在工作臺回轉中心的正負方向;根據工件圓心在工作臺回轉中心的正負方向,計算工件轉過的角度值;根據所述角度值,計算X軸增量偏移值和Z軸增量偏移值。通過以上的實施方式的描述,本領域的技術人員可以清楚地了解到本方法可借助軟件加必需的硬件平臺的方式來實現,當然也可以全部通過硬件來實施,但很多情況下前者是更佳的實施方式。以上實例說明用于幫助理解本加工方法及其核心思想,對于本領域的一般技術人員,在具體實施過程中,在應用方式及應用范圍上需進行靈活變通。
4 先進性和社會效益評價
此程序應用后,工件可直接放置在工作臺任一位置,即便工件與工作臺旋轉中心不一致時,加工時只需找到工件中心,應用此方法可自動進行運算,找到旋轉工作臺后的工件中心,減輕操作者的勞動強度,減少了加工工件的找正時間,降低了操作難度,提高了加工效率。經過近5年的加工實踐,其操作性方便,簡易,安全。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
