板蠟成型機調整左右鏈條同步研究
2018-11-14 09:02:46劉銳
中國設備工程 2018年21期
劉銳
(中國石油天然氣股份有限公司大慶石化分公司煉油廠制蠟一車間,黑龍江 大慶 163711)
通過對某石化企業的石蠟成型裝置的運行狀態的分析,重點對板蠟成型機鏈條的同步工作狀況進行了分析和研究。通過對該石化企業的調查和分析,該石蠟生產裝置中共有四臺板蠟成型設備,分別為1臺金州重型機器廠產L-48成型機、2臺美國GREEC間歇式鏈板連續成型機、1臺金州重機石化裝備廠產SL5ZLY成型機。通過對板蠟成型機的工作狀態分析,成型機運行中時常會產生左右鏈條不同步的問題,這種鏈條不同步問題給板蠟成型機的正常穩定工作帶來了非常明顯的影響,嚴重影響到了板蠟生產的效率,甚至還會造成整體生產線的停工,因此,在實際生產過程當中,必須要做好這方面的管理和維護工作,充分保證成型左右鏈條處于同步工作狀態,通過這種處理方式可以提升板蠟成型機的工作穩定性,降低了板蠟成型機出現故障概率,對提升企業的經濟效益也有著積極意義。
1 石蠟成型機工作原理
對某石化企業中石蠟生產裝置的工作狀態進行了調查,在該企業的石蠟生產過程當中,運用的是四套石蠟成型機構成的鏈盤式石蠟連續生產成型機,生產過程當中所使用的原料蠟油通過成型機上的澆筑器,依照5kg/盤的重量注入到蠟盤當中,蠟盤整體分為6個單元為一組,和成型機的同步主鏈條之間進行連接,通過成型的主鏈條來被動帶動運行,在運輸到冷卻室往返的兩個小時左右時間,推出冷凍室可以將蠟板脫出,然后將成型的板蠟進行包裝出庫。這一系列的工作主要都是通過石蠟成型機來加以完成,因此,在實際工作過程當中,必須要充分保證石蠟成型機運行的穩定性,排除其中存在的鏈條不對稱故障,保證石蠟生產工作的順利進行。
2 石蠟成型機運作出現的問題
(1)傳動部分常見問題。在石蠟成型機的日常工作過程當中,通過蠟板成型機的鏈條的傳動,經過長時間的工作之后,鏈條傳動部分經常會產生:①卡框架問題。在石蠟成型機工作過程中,由于鏈條的轉速突然提升,造成了鏈條突出的部分卡到成型機邊緣的框架部分,進而造成石蠟成型機運行故障;②鏈條跳齒問題,在石蠟成型機的工作過程中,由于鏈條長時間工作產生了一定的磨損,在磨損比較嚴重的部分齒輪的傳動能力有所下降,進而在鏈條的運行中產生了相鄰齒輪跳齒的問題;③拉力報警。成型機鏈條在傳統過程中,由于左右兩側鏈條的制動張拉力不同,造成了一側傳動鏈條的張拉過大,形成了拉力報警;④鏈條不同步。在成型機的運行過程中,由于兩側鏈條的本身性質的不同,或者是在運行過程當中的張拉力不同,造成了兩條鏈條傳動速度不同步的問題。以上問題都會對石蠟成型機的正常工作產生不良影響,相關人員必須要對這些方面的問題加以重視,充分保證石蠟成型機工作的穩定性。
(2)常見故障原因分析。石蠟成型機中一部分的故障相互之間有著一定的關聯和影響,由于在成型機鏈條軌道和齒輪的阻力不同,產生了左右鏈條不同步的問題,形成了一側的鏈條運行過快,一側鏈條行走過慢的情況。這種問題造成了蠟盤運行產生偏斜,在鏈條運行到了翻轉部分的時候,其中一側方向上的鏈條和蠟盤所受到壓力比較大,很容易產生卡框或者是跳齒的問題,最終造成了拉力報警甚至是整個生產線暫停。這些故障問題基本都是因為石蠟成型機左右鏈條不同步問題造成的,因此,使得成型機左右鏈條同步程度大幅度降低,從而降低了石蠟生產線的故障程度。
3 石蠟成型機鏈條同步處理
以全新的板蠟成型機的同步處理為例,如圖1所示,在同步鏈條和驅動齒輪分布在同一根軸面上,同步鏈條的齒輪數量可以設定成為Z1=36,在成型機的同步鏈條的型號上設定為12A,每一條鏈條之間的節距設置為P1=19.05mm,驅動鏈條的齒輪數量設定為Z1=22,主鏈條的型號設定為20A,節距P2設定為31.75mm。在同步齒輪的傳動方向上,主要是通過第4層帶動第5層和第3層,由第5層來帶動第6層,由第3層來帶動第2層,第2層來帶動第1層。
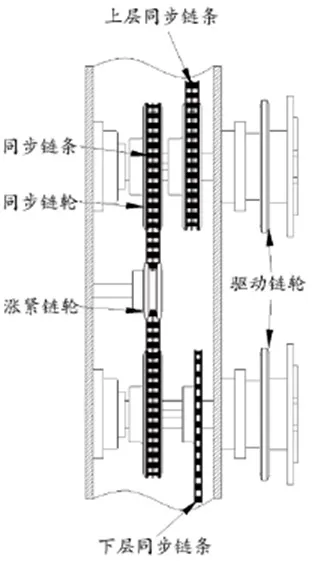
圖1 新板蠟成型機同步結構
(1)同步傳動機處理。對石蠟成型機左右鏈條處理過程中,可以使用卷尺測量的方式,對蠟板托盤滾輪邊緣到同步鏈平行導軌之間的距離進行測量,如圖2所示,導軌兩端的距離A和B的差值,即S=丨A-B丨。
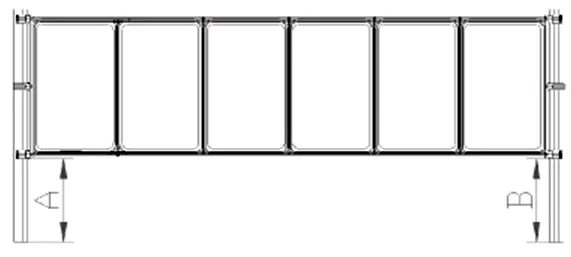
圖2 蠟板托
在實際運行過程當中,要想實現正確的調整成型機的驅動鏈條齒輪,在A和B之間的差值S大于31.75、主傳動鏈條為20A的設置節距的時候,調節成型機上的驅動鏈條齒輪,驅動鏈條會轉動到下一個齒輪上,主鏈條在運行的方向上傳動的實際距離為31.75mm。具體的調整方法為:在調節驅動鏈條的時候,放開主鏈條齒輪相連的部分的鏈條齒輪,或者是打開同步鏈條之間的鏈節,在鏈條尾部放開部分的上下兩層進行拉緊,保證鏈條處于一種自由無拉伸的狀態,然后運用撬棍將鏈條兩端需要調整的部分進行調整,對鏈條兩端所測量得到的A/B之間的距離,在進行有效調整之后,對上相鏈條進行拉緊工作,充分保證鏈條上下兩端充分拉緊。在A和B之間的差值調整到了31.75mm的時候,還沒有做好完全同步狀態,則說明了該成型機左右兩側的同步鏈條齒輪,還需要繼續進行進調整,一直到兩側鏈條拉伸程度完全一致為止。
(2)同步左右鏈條。在成型機的同步鏈條調整工作當中,在A和B之間的距離差值S小于31.75mm的時候,或者是主傳送鏈條距離為20A的時候,需要調節同步鏈條上的鏈條齒輪,同步鏈輪和驅動鏈輪,讓二者之間保持在同一根軸線上,在成型機同步鏈輪旋轉到一個齒輪上的同時,其中驅動鏈輪轉動了接近Z2/Z1個齒輪,主傳動鏈條在行走了將近S2=P2×Z2/Z1=18.00mm。具體的調整步驟為:在同步鏈條傳動過程中,放開和主鏈條相連的同步鏈輪,或者是放開相關同步鏈條相鄰鏈節的時候,在尾部松開部分上下相連的兩層鏈條的拉緊量總和,使得鏈條在停止狀態下處于一種自由拉伸的狀態,計算出了同步鏈條需要在哪個方向上進行調整,運用長桿在同步鏈條齒輪方向的軸線上進行準確設定,朝著該方向上進行調整,在調整完成之后,再進行拉緊工作。
4 結語
通過對板蠟成型機調整左右鏈條同步研究分析和處理,對板蠟成型機的鏈條同步處理,對保證板蠟生產的整體效率和穩定性有著至關重要的影響。石化企業需要對板蠟成型機左右鏈條的工作原理加以了解,針對不同類型的問題進行針對性處理,在日常運營生產過程中需要不斷加大對板蠟成型機的維護和管理工作,發現鏈條出現不同步問題的時候,需要第一時間進行上報或者是自行處理,對鏈條產生磨損嚴重情況的必須要及時的進行更換,通過這種方式來充分保證板蠟成型機的工作壽命。
