臺達ASDA-A2伺服驅動器在伺服刀架上的應用
2018-11-11 09:29:54楊宇峰
機械工程師 2018年11期
楊宇峰
(沈陽機床股份有限公司,沈陽110142)
0 引言
伺服刀架是數控機床的重要組成部分,它可使數控機床在工件一次裝夾中完成多種甚至所有的加工工序,以縮短加工的輔助時間,減少加工過程中由于多次安裝工件而引起的誤差,從而提高機床的加工效率和加工精度。隨著伺服數控刀架技術的成熟、性能的提高,以及伺服驅動系統價格的降低,越來越多的數控車床選擇配置伺服數控刀架[1]。此款伺服數控刀架采用絕對值伺服電動機驅動轉位,上電無需回零,就近雙向快速選刀,控制精確,定位迅速,提高轉速,有效地提高生產效率,縮短生產時間[2]。本文根據伺服數控刀架轉位控制過程和控制系統的控制功能編輯梯形圖,實現控制系統對刀架的有效控制,最后對控制系統進行了測試和控制參數的優化,提高了伺服數控刀架的運轉性能。
1 電氣接線圖及參數調整說明
該刀架采用臺達A2系列伺服驅動器,搭配750 W絕對式伺服驅動器及絕對式電動機。此款伺服具備電池供電功能,使編碼器在伺服系統斷電后,仍能保持正常工作,不會因斷電后電動機軸心被轉動而無法得知電動機真實位置。伺服數控刀架通過伺服驅動器的分度功能實現轉位,伺服驅動器提供了8組輸入和5組輸出[3],轉位過程由驅動器的DI/DO信號控制,下面具體介紹伺服數控刀架轉位的控制過程。
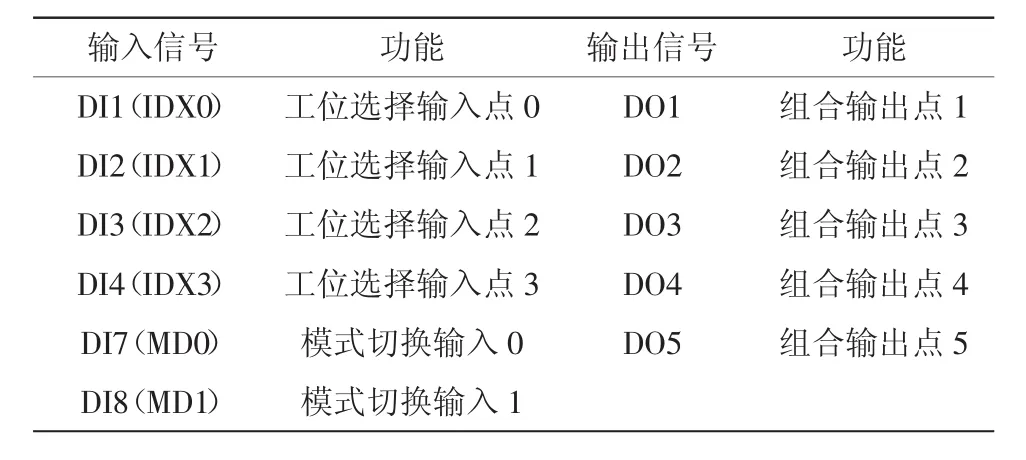
表1 DI/DO定義

圖1 伺服部分接線圖
DI/DO信號定義如表1所示。
刀架開始轉位前,通過DI1~DI4組合信號進行目標工位選取。DI1~DI 4組合信號是以二進制的形式選取工位,即DI1~DI4全部為0時,為1工位,當DI1為1,DI2~DI4為0時,為2工位,以此類推。目標工位設定后,通過工作模式切換完成刀架旋轉,工作模式由驅動器內DI7、DI8控制,當DI7、DI8都為0時,為轉矩縮減模式,當DI7為0、DI8為1時,為轉位模式,當DI7、DI8都為1時,為緊急停止模式[4]。
DO1~DO5以二進制組合形式輸出刀位和報警信息。當主回路電源與控制電源接入到伺服驅動器,但絕對坐標位置未初始化,即未確認一工位時,DO1為1,DO2~DO5為0。當確認完一工位后,DO1和DO3為1,其他DO為0,即顯示1工位。刀盤轉動過程中,DO3為1,其他DO為0。刀盤旋轉到位后,顯示其相對應的工位號(如旋轉至3工位,則到位后DO1、DO2、DO3為1)。當前工位等于DO值減4(DO=7,當前工位=7-4=3)[5]。當伺服發生報警時,DO1~DO5全部為0。
伺服驅動控制部分的電氣連接圖如圖1所示。伺服驅動參數調整說明如表2所示。

表2 參數調整說明(主要部分)
2 設定與動作說明
通過手動或軟件設定伺服驅動器內部參數,定義伺服電動機的控制模式、驅動模式、電子齒輪比、原點回歸偏移量、加減速時間、輸入輸出定義等參數。設定完成后需要進行運轉測試和控制參數的優化,使刀架的運轉更加高效可靠[8]。固定好刀架,連接好驅動器和電動機后,即可對刀架進行測試和控制參數的優化,具體方法如下:
1)松開、鎖緊接近開關位置的確定。在手動方式下進行松開、鎖緊切換,檢查刀架松開、鎖緊是否異常。確認刀架松開、鎖緊沒有異常后,分別在刀架松開、鎖緊的情況下調整松開、鎖緊接近開關與信號塊距離,檢查松開、鎖緊接近開關是否損壞。接近開關與信號塊距離應調整為2 mm左右。
2)消除報警。伺服驅動器上電后,檢查驅動器是否有AL011編碼器異常報警。如果有AL011報警,檢查編碼器線與伺服驅動器CN2、電動機編碼器兩端接線是否松脫,重新連接編碼器線。若上電后顯示AL060報警,則電池盒內電池電量不足,應該立刻更換電池,更換后再進行絕對坐標初始化設定。
3)伺服驅動器初始坐標設定。伺服刀架電動機的坐標需要與機械位置吻合,在伺服驅動器與伺服電動機第一次上電時需要設定初始坐標,即一工位確認。否則會出現驅動器輸出刀號與實際刀號不符的情況,或伺服驅動器因坐標系統尚未被建立而顯示AL06A報警,該警告會在坐標系統設定后才會消失。坐標初始化方式:首先,刀架在一工位鎖緊。其次,在驅動器面板上輸入參數P2-08=271、P2-71=1,即完成坐標初始化。
4)刀架試運轉。在手動模式下進行刀架試運轉,檢查伺服刀架換刀動作是否正常,并通過示波器監測電動機平均負載率,檢測電動機負載能力能否滿足刀架的運轉要求。如果刀架不轉,驅動器顯示AL009位置誤差過大報警,則檢查U、V、W電源線接線是否正確,連接是否良好。若刀架在旋轉過程中停止,驅動器顯示AL006過負載報警,檢查是否由于刀架機械部分阻力過大,導致在刀架旋轉過程中電動機外部負載長時間超過電動機額定負載[12-13]。
5)控制參數優化。換刀動作實現后,需要對伺服驅動器的參數進行優化。在優化過程中,可使用ASDA_soft軟件提供的高速實時性的監控示波器工具提取和分析各項實時信息,對電動機的運行進行更確切的調整。對控制參數的優化主要是對位置控制回路增益的調整。提高位置控制回路增益,能夠提升電動機對位置命令的追隨性。使電動機的運行能夠更好地跟隨位置指令,減小位置誤差量,縮短定位整定時間。位置回路內包含位置控制單元,速度控制單元和電流控制單元。驅動器不開放電流控制單元的增益調整參數,因此調整位置回路增益方法為先設定速度控制單元增益P2-04,然后再設定位置控制單元增益P2-00。位置控制單元增益不可超過速度控制單元增益,建議速度控制單元增益大于4倍位置控制單元增益。未對增益進行調整前,速度控制單元增益和位置控制單元增益為出廠預設值,P2-00=15,P2-04=62,此時刀架啟動停止較為緩慢,定位時間較長[14-15]。逐漸增加位置控制回路增益,觀察刀架運轉情況和命令位置,回授位置曲線,直至刀架轉位啟動停止迅速,沒有過沖,運轉平穩。此時位置回路增益為P2-00=117,P2-04=488。若繼續增大位置回路增益,會導致電動機運轉時產生振動及噪聲,損害電動機。調整前后的命令位置、回授位置曲線如圖2、圖3所示。
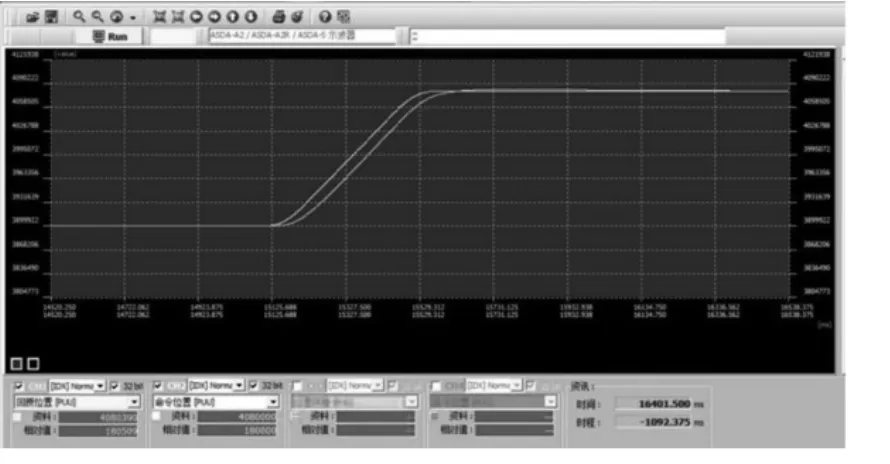
圖2 調整前命令位置、回授位置曲線

圖3 調整后命令位置、回授位置曲線
通過波形圖可以觀察出調整增益后提高了伺服電動機的響應性,減小了電動機運轉過程中的位置誤差,改善了刀架的運轉性能。
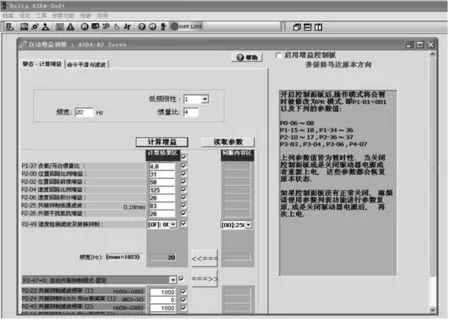
圖4 自動增益調整
臺達ASDA-A2系列伺服驅動器軟件中有自動增益調整功能。通過設定負載/馬達慣量比,計算出相關參數,如圖4所示。
3 結論
通過臺達ASDA-A2絕對式伺服驅動器的內部Pr模式,能實現精準定位、就近選刀、提高轉速,有效地提高生產效率、縮短生產時間。由于只應用到簡單的位置定位,不需要脈沖定位模塊,所以在性價比上具有優勢。此款伺服數控刀架已經得到客戶的認可。
