接箍磷化工藝研究及配套磷化設備設計應用
2018-11-11 09:29:40王斌林張德松孟凡闊
機械工程師 2018年11期
王斌林, 張德松, 孟凡闊
(中國石油吐哈油田分公司機械廠,新疆哈密839009)
0 引言
接箍是石油用套管的重要附件,通過接箍將單根套管連接成套管管柱,在使用時需要螺紋能夠經受一定次數的反復上卸扣性能,要求套管螺紋具有較高的抗黏扣性能。目前套管生產企業都是采用對套管接箍進行表面處理的方式提高螺紋的抗黏扣性能,主要工藝有表面鍍銅和表面磷化[1-4],其中磷化工藝由于其性價比高、環保型較好,得到廣泛的應用。
1 磷化工藝研究
磷化反應是一種化學與電化學反應形成磷酸鹽轉化膜的過程,所形成的磷酸鹽轉化膜稱之為磷化膜。
1.1 磷化反應基本原理
磷酸鹽沉淀與水分子一起形成磷化晶核,晶核繼續長大成為磷化晶粒,無數個晶粒緊密堆集形成磷化膜。
1.2 接箍磷化工藝對比研究
接箍磷化一般的工藝流程為:脫脂→水洗→表調→磷化→水洗→烘干。
脫脂的作用是將接箍表面油污徹底清洗干凈;表調的作用是促使磷化形成晶粒細致密實的磷化膜,以及提高磷化速度;水洗的作用是清洗前一道工序在接箍上殘留的反應液;烘干的作用是去除接箍表面的水分,防止生銹。
在接箍磷化工藝中磷化工序是直接影響接箍磷化質量的核心工序。要保證接箍磷化的質量,需要選擇合適磷化液。目前用于接箍磷化的常用磷化液[6-8]有兩種:一種是中溫鋅錳系磷化液(溫度為70~80℃);另一種是高溫錳系磷化液(溫度為95~100℃)。
為了選擇一種滿足套管上卸扣次數要求的接箍磷化工藝,本文通過對比試驗的方法進行驗證[9],具體試驗方法如下。
試樣規格及數量:5-1/2 N80鋼級接箍6件、5-1/2 P110鋼級接箍6件;φ139.7×9.17 mm N80鋼級管體6根,φ139.7×9.17 mm P110鋼級管體6根。
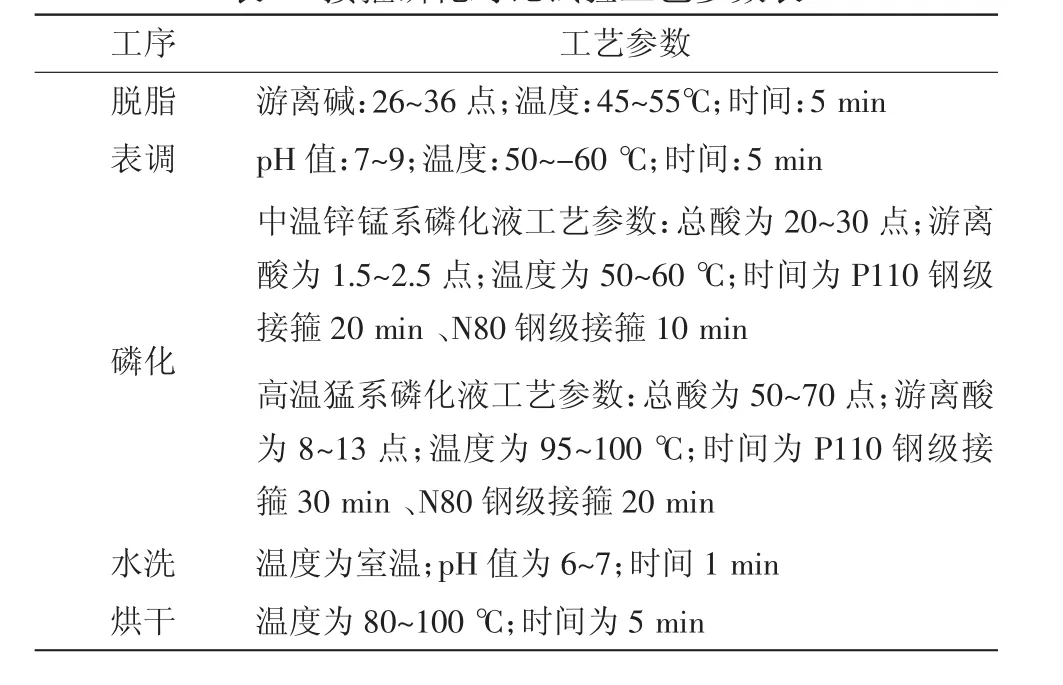
表1 接箍磷化對比試驗工藝參數表
工藝流程:脫脂→水洗→表調→磷化→水洗→烘干。
工藝參數:為了保證試驗的可對比性,脫脂、表調、水洗和烘干采用相同的工藝參數;磷化工序分別采用中溫鋅錳系磷化液工藝參數和高溫錳系磷化液工藝參數,具體如表1所示。
試驗驗證方法:5-1/2 N80鋼級和P110鋼級接箍試樣各取3件,分別按照中溫鋅錳系磷化工藝參數和高溫錳系磷化工藝參數進行磷化;然后將磷化的接箍試樣,分別配對相同鋼級的管體試樣,按照API標準規定的最大轉矩(φ139.7×9.17 mm N80鋼級套管的最大上扣轉矩為7250 N·m,139.7×9.17 mm P110鋼級的最大上扣轉矩為9650 N·m),進行3次上扣和3次卸扣,經過3次上卸扣后如果螺紋無損傷,則該磷化工藝滿足要求,否則該磷化工藝不適用。
試驗結果:按照中溫鋅錳系磷化工藝參數磷化的N80鋼級接箍,上卸扣3次后,螺紋都無損傷,但是磷化的P110鋼級接箍,上卸扣2次后、管體螺紋都出現損傷(見圖1)。按照高溫錳系磷化工藝參數磷化的N80鋼級和P110鋼級接箍,上卸扣3次后螺紋都無損傷。
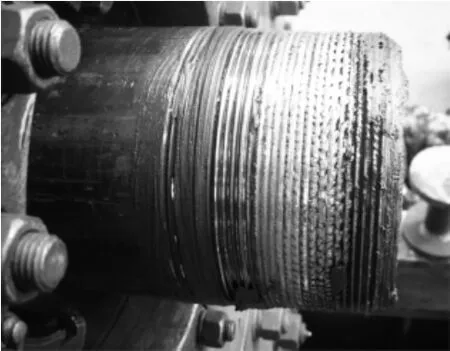
圖1 上卸扣兩次后螺紋損傷
因此本文接箍磷化工藝選用高溫錳系磷化工藝。
2 配套磷化設備的設計
磷化設備是能夠按照一定的磷化工藝實現工業化生產的專用設備,其主要由磷化槽體系統、起吊平移系統、自動化控制系統組成。
本文中磷化設備的設計要求是:工藝方面,磷化槽體結構、加熱溫度滿足磷化工藝參數的要求;生產效率方面,槽液加熱時間為2 h,有效工作時間5 h,每個工作日磷化的5-1/2 P110鋼級接箍數量要達到700只以上。根據以上兩個設計要求,本文進行了磷化設備的設計。
2.1 磷化槽體系統設計
磷化槽體系統主要包括槽體及磷化筐、加熱系統。
2.1.1 槽體及磷化筐的設計
槽體的主要作用是存儲磷化過程中各工序的反應液,是各工序的反應容器。磷化筐的主要作用是在磷化過程存放要進行表面磷化的接箍。槽體和磷化筐的設計主要是根據產能要求設計尺寸和數量。

圖2 磷化筐和槽體的配合圖
按本文中接箍磷化的工序,如果磷化槽的數量設計為一個,那么完成一筐磷化的時間至少需要36 min,生產效率不高,為了提高生產效率磷化槽數量設計為3個,生產效率可提高到每15 min磷化一筐,按照有效工作時間5 h計算,可磷化20筐。每天完成700只,每框可裝35只接箍,根據磷化筐裝載接箍的數量及尺寸,可計算出磷化筐和槽體的尺寸。
2.1.2 槽液加熱系統設計
本文中槽液加熱系統采用電加熱管加熱,在設計時主要是根據磷化各工序加熱溫度、時間、槽液體積計算加熱管的數量、功率,其次考慮的是槽體的保溫性能及加熱管方便更換。
各槽加熱功率的計算:磷化液、脫脂液、防銹液和表調液比熱容按水計算:4200 J/(kg·℃),不銹鋼比熱容:500 J/(kg·℃)。液體體積1.1×1.08×0.75=0.891 m3,液體質量為891 kg,不銹鋼質量為220 kg。
加熱功率計算公式為

式中:Q為加熱功率;m為溶液質量;γc為取水的比熱4.18;t2為溶液工作溫度;t1為溶液初始溫度15℃;β為熱損失系數取1.1;t為升溫時間。
磷化槽:預計加熱時間為2 h(7200 s),預計升高溫度為15~100℃,加熱功率計算為50 kW。加熱功率按照60 kW設計,安裝6個加熱管,每個加熱管10 kW。
脫脂、表調、防銹:加熱時間按照2 h計算,預計升高溫度為15~60℃。加熱功率計算值為26 kW。加熱功率按照30 kW設計,安裝3個加熱管,每個加熱管10 kW。
另外,槽體設計時為減少槽體的熱損失,增加了50 mm厚保溫層;加熱管設計安裝到槽體兩側,更換加熱管時不用將槽液排空,提高更換效率。
2.2 起吊平移裝置設計
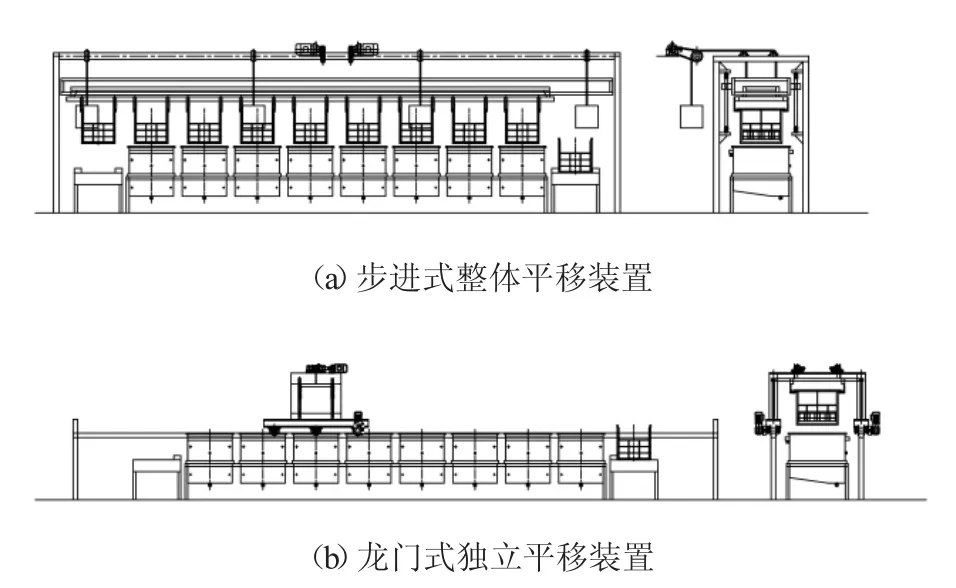
圖3 兩種起吊平移裝置示意圖
目前接箍磷化設備的起吊平移裝置分為步進式整體平移裝置,龍門式獨立起吊裝置。具體結構示意圖如圖3所示。
步進式整體平移裝置的優點是:起吊平穩、定位準確、易實現PLC控制。缺點是:起吊裝置結構復雜、起吊載荷大、故障較多,且各槽反應時間受磷化反應時間限制、各工序反應槽數量不能任意增加。
龍門式獨立平移裝置的優點是:起吊裝置結構簡單,磷化槽數量可以任意增加;缺點是:PLC控制較為復雜。
本文中的磷化設備起吊裝置設計為龍門式獨立平移裝置。其設計主要是根據每個磷化筐滿載時的重量確定起吊裝置的載荷,根據磷化效率的要求確定行走電動機的轉速和功率,經計算本文中的龍門式起吊裝置的額定載荷設計為0.5 t,行走電動機的采用變頻電動機,行走速度為5~25 m/min、功率1.1 kW。
2.3 新磷化控制系統設計
本文設計的磷化設備采用PLC控制[10],可實現從上料、磷化和下料的全過程自動化控制,整條生產線以可編程序控制器(PLC)作為整個控制系統的核心,采用PLC和觸摸屏進行集中控制與顯示,能實現與溫度傳感器及PLC進行通訊,可將各溫度控制點以及各機械動作控制點集中顯示在計算機上,直觀地對生產線進行動態監控、工藝參數設定、輸入輸出I/O顯示、數據記錄顯示、實時數據報表、報警顯示記錄等。

圖4 電氣控制示意圖
龍門行車動作程序均采用連鎖設計,從根本上消除行車誤動作而產生的破壞性。為了防止程序的失誤,一旦發生行車上下、水平越位、疊桿等現象,控制系統會自動發出信號,程序系統會立即停機,并發聲響訊號,以提示操作人員去排除故障。另外一旦發生不可預見的故障,在上下料操作口及行車上設有多只急停按鈕,可隨時手動終止程序的運行。
3 接箍磷化設備的應用
本文中磷化設備投用后經過連續一周的試運行,5-1/2P110鋼級接箍的磷化效率能夠達到每天700只產能要求,抽檢磷化后的接箍進行上卸扣試驗,上卸扣次數可以達到3次,螺紋無損傷。因此本文選擇的接箍磷化工藝和設計的配套管磷化設備達到了設計要求,滿足了套管生產的要求。
4 結 論
1)中溫鋅錳系磷化工藝不適用于P110鋼級接箍對磷化質量的要求;高溫錳系磷化工藝和滿足N80和P110兩種鋼級接箍對磷化的要求,適用更為廣泛。2)配套設計的磷化設備、滿足了高溫錳系磷化工藝和接箍磷化產能的需求,且結構簡單、自動程度高、滿足了工業化生產的要求。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
