大型抽油機基礎倒置施工技術
2018-11-08 05:06:06趙洪元寇建峰
石油工程建設 2018年5期
趙洪元,寇建峰
大慶油田工程建設有限公司,黑龍江大慶 163453
大型抽油機基礎在大慶地區通常采用正立集中預制[1],生產模具拆裝工序繁瑣,費工費時,安全風險大,效率低,且壁板頂面平整度難以保證,預埋管位置容易出現偏差,影響抽油機安裝精度和使用壽命。基礎倒置施工工藝采用了合頁式連接,可實現一次合模,簡化了模具的拆裝工序;采用鋼筋骨架整體綁扎預制,吊裝入模,流水作業,提高了施工速度;通過預埋管、件與模具進行栓銷式連接固定,保證了位置準確,施工過程不變形、不移位,提高了成型精度;通過摻加引氣型高效減水劑[2]和礦粉摻合料[3],使澆筑混凝土坍落度為70~90 mm,提高了混凝土基礎的抗凍性和耐久性;采用分塊斜向分層振搗工藝,保證了混凝土密實性;采用芯模內注蒸汽方式進行養護[4],節省了蒸汽用量,縮短了養護時間,保證8 h能夠脫模,提高了生產效率;采用簡易砂堆上翻身工藝,保證大型基礎順利翻轉,機械化程度高,操作安全方便。
1 整體鋼模的制作安裝
1.1 倒置鋼模設計原理
采用底板在上、壁板在下方式,設計制作鋼模具。底板在上提供大的混凝土澆筑面,便于施工;壁板在下實現壁板上表面及預埋管在底框上一次定位澆筑成型,確保預埋管位置精度和壁板表面平整度,以提高抽油機安裝質量。利用合頁轉動原理實現側模板沿底框外沿轉動,設計開關式側模,達到快速拆裝側模板,提高合模精度,縮短模具拆裝時間。倒置鋼模設計原理見圖1。
1.2 整體鋼模結構設計
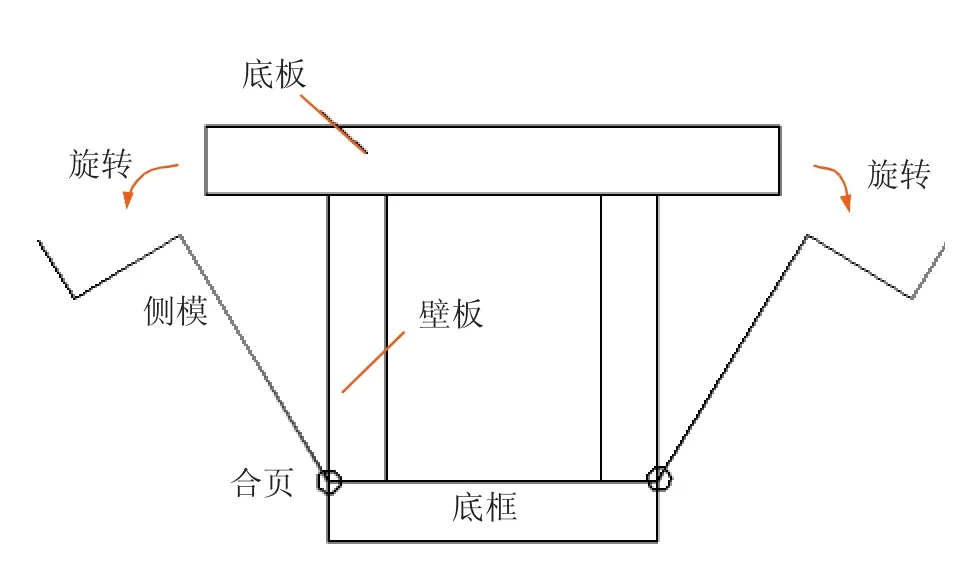
圖1 倒置鋼模設計原理
整體鋼模具采用全鋼制作,由底框、芯模、側模和細部構件組成。底框形成整體框架,用來承受整體鋼模和澆筑后的基礎總重量。芯模焊接在底框上,側模通過合頁與底框相連。合模后,側模坐在底框上,貫通螺栓連接縱向側模,夾緊橫向側模。側模板面豎向采用鋼板肋板、橫向采用槽鋼肋,通過細部構件連接側模,形成整體。整體鋼模結構示意見圖2。
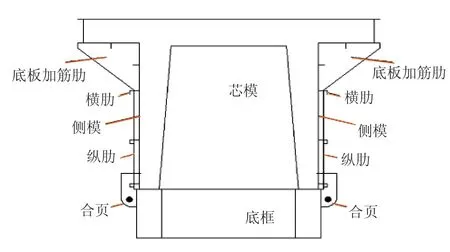
圖2 倒置鋼模結構示意
1.3 整體鋼模制作
1.3.1 底框制作(見圖3)

圖3 底框制作
底框采用200 mm×100 mm×10 mm槽鋼對扣、焊接成兩個縱向鋼梁和兩根橫向鋼梁,再進行抄平,將兩縱、橫鋼梁焊接連接。鋼梁的槽鋼接口采用10 mm厚4塊鋼板塊加強,使其形成框體,以承受全部基礎及模具重量。
1.3.2 側模制作(見圖4)

圖4 側模制作
側模板采用坐幫與底框底板相連的方式,以控制好框架尺寸。縱向鋼梁設4個短鋼梁支腿,與生產場地平臺接觸,使模具與平臺分隔,減少模具受到環境損害。縱向鋼梁端部下側用20 mm厚鋼板加強肋板,提高模具剛度,便于脫模。側模板面板采用6 mm厚鋼板,加筋肋板采用8 mm厚鋼板加強,在面板上切割出預埋小盒位置。側模與底板之間采用20 mm厚鋼板制作合頁,軸承采用φ 40 mm鋼棒制造,保證合模嚴密。
1.3.3 芯模制作(見圖5)

圖5 芯模制作
芯模板采用4 mm厚鋼板,按橫向75 mm脫模斜度進行芯模板下料。在芯模里側用角鋼做加筋肋板,進行段焊連接,焊縫長80mm,焊縫距離50mm;再焊接角鋼支撐,形成面板整體。將面板連接板縫滿焊連接,形成芯模;做出45°倒角,打磨光滑。
1.4 整體鋼模安裝
(1)芯模安裝前進行尺寸驗收,在底框面板上進行放線,將芯模吊到底框面板上先點焊定位,再進行焊接安裝,采用角焊縫滿焊連接。
(2)側模安裝時嚴格控制尺寸,各部件連接牢固,側模合口時,要進行鋼板切割,以保證合口嚴密。側模的安裝見圖6。

圖6 側模的安裝
(3)側模安裝完成后注意細部的處理,嚴格控制定位銷的位置,定位銷要下大上小。便于預埋管向里側靠緊內芯模;預埋小盒定位采用槽鋼兩側鋼銷固定在加筋肋上。細部構件的安裝見圖7。

圖7 細部構件的安裝
2 鋼筋籠的制作與安裝
2.1 鋼筋籠制作
鋼筋采用機械下料、彎曲成型;鋼筋籠采用正立綁扎,先綁扎底板鋼筋網片,成型后再綁扎壁板豎向鋼筋網片。綁扎壁板端部加強鋼筋時,要將加強螺紋鋼筋綁扎在豎向鋼筋彎鉤的斜角上,防止鋼筋突出引起合模不嚴,產生跑漿。鋼筋籠綁扎采用八字形綁扣,以減少鋼筋籠移動過程產生的變形。壁板鋼筋綁扎見圖8。
2.2 預埋管件的制作
先進行鋼板、鋼管、錨固筋下料,再進行統一焊接,豎向連接預埋件先焊接錨固筋,再焊φ8 mm連接筋,保證豎向埋件間距準確。預埋件加工見圖9。預埋管先切孔,再焊接連接成型,保證管底鋼板位置準確。預埋管焊接見圖10。

圖8 壁板鋼筋綁扎

圖9 預埋件的加工

圖10 預埋管的加工
2.3 鋼筋籠安裝
鋼筋籠安裝前,先將螺絲松動,把側模板打開,清理鋼模具上的混凝土渣、鐵銹及雜物等,在芯模和底模上均勻涂刷一層脫模劑,模具準備見圖11。用吊車將鋼筋籠吊起、翻轉,將豎向預埋件安放到鋼筋籠壁板與側模的連接處,把鋼筋籠安裝到芯模上,鋼筋籠下部墊置好墊塊,鋼筋籠的吊裝見圖12。將預埋管安放到固定銷上,安裝過程要調整壁板鋼筋位置,預埋管就位后將壁板鋼筋回復原位。將豎向埋件用綁線與固定端模板綁扎牢固,保證豎向埋件與鋼模貼緊,位置準確,預埋管件的安裝見圖13。鋼筋及埋件定位完畢后,將側面板涂刷脫模劑,準備合模具。

圖11 模具的準備

圖12 鋼筋籠吊裝

圖13 預埋管件的安裝
2.4 基礎合模
用吊車吊起兩側模進行合模,同時穿螺栓桿進行螺栓固定。合模時,擰螺絲要兩側同時進行,保證螺栓受力一致。將預埋小盒涂刷隔離劑,進行安放,外用螺桿固定牢固。合模完畢后安放底板埋件及吊環,將吊環與鋼筋骨架進行焊接固定,吊環垂直放在壁板中心。基礎合模見圖14。

圖14 基礎合模
3 基礎澆注及養護
3.1 基礎澆注
采用P.O42.5水泥、引氣型高效減水劑、S95級礦粉、中砂和粒徑5~25 mm碎石等為主要原材料,配制含氣量為4%~6%的高性能混凝土。坍落度控制在70~90 mm。混凝土布料時,先將壁板內混凝土灌滿,一人布料、一人跟鍬、一人用振搗棒斜向分層振搗密實,在預埋管及底部要加強振搗,防止漏振,基礎振搗見圖15。壁板混凝土振搗完畢,再振搗底板混凝土,用木抹子抹壓成細毛面,基礎抹壓見圖16。

圖15 基礎振搗

圖16 基礎抹壓
3.2 基礎養護
基礎澆注完畢,用塑料布加帆布覆蓋,進行養護。采用覆蓋養護時,覆蓋物要與四周地面接觸,將基礎及模具全部包裹。炎熱夏季可以自然養護,也可以蒸汽養護。蒸汽養護采用芯模內送蒸汽法,嚴格按照“靜停→升溫→恒溫→降溫”的混凝土養護制度進行,混凝土表面與環境溫差降到20℃以內,方可出窯、脫模。
4 基礎脫模及翻身
4.1 基礎脫模
先用吊車吊住兩邊側模,逐一對稱松開螺絲,抽出螺桿,操作人員安全離開后,散開側模,用鋼絲繩U型環鎖住基礎吊環,微微抬起,晃動脫模。基礎脫模后吊入擺放區擺放,進行二次自然養護。其間對局部質量缺陷進行修復。自然養護4~5 d后,即可翻身扶正。基礎脫模見圖17。

圖17 基礎脫模
4.2 基礎翻身
基礎翻身在特制砂堆上進行,以便對基礎進行保護。砂堆高0.5 m,寬度與基礎壁板長度相當,保證壁板及其外沿同時與砂堆接觸,接觸部位擺放舊輪胎,起到緩沖作用,接觸寬度不得超過壁板長度,防止兩端底板受力不均,出現裂紋[5]。翻身時先將基礎平穩放倒在砂堆上,通過吊起外側兩個吊環,緩慢升起,邊升邊向前移動,隨著基礎重心前移,基礎以一側壁板為軸轉動,當基礎重心前移超過壁板轉動軸線,基礎靠重量自動翻轉,再緩慢下降,基礎底板正好壓到緩沖輪胎上,基礎完成90°翻轉。再利用基礎安裝孔吊起基礎壁板,使基礎重心再次前移,基礎以底板與輪胎接觸面為軸轉動,基礎重心再次前移超過轉動軸線,再緩慢下降,基礎再向前翻轉90°,基礎底部平穩著地,完成基礎180°翻轉。基礎翻身見圖18。

圖18 基礎翻身
5 結束語
抽油機基礎倒置生產技術優于原有生產工藝,技術更加全面,采用本方法預制的抽油機基礎,減少了質量通病的出現,提高了大型抽油機基礎的整體筑造質量,減少了二次修復的次數,實現抽油機安裝質量一次合格率100%,保證了抽油機在嚴寒、水泡等惡劣環境的正常運轉,得到各采油廠的一致認可和好評,應用市場前景廣闊。