異構化反應器催化劑無氧裝填技術
2018-11-08 05:06:06馮萬年
石油工程建設 2018年5期
張 東,馮萬年
中國石油天然氣第七建設有限公司,山東青島 266061
1 裝置及工程基本概況
中國石油天然氣第七建設有限公司承建的異構化裝置是哈薩克斯坦PKOP煉廠一期改造項目的核心裝置,是哈薩克斯坦境內第一套異構化裝置。異構化反應器直徑3 000 mm,高19 750 mm,其內部需裝填瓷球及催化劑。所用催化劑為美國UOP公司生產,其裝填工藝需滿足UOP設計要求的無氧裝填工藝。無氧裝填設備從俄羅斯租賃,并配有6名操作人員。無氧裝填人員由中、俄、哈三方共同組成。
裝劑前做好施工準備工作,裝劑作業嚴格按照裝填工藝流程進行,切實落實各環節質量控制措施。做好與UOP專家、哈薩克業主技術代表以及俄羅斯廠家工作人員的溝通,為順利施工打好基礎。
異構化反應器瓷球及催化劑裝填參數見表1和表2。
2 施工準備
2.1 催化劑
異構化裝置所用催化劑型號為I-84型催化劑,若遇水或氧化物會導致催化劑永久失去活性。任何形式的氧化物組分在異構化催化劑作用下都將發生反應生成水和其他物質,水再和催化劑上的活性氯化物發生化學反應。1.6 kg左右的氧會使100 kg的代氯化鋁型催化劑(I-82、I-84)失去活性,其他氧化物也會使催化劑失活。為保證裝填質量,催化劑在裝置裝運和操作期間應避免遇水、遇氧而中毒。
2.2 物資到貨驗收[1]
(1)瓷球到現場后進行開箱驗收,查看瓷球規格是否為φ3 mm、φ6 mm及φ19 mm三種型號,并測量實際大小,驗證規格是否正確。
(2)催化劑運至現場后,首先檢查桶蓋是否密封良好,然后打開催化劑桶蓋,對催化劑內包裝進行檢查,按照UOP給定的包裝要求(見圖1),檢查密封袋是否包裝良好。
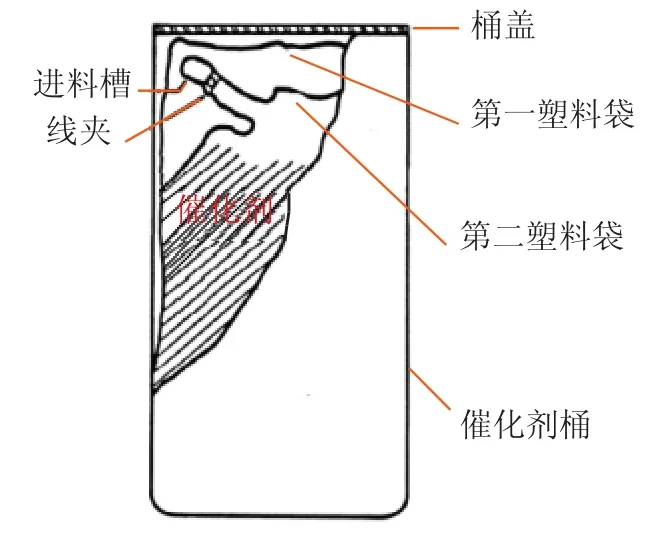
圖1 UOP給定的包裝示意
2.3 催化劑裝填專用設備及組裝方法
2.3.1 催化劑裝填設備
催化劑裝填需使用專業設備,包括催化劑密實裝料機、軟管、墊片、氮氣供應管等幾部分,見圖2。
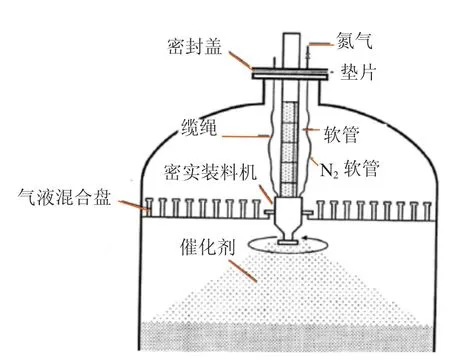
圖2 催化劑裝填設備
2.3.2 催化劑裝填設備組裝
(1)上密封蓋需要在現場制作,制作圖紙見圖3,共制作兩個,一用一備。制作要點為:DN150短管在密封蓋兩端都探出一定長度,一側探出長度為500 mm,另一側探出長度為100 mm;密封蓋上設置3個吊耳,1個DN100的觀察孔;制作完成后進行噴砂除銹,短管內部進行人工除銹,保證其潔凈度。成品如圖4所示。
(2)軟管與上密封蓋連接。軟管與上密封蓋底部伸出的短管連接,連接時注意將軟管的口與短管捆扎固定好。現場做法先是將軟管用鋼絲繩捆扎到短管上,然后用專用膠帶捆扎3圈,最后輕拽軟管,不下滑為合格。
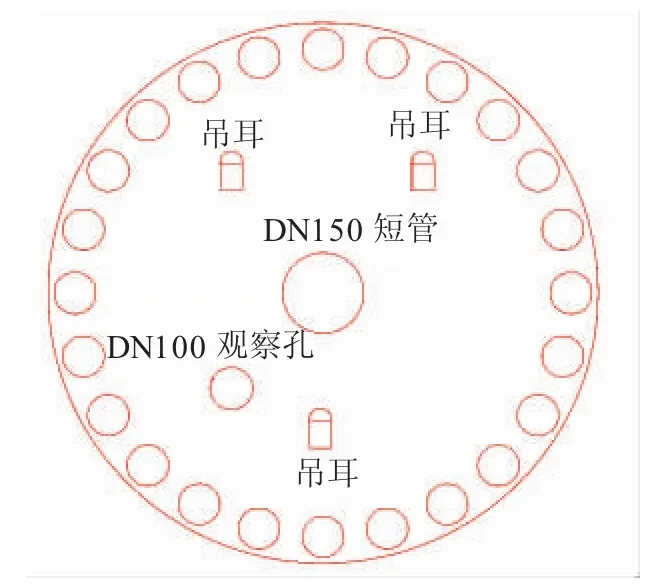
圖3 上密封蓋制作圖

圖4 上密封蓋成品
(3)密實裝填機為關鍵部分。裝劑形式為無氧密相裝填,密實裝填機的機頭部分在運行過程中會一直轉動。密實裝填機通過自帶的鏈條固定在上密封蓋的吊耳上(見圖5)。固定完成后將藍色的氮氣供應管線與旋轉噴頭連接,氮氣供應管線的連接形式為卡扣式連接。連接氮氣供應管線時,將氮氣管接頭位置清理干凈。

圖5 密實裝填機與上密封蓋組裝
(4)將組裝好的設備安裝到異構化反應器的封頭上。
(5)安裝執行機構,密實裝填機上的旋轉噴頭是電驅動的,需要連接電源。執行機構可以調節旋轉噴頭的轉速,使催化劑裝填密度變得可控。
3 催化劑裝劑前準備工作
(1)反應器內部噴砂除銹,除銹等級Sa2.5級,涂刷礦物質潤滑油。在反應器內部噴砂(使用石英砂)除銹危險性比較大,噴砂時,注意噴砂口斜向下45°,避免直對器壁,以防砂礫回彈到操作者身上。除銹完成后對器壁表面清潔度進行確認,然后涂刷礦物質油。油的種類必須滿足UOP文件的要求,但經同意后,可以使用其他油品代替,以免對催化劑產生不良影響。在本次施工中,現場無礦物質油,在征得UOP專家確認后,我方使用普通潤滑油代替。在后期的使用中未產生其他不良影響。
(2)內件安裝完成,反應器底部出口收集器、中部熱電偶及套管、頂部氣液分配盤均按照圖紙完成施工。
(3)加工兩個特殊的桶蓋,并替換原桶蓋,如圖6所示。

圖6 加工的特殊桶蓋
(4)打開桶蓋和外部(大號的)塑料袋。將特殊加工的桶蓋(帶直徑150 mm孔)安裝到桶上,使用快速活接圈固定蓋子。
4 催化劑裝填
4.1 催化劑裝填示意
催化劑裝填示意如圖7所示。
4.2 裝填程序[4]
(1)再次確認密閉裝填機已固定好,電源線連接好,執行機構運行正常,裝填機噴頭旋轉正常,氮氣線通氣順暢。
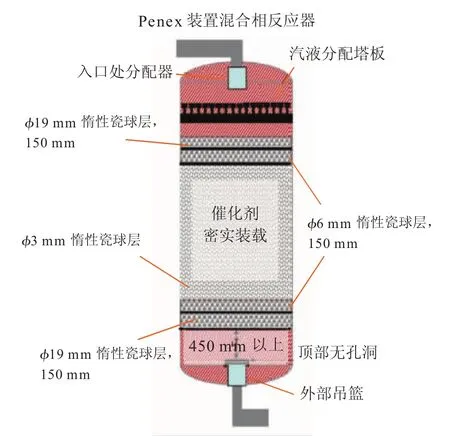
圖7 催化劑裝填示意
(2)確認反應器已隔離。
(3)連接抽真空器與反應器,反應器抽真空至83 kPa。用氮氣充壓至35 kPa,重復抽空和充壓。使該反應器處在真空下的時間最小化。方法為利用裝置已完成的工藝管道,在不斷轉換閥門操作的情況下實現此結果。
(4)氮氣先打破反應器內的真空環境,要求水含量小于5 mg/L。如果對氮氣中的水含量有任何疑問,可以通過使用臨時管道傳送補充氫氣來干燥。水汽含量以及反應器內的真空度是非常重要的,實驗室人員與UOP人員用專業氣體檢測儀等工具在現場進行檢查(見圖8~9),無誤后進行下步操作。

圖8 從氮氣線中抽提進行化驗
(5)再慢慢引入小股氮氣到反應器內和PI入口處置換,使合格氮氣充滿整個反應器內。
(6)連接氮氣軟管到密實裝填機上的藍色氮氣供應管上,確保在加載過程中,用氮氣保持反應器微正壓,執行機構上低量程壓力表顯示250~500 Pa就足夠。

圖9 測量水汽含量
(7)連接裝置的氮氣供應管與密實裝填機上的氮氣供應管。
(8)通過裝填蓋上的孔,將帶有催化劑的里面塑料袋的裝填頸口拉出。不要打開線夾和破壞裝填頸口的密封。
(9)提升到反應器上部的桶狀態:桶要平放,蓋上的直徑為150 mm的孔朝下。在地面上一次開啟的桶不要超過2個(一個準備好提升到反應器上,另一個準備提升)。
(10)將桶提升到反應器上,催化劑桶盡量貼近裝填頸口,將塑料袋沿其密封線剪下,卸下裝填頸口的鐵絲夾,開始裝填。大部分催化劑通過桶蓋上的孔裝填進反應器后,可將反應器內那一端的袋子慢慢提起,直至催化劑全部裝填進反應器。而后把桶內那一端的袋子從桶里提出來,提出時不需要卸下桶蓋,因為里面的袋子在卸除所有催化劑后可以通過桶蓋上的孔取出(見圖10)。

圖10 催化劑裝填
(11)密實裝填機執行機構按照準確的速度旋轉。需要3~4次暫停裝填作業,以檢查催化劑層面,從而確定催化劑裝填是否正確。檢查時需要將裝填機從反應器的人孔里取出,以便人員在惰性氣體進入大氣處進入反應器進行目視檢查,根據表層狀態調整催化劑緊密裝填機的轉速。最后將桶、塑料袋和裝填蓋返回地面上。
(12)裝劑人員穿著專業裝備下入沉降器(見圖11),經沉降器進入異構化反應器內檢查催化劑裝填密度,并將催化劑面攤平,測量催化劑的高度,經確認達到圖紙規定的高度,結束裝劑施工。
(13)催化劑桶擺放整齊,等待回收。

圖11 裝劑人員穿著專業裝備下入沉降器
5 結束語
通過運用UOP無氧裝填技術以及租用俄羅斯廠家專業裝填設備等措施,順利完成了異構化反應器裝劑施工。
此次異構化無氧裝填為我國在哈薩克境內首次實施此類施工,施工過程得到UOP專家以及哈薩克斯坦PKOP煉油廠改造部的高度認可,可為后續國外無氧裝填的實施提供借鑒。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
中國資源綜合利用(2016年4期)2016-01-22 08:27:23