管桁架相貫焊縫超聲波探傷檢測技術及精確判定
2018-11-03 07:25:48亢麗芬
山西建筑 2018年28期
亢 麗 芬
(山西五建集團有限公司,山西 太原 030013)
0 引言
近年來,我國管桁架工程發展迅速,在海洋工程、橋梁工程、工業建筑、民用建筑、大型場館等公共設施建筑等領域廣泛應用。隨之出現的鋼結構焊縫超聲波探傷檢測過程中檢測人員依據現有國家或行業標準進行判斷,檢測結果評定差異較大甚至相悖的現象也很突出。多種客觀條件造成現場檢測過程中檢測人員往往依據個人經驗自由選定探頭類型,對檢測數據進行分級評定時沒有明確、簡潔的可供參考的標準,造成漏檢或誤判現象,使得檢測結果出現偏差。現行相關標準僅對探頭選擇進行了范圍性的限定,沒有提出鋼管壁厚與探頭規格的對比選擇方法。對焊縫缺陷類型進行評價時僅有評價方法和判定類別依據的文字性描述,沒有明確詳實的,直觀的,可供參考的標準。本文總結相貫焊縫的探傷方法以及焊縫缺陷的判別方法,提出根據鋼管壁厚進行探頭選擇,總結多種復雜焊縫缺陷探傷方式和焊縫缺陷綜合判定方法,并總結出便于參考和使用的“檢測探頭類型選用表”以及管桁架相貫焊縫探傷方法和焊縫缺陷綜合分析法,可提高焊縫探傷和分級評定的精確性。
1 管桁架節點焊縫分類
管桁架節點相貫線是不斷變化的空間曲線,相貫口節點的焊縫形式隨之變化,常見的節點焊縫的結構形式有K型、T型和Y型三種,見圖1。

2 探傷儀器的合理選用
目前我國對焊縫內部缺陷的無損檢測一般通過超聲波探傷和X射線探傷進行。超聲波探傷與X射線探傷均為物理性探傷,超聲波探傷相對于X射線探傷,具有探傷靈敏度、周期短、成本低、靈活方便、效率高,對人體無害等優點。
超聲波探傷儀的探頭有多種類型,在相貫線焊縫的檢測中多采用斜探頭,斜探頭是進行斜射探傷用的探頭,由插座、外殼、吸聲材料、壓電晶片、斜塊等組成。斜探頭主要用于缺陷方向與檢測面之間有一定夾角的區域及直聲束無法到達的部位的檢測。
超聲波檢測時,斜探頭K值與晶片角度存在一定的對應關系。當K值為1.0時,角度為45°;當K值為1.5時,角度為56.3°;當K值為2.0時,角度為63.4°;當K值為2.5時,角度為68.2°;當K值為3.0時,角度為71.6°。
鋼管壁厚與探頭晶片尺寸及斜率對應關系見表1。
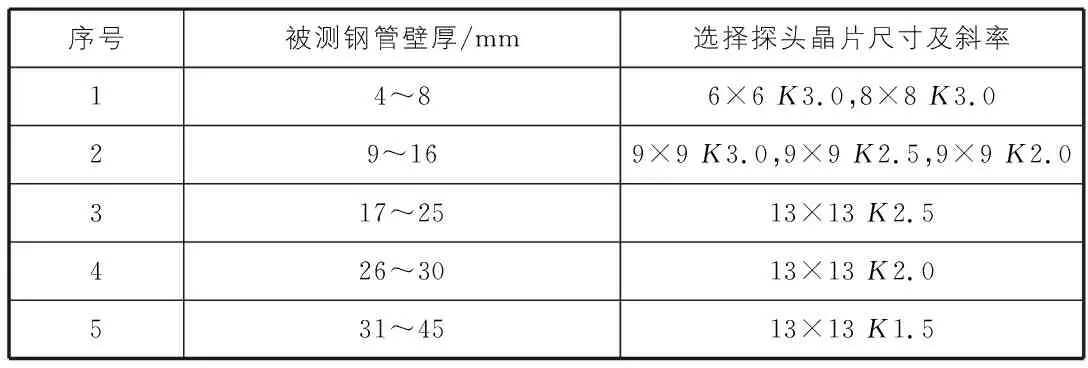
表1 鋼管壁厚與探頭晶片尺寸及斜率對應關系
3 探頭的掃查方式
鋼結構焊縫探傷檢測時,檢測面上探頭與焊縫的相對運動稱為掃查。掃查時,探頭與焊縫始終保持一定入射角度,同時應保證有足夠的聲束覆蓋焊縫的整個檢查區。以避免漏檢。圓管相貫節點焊接接頭超聲波探傷應以支管表面作為探傷面,并做鋸齒形掃查。當掃查過程中出現異常波形時,為了確定缺陷的位置、方向、形狀和觀察缺陷的動態波形,總結出前后、左右、轉角、環繞四種基本形式的探頭移動掃查方式,見圖2。避免常規單一掃查方式影響相貫焊縫缺陷判定的準確性。
4 掃查區域劃分
超聲波探傷檢測時,應根據受力情況的不同將相貫焊縫劃分為A,B,C三個檢測區域,每個區中應取一個典型剖面進行超聲波的幾何聲程分析,見圖3。合理選擇檢測方法,利用“最大信號法”區別未焊透和裂紋。

逐個檢測區采用不同參數探頭分別用一次波、二次波在主管和次管表面依次進行掃查,見圖4。
管桁架Y型相貫焊縫的質量要求不同,受力狀況亦不同,檢測分析時,應著重考慮受力要求較高的A區和焊縫中常見的未焊透缺陷。

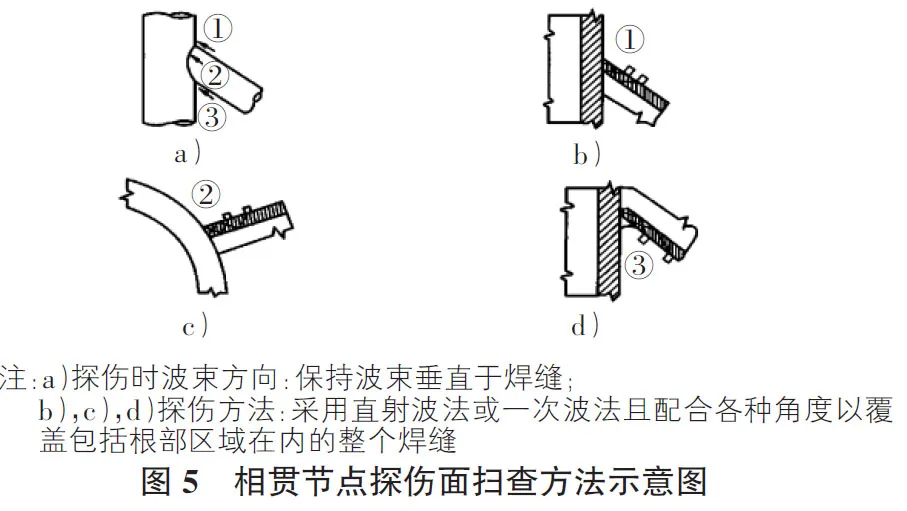
5 相貫節點探傷面掃查方法
鋼管相貫節點焊接接頭探傷應以支管表面作為探傷面,掃查時探頭在①②③位置時,均應與焊縫垂直,掃查方法如圖5所示。
6 管桁架相貫焊縫超聲檢測的精確判定
6.1 焊縫缺陷分析
6.1.1點狀缺陷
點狀缺陷多呈球形,也有不規則形狀,氣孔和夾渣等小體積缺陷均屬點狀缺陷。其特征是:探頭以缺陷為中心作環繞掃查時,若保持聲程距離不變,則回波高基本相同,均顯示動態波形A(見圖6)。
6.1.2線狀缺陷
未焊透、未熔合、線狀夾渣均屬于線狀缺陷,此缺陷可測出長度,但不易測定高度和寬度。其特征是:在缺陷部位做前后掃查時,顯示波形A的特征圖形,左右掃查時,顯示波形B的特征圖形。當缺陷的斷面變化時,會出現波形C-1或C-2的特征圖形,若信號未出現明顯的大距離中斷,則判定為連續的缺陷;若缺陷波高在長度方向有明顯降落,則初步判定為斷續的缺陷,此時,可持續在缺陷波明顯斷開處作環繞掃查和轉動掃查,若垂直方向附近的波高迅速降落,且無明顯的二次回波,則判定該缺陷為斷續缺陷。
6.1.3平面缺陷
裂紋、面狀未熔合、面狀未焊透等屬于平面缺陷,其表面既有粗糙的,也有光滑的,但均有明顯的長度和高度。其特征是:探頭在這類缺陷表面做前后、左右掃查時,出現動態波形B或C-1,C-2的特征圖形;在光滑的缺陷表面作檢測時,與缺陷平面相互垂直的兩側,回波高度迅速降落。在粗糙的表面轉動掃查時,出現動態波形C-2的特征圖形;環繞掃查時,在與缺陷平面相互垂直的兩側動態波高度出現不規則變化。
6.2 缺陷動態波形分析
6.2.1波形A
當探頭在各個不同的位置檢測時,超聲波探傷儀上出現尖銳的單個動態波形,繼續做前后、左右掃查,動態波地由“0”平穩上升至某個峰值,之后平穩回落至“0”,見圖6。該波形判定為點狀缺陷。

6.2.2波形B
當探頭在不同的位置掃查時,出現單個尖銳波,探頭做前后和左右掃查,回波由“0”平穩上升到某峰值,繼續掃查,波峰基本不變,并可持續一段平直的線型,之后平穩回落至“0”,見圖7。該波形判定為有一定長度和高度的線狀光滑缺陷。
6.2.3波形C
1)波形C-1。
當聲束垂直入射缺陷表面掃查時,超聲波探傷儀上出現單個鋸齒形回波,移動探頭時,缺陷回波起伏較大,見圖8。可判定缺陷為有一定長度和高度的不規則粗糙反射體。
2)波形C-2。
當聲束傾斜入射缺陷表面掃查時,超聲波探傷儀上出現鐘形脈沖包絡,此時回波連續,并有多個小的波峰出現,移動探頭時,波峰在脈沖包絡范圍內移動,回波由“0”逐漸升到最大值,之后又回落至“0”,見圖9。可判定該缺陷為不規則粗糙反射體。

7 結語
本文可為各領域鋼管結構相貫焊縫的檢測提供廣泛的參考價值,為檢測人員提供了比較具體、直觀的,容易參考和使用的技術依據,對提高鋼結構工程施工的檢測水平、保障工程質量和安全起到一定作用。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13