武漢綠地中心主塔樓環帶桁架制造工藝
2018-11-02 12:12:16劉曙楊高陽葉曉東張明陳蒼劉歡
山西建筑 2018年28期
劉曙 楊高陽葉曉東 張明 陳蒼 劉歡
(中建鋼構武漢有限公司,湖北武漢430000)
1 工程概況
1.1 結構概況
華中第一高樓武漢綠地中心建筑高度636 m,為“鋼骨巨型柱框架+型鋼混凝土核心+伸臂桁架”結構體系,該體系由內置異形型鋼混凝土巨柱、內置型鋼或鋼板(鋼骨柱)的鋼筋混凝土核心筒、連接核心筒與外框的伸臂桁架、約束結構變形的環帶桁架以及對應樓層結構鋼梁、組合樓板組成。
1.2 環帶桁架概況
武漢綠地環帶桁架工10道,總重9 442 t,為焊接H型鋼。伸臂桁架結構由上弦桿、X形腹桿及下弦桿組成,最大截面尺寸為H1 000×600×80×80 mm,鋼材材質為Q345GJC,Q390GJC,Q420GJC。環帶桁架層示意圖如圖1所示。

2 環帶桁架制作分析
1)環帶桁架為空間折面結構,蝶形連接節點(如圖2所示)的角度直接影響現場連接的精度,因此蝶形節點板的裝焊精度是本桁架制作的重難點之一。

2)環帶桁架現場連接形式為栓接連接,單個連接端口螺栓數量較多,達108個,同時連接板加腹板總厚度達260 mm;螺栓孔群的制作精度是本結構的加工難點之一。
針對環帶桁架結構特性,制定合理的裝配和焊接工藝,以控制桁架制作質量。裝配工藝思路:上下弦桿及X型腹桿分別組裝、焊接、矯正后整體預拼裝,裝配工藝充分考慮蝶形節點角度,筋板高強螺栓孔群在下料時加工,端頭高強螺栓孔群在預拼裝后進行加工。焊接工藝充分考慮焊接截面收縮、焊接變形、焊接質量控制,嚴格執行焊接工藝規程,以使桁架整體焊縫成形良好,焊接變形控制得當。
3 環帶桁架制造關鍵技術
3.1 弦桿蝶形節點制作技術
1)下料工藝要求。
各零件下料時不加放余量,左右兩側的牛腿翼腹板高強螺栓孔暫不加工,插板上的安裝螺栓孔在下料階段加工。
2)組焊工藝要求。
首先,在操作平臺上劃出地樣線,地樣允許偏差不超過1 mm;然后,在鋼骨柱上劃出蝶形板定位線,安裝蝶形板,并復核各空間尺寸。焊接矯正合格后根據圖紙尺寸安裝加勁板等其他附屬零件;最后,根據地樣線定位BH牛腿,如圖3所示,并根據定位尺寸進行焊接。半成品驗收尺寸允許偏差不超過±2 mm,檢驗合格后根據生產部的預拼裝安排吊至指定場地進行預拼裝。產品連接板和工裝連接板采用數控鉆床進行加工,孔徑允許偏差+1.0 mm。

3.2 桁架預拼裝技術
桁架采用分單元連續循環匹配的預拼裝方法進行預拼。
1)拼裝基準面的確定:采用臥拼法進行預拼,根據每榀桁架的特點選擇基準面,以利于控制拼裝精度和質量。
2)地面基準線的劃線:胎架設置時考慮現場焊接收縮,上、下弦之間適當加放收縮余量間隙,進行拼裝劃線。
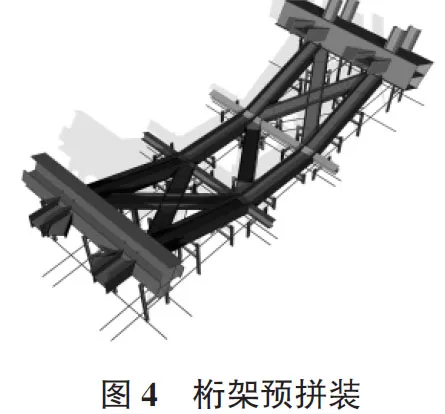
根據預拼桁架的實際水平投影尺寸,在平臺上劃出樓層頂板水平標高線、鋼柱中心線、節點和桿件在平臺上投影的X,Y方向的中心線及外形線等。將巨柱或巨柱牛腿吊上胎架,進行定位固定,定位時以胎架上的投影線為基準進行檢查,必須對準樓層基準線、豎向中心線。巨柱牛腿定位后,依次將桁架下弦、桁架上弦、腹桿吊上胎架,進行定位固定,如圖4所示。
3.3 高強螺栓孔群制作進度控制技術
對本桁架結構的蝶形節點,采取先裝配焊接,整體矯正并預拼裝合格后,在預拼裝環節進行定位劃線,然后構件返回車間進行制孔。
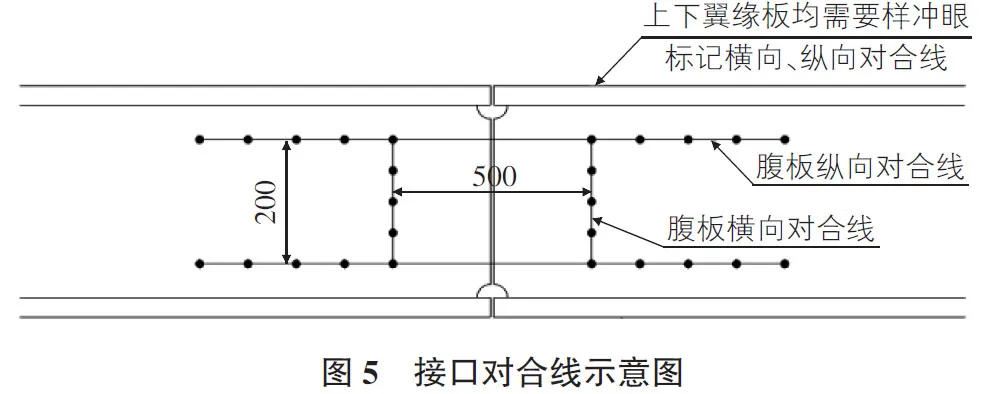
桁架預拼裝完成后,進行各項檢測,合格后在構件現場接頭位置進行對合線標記,以方便現場安裝。所有接口對合線示意如圖5所示。
使用數控鉆床加工一批12 mm~16 mm厚的工裝連接板,精度和質量要求同節點連接板,工裝連接板和節點連接板疊合在一起采用龍門鉆進行制孔,從而確保工裝連接板和節點連接板加工精度相同。工裝連接板按照圖紙尺寸在預拼裝平臺上與構件點焊固定后,采用半自動火焰切割分離各預拼裝構件,如圖6所示,各構件返回車間采用搖臂鉆配鉆(工裝連接板)制孔。制孔完成后,采用氣刨拆除工裝連接板,對構件表面進行打磨。

該技術可以有效保證構件螺栓孔精度與產品連接板一致,進而提高高強螺栓的穿孔率,減少返工。
3.4 厚板機器人焊接技術
采用Mini型焊接機器人對桁架節點焊縫進行焊接,該機器人即可通過焊絲接觸傳感進行自動檢測并獲得工件的板厚、坡口角度、根部間隙、焊縫長度、位置偏移量等焊縫信息,并自動演算出最適合的電流電壓、焊接速度、焊接時間、擺幅、層數等焊接參數,最終實現多層多道焊接,焊接過程如圖7,圖8所示。

4 結語
1)根據武漢綠地空間折線形栓接環帶桁架的結構特點,制定了蝶形節點制造工藝及桁架分單元連續循環匹配的預拼裝工藝;
2)環帶桁架鋼結構制造的重點部位為節點端頭高強螺栓孔群制作進度的控制,通過采用預制工裝連接板及后孔法,確保高強螺栓孔群精度滿足設計要求,減少現場擴孔;
3)針對本項目高材質、超厚板的大量應用給焊接作業帶來很大的挑戰,引入機器人自動焊接技術,采用Mini型機器人進行節點板焊接,焊縫成型和焊接質量滿足規范要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24