加工誤差對面齒輪接觸特性影響分析
2018-11-02 09:51:20李曉貞盛冬平張棟林
制造業(yè)自動化 2018年10期
李曉貞,盛冬平,張棟林
(1.常州工學(xué)院 機械與車輛工程學(xué)院,常州 213002;2.南京航空航天大學(xué) 機電學(xué)院,南京 210016)
0 引言
面齒輪傳動是圓柱齒輪與圓錐齒輪相嚙合、實現(xiàn)空間相交或交錯傳動的一種新型齒輪傳動,它是采用漸開線插刀經(jīng)范成加工而成。應(yīng)用面齒輪傳動技術(shù)的直升機主減速器動力分流傳動裝置與采用錐齒輪傳動的傳統(tǒng)裝置相比,具有支撐結(jié)構(gòu)簡單、重量輕、振動噪音小、動力分流效果好等優(yōu)點。
國外自上世紀(jì)80年代已開始對面齒輪傳動技術(shù)進行相關(guān)研究,據(jù)報道,2009年11月23日首飛成功的Apache BlockⅢ采用了面齒輪分扭傳動。國內(nèi)對面齒輪的研究始于上世紀(jì)末,并由南京航空航天大學(xué)與2006年成功研制國內(nèi)第一臺面齒輪插齒機。對于大功率、高轉(zhuǎn)速、高精度的航空傳動而言,面齒輪的加工誤差將對其傳動性能產(chǎn)生重大影響。
本文對面齒輪插齒加工進行仿真,考慮加工過程中刀具安裝誤差,得到含加工誤差的面齒輪齒面,并對有誤差的面齒輪傳動接觸特性進行分析。
1 面齒輪加工坐標(biāo)系
面齒輪插齒加工過程時,加工誤差主要來自插齒機床自身誤差和工件安裝誤差引起,而機床自身誤差最終體現(xiàn)為插齒刀具安裝誤差,可將工件安裝誤差轉(zhuǎn)換為插齒刀具的相對安裝誤差,因此,加工誤差可認為是工件標(biāo)準(zhǔn)安裝,由插齒刀具的安裝誤差引起的。插齒刀具的安裝誤差分為位置誤差和交角誤差兩類。
刀具安裝的位置誤差的坐標(biāo)關(guān)系如圖1所示,OFXFYFZF為標(biāo)準(zhǔn)安裝的工件固定坐標(biāo)系坐標(biāo)系,工件繞軸OFZF以角速度ωf轉(zhuǎn)動;OMXMYMZM為標(biāo)準(zhǔn)安裝的插齒刀具的固定坐標(biāo)系,標(biāo)準(zhǔn)安裝刀具繞軸OMZM以角速度ωm轉(zhuǎn)動;OT1XT1YT1ZT1為具有水平方向位置誤差的插齒刀具固定坐標(biāo)系,插齒刀具繞軸OT1ZT1以角速度ωt1轉(zhuǎn)動;OT2XT2YT2ZT2為具有垂直方向位置誤差的插齒刀具固定坐標(biāo)系,插齒刀具繞軸OT2ZT2以角速度ωt2轉(zhuǎn)動。參數(shù)a和b分別為插齒刀相對于標(biāo)準(zhǔn)安裝的水平方向和垂直方向的偏置誤差,參數(shù)d為插齒刀具齒寬中心面與面齒輪軸截面OFYFZF之間的距離。

圖1 位置偏差坐標(biāo)系
刀具安裝的交角誤差的坐標(biāo)關(guān)系如圖2所示,OFXFYFZF為標(biāo)準(zhǔn)安裝的工件固定坐標(biāo)系坐標(biāo)系,工件繞軸OFZF以角速度ωf轉(zhuǎn)動;OMXMYMZM為標(biāo)準(zhǔn)安裝的插齒刀具的固定坐標(biāo)系,標(biāo)準(zhǔn)安裝刀具繞軸OMZM以角速度ωm轉(zhuǎn)動;OT3XT3YT3ZT3為在水平面內(nèi)具有交角誤差的插齒刀具固定坐標(biāo)系,插齒刀具繞軸OT3ZT3以角速度ωt3轉(zhuǎn)動;OT4XT4YT4ZT4為在垂直垂直面內(nèi)具有交角誤差的插齒刀具固定坐標(biāo)系,插齒刀具繞軸OT4ZT4以角速度ωt4轉(zhuǎn)動。參數(shù)εa和εb分別為插齒刀相對于標(biāo)準(zhǔn)安裝在水平面和垂直面內(nèi)的交角誤差,參數(shù)d為插齒刀具齒寬中心面與面齒輪軸截面OFYFZF之間的距離。

圖2 交角誤差坐標(biāo)系
2 標(biāo)準(zhǔn)面齒輪齒面方程
標(biāo)準(zhǔn)面齒輪是在工件和插齒刀均標(biāo)準(zhǔn)安裝狀態(tài)下,加工得到的面齒輪。此時,插齒刀的固定坐標(biāo)系為OMXMYMZM,隨動坐標(biāo)系為OmXmYmZm,插齒刀繞軸OMZM以角速度ωm轉(zhuǎn)動,轉(zhuǎn)角為m?;工件的固定坐標(biāo)系為OFXFYFZF,隨動坐標(biāo)系為OfXfYfZf,插齒刀繞軸OFZF以角速度ωf轉(zhuǎn)動,轉(zhuǎn)角為。加工過程中,以插齒刀具齒面為產(chǎn)形面,應(yīng)用范成原理,包絡(luò)加工得到面齒輪齒面。
插齒刀具為漸開線直齒圓柱齒輪,其齒廓坐標(biāo)系如圖3所示。

圖3 刀具齒廓坐標(biāo)系
刀具齒廓曲面方程為:
式1中:rk為齒面上k點的失徑,rk=rb/cosak,ak為齒面上k點的壓力角,rb為插齒刀基圓半徑,kθ為Y軸與失徑rk的夾角,其值為:

式中的“±”表示插齒刀左右兩齒廓。表示為齊次矩陣形式為:

由圖1所示的坐標(biāo)關(guān)系,得到標(biāo)準(zhǔn)安裝的插齒刀隨動坐標(biāo)系OmXmYmZm到工件隨動坐標(biāo)系OfXfYfZf的齊次坐標(biāo)轉(zhuǎn)換矩陣:

MMm為標(biāo)準(zhǔn)安裝刀具隨動坐標(biāo)系OmXmYmZm到標(biāo)準(zhǔn)安裝刀具固定坐標(biāo)系OMXMYMZM的齊次轉(zhuǎn)換矩陣,MFM為坐標(biāo)系OMXMYMZM到坐標(biāo)系OFXFYFZF的齊次轉(zhuǎn)換矩陣,MfF為坐標(biāo)系OFXFYFZF到坐標(biāo)系OfXfYfZf的齊次轉(zhuǎn)換矩陣。
經(jīng)坐標(biāo)轉(zhuǎn)換后,得到刀具產(chǎn)形面的曲面方程為:

插齒加工時,刀具產(chǎn)形面與面齒輪的包絡(luò)條件為:

因此,標(biāo)準(zhǔn)面齒輪齒廓曲面方程為:
通過Matlab2007進行數(shù)值仿真,得到面齒輪齒廓如圖4所示。

圖4 標(biāo)準(zhǔn)面齒輪齒廓曲面
3 加工誤差的面齒輪接觸特性影響
通常情況下,面齒輪加工誤差同時包括偏置誤差和軸交角誤差,且偏置誤差和交角誤差中既有水平方向的誤差,也有垂直方向的誤差,但在推導(dǎo)過程中,可將復(fù)雜的誤差形式分解為垂直方向的位置誤差、水平方向的位置誤差、垂直面內(nèi)的交角誤差和水平面內(nèi)的交角誤差,因此,在推導(dǎo)含加工誤差的面齒輪齒面方程時,也僅考慮這四種情況。
4 垂直面內(nèi)位置誤差
垂直面內(nèi)的位置誤差是由插齒刀沿標(biāo)準(zhǔn)安裝插齒刀的Y軸方向偏移距離a,如圖1所示。
因刀具仍為漸開線齒廓,故刀具齒廓方程在刀具隨動坐標(biāo)系Ot2Xt2Yt2Zt2中的表達式與式(1)相同,僅將下標(biāo)m改為t2,其齊次矩陣形式為:

由圖1所示的坐標(biāo)關(guān)系,得到具有垂直面內(nèi)位置誤差的刀具隨動坐標(biāo)系Ot2Xt2Yt2Zt2到工件隨動坐標(biāo)系OfXfYfZf的齊次轉(zhuǎn)換矩陣:

式中:MT2t2為刀具隨動坐標(biāo)系Ot2Xt2Yt2Zt2到刀具固定坐標(biāo)系OT2XT2YT2ZT2的齊次轉(zhuǎn)換矩陣,MMT2為刀具固定坐標(biāo)系OT2XT2YT2ZT2到刀具標(biāo)準(zhǔn)安裝時固定坐標(biāo)系OMXMYMZM的齊次轉(zhuǎn)換矩陣,MFM為坐標(biāo)系OMXMYMZM到工件固定坐標(biāo)系OFXFYFZF的齊次轉(zhuǎn)換矩陣,MfF為坐標(biāo)系OFXFYFZF到坐標(biāo)系OfXfYfZf的齊次轉(zhuǎn)換矩陣。
轉(zhuǎn)換矩陣MMT2是由垂直面內(nèi)的安裝誤差決定的,其表達式為:
具有安裝誤差的刀具產(chǎn)形面經(jīng)坐標(biāo)轉(zhuǎn)換后,得到刀具產(chǎn)形面的面族方程為:

具有安裝誤差的插齒刀齒面與面齒輪齒面的包絡(luò)條件為:

因此,由具垂直面內(nèi)位置誤差的刀具包絡(luò)得到的面齒輪齒面方程為:

考慮加工誤差時,具有安裝誤差的插齒刀齒面與由該插齒刀具包絡(luò)產(chǎn)生的面齒輪的接觸線方程為:

將面齒輪的接觸線方程與圓柱齒輪對媒介齒輪的包絡(luò)條件聯(lián)立,得到政教面齒輪齒廓上接觸點方程:

用Matlab2007進行數(shù)值仿真,得到在垂直面內(nèi)位置誤差a為0mm、1mm和-1mm時的面齒輪齒廓和接觸軌跡,分析垂直面內(nèi)位置偏差對加工得到的面齒輪傳動接觸點位置的影響,仿真結(jié)果如圖5所示。

圖5 考慮垂直面內(nèi)偏置誤差對接觸點位置的比較
水平面內(nèi)的位置誤差是由插齒刀沿標(biāo)準(zhǔn)安裝插齒刀的X軸方向偏移距離b,如圖1所示。
水平面內(nèi)位置誤差加工得到的面齒輪齒廓的方法與垂直面內(nèi)位置誤差得到面齒輪齒廓的方法類似,其區(qū)別在于具有水平面內(nèi)位置誤差的刀具隨動坐標(biāo)系Ot1Xt1Yt1Zt1到工件隨動坐標(biāo)系OfXfYfZf的其次轉(zhuǎn)換矩陣Mft1,其表達式為:

刀具固定坐標(biāo)系OT1XT1YT1ZT1到標(biāo)準(zhǔn)安裝時刀具固定坐標(biāo)系OMXMYMZM的坐標(biāo)變換矩陣MMT1,由水平面內(nèi)位置安裝誤差b決定,表達式為:

應(yīng)用Matlab2007進行數(shù)值仿真,得到在水平面內(nèi)具有位置誤差b為0mm、1mm和-1mm時的面齒輪齒廓和接觸軌跡,分析水平面內(nèi)位置偏差對加工得到的面齒輪傳動接觸點位置的影響,仿真結(jié)果如圖6所示。
由圖5和6可知,垂直面內(nèi)偏置誤差會引起面齒輪輪齒沿軸向上升或下降,水平面內(nèi)偏置誤差會讓面齒輪輪齒周向偏移,但對面齒輪傳動時接觸點在齒廓上相對位置的影響比較細微。
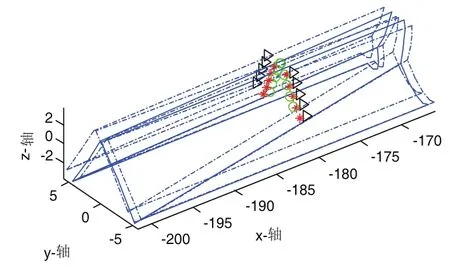
圖6 考慮水平面內(nèi)偏置誤差對接觸點位置的比較
水平面內(nèi)交角誤差是指插齒刀軸線在水平面內(nèi)與標(biāo)準(zhǔn)安裝時刀具軸線有一定夾角aε,如圖2所示。
由具有水平面內(nèi)交角誤差的刀具加工得到面齒輪齒廓的方法與前述的方法相同,區(qū)別在于坐標(biāo)轉(zhuǎn)換過程中,刀具固定坐標(biāo)系OT3XT3YT3ZT3到標(biāo)準(zhǔn)安裝時刀具固定坐標(biāo)系OMXMYMZM的其次轉(zhuǎn)換矩陣MMT3:
應(yīng)用Matlab2007對水平面內(nèi)交角誤差為0°、1°和-1°時,加工得到的面齒輪齒廓和接觸軌跡,分析垂直面內(nèi)位置偏差對加工得到的面齒輪傳動接觸點位置的影響,如圖7所示。

圖7 考慮垂直面內(nèi)交角誤差對接觸點位置影響的比較
垂直面內(nèi)交角誤差是指插齒刀軸線在垂直面內(nèi)與標(biāo)準(zhǔn)安裝時刀具軸線有一定夾角aε,如圖2所示。
由在垂直面內(nèi)具有交角誤差的刀具加工得到的面齒輪齒廓的方法與前述的方法相同,區(qū)別在于刀具固定坐標(biāo)系OT3XT3YT3ZT3到標(biāo)準(zhǔn)安裝時刀具固定坐標(biāo)系OMXMYMZM的其次轉(zhuǎn)換矩陣MMT4:
通過Matlab2007對垂直面內(nèi)具有交角誤差的插齒刀具加工得到的面齒輪齒廓進行仿真,得到具有誤差的面齒輪齒廓和接觸軌跡,分析水平面內(nèi)交角誤差對加工得到的面齒輪傳動接觸點位置的影響,如圖8所示。

圖8 考慮水平面內(nèi)交角誤差對接觸點位置影響的比較
由圖7和圖8可知,垂直面和水平面內(nèi)交角誤差會引起面齒輪齒形的扭曲變形,但扭曲變形的面齒輪在傳動過程中接觸點的位置變化不大,說明交角誤差對接觸點影響很小。
5 結(jié)論
面齒輪插齒加工過程中齒輪刀具安裝誤差對面齒輪齒廓曲面影響較小,但會造成面齒輪的齒廓曲面發(fā)生偏移和扭轉(zhuǎn),影響面齒輪傳動的嚙合特性,但加工誤差對面齒輪傳動過程中的齒面接觸軌跡影響較小,接觸點位置在齒廓曲面上的相對位置沒有變化,不會影響面齒輪的強度和承載能力。