集裝箱頂板自動成型聯合生產線的設計
2018-11-02 09:51:44王世明汪凈遠
制造業自動化 2018年10期
王世明,申 玉,褚 雷,汪凈遠
(1.上海海洋大學 工程學院,上海 201306;2.勝獅貨柜管理(上海)有限公司,上海 200080)
0 引言
隨著對外貿易的繁榮,集裝箱作為國際性運輸和物流的專用工具,在世界上得到了飛速發展,目前,國際集裝箱生產商已達到40多家,如何在工業4.0的背景下實現集裝箱生產的智能化、自動化發展,以精細化的生產工藝、高效的生產效率和低廉的用工成本,占領市場重要份額,成為各廠商努力追求的方向。
現存的集裝箱生產過程極為繁瑣,且存在諸多弊端,其生產工序多且分散,極度依賴人工操作,諸如人工上、下料,堆垛,壓型,修邊等,進而造成用工過多、工人勞動強度大和生產效率低等劣勢[7]。
針對現有集裝箱生產的弊端,堅持板料在上料、壓型、修邊、修長、堆垛工序中“不落地,不二次搬運”的原則,集成現有技術,設計了一套具有自主知識產權的集裝箱頂板自動成型聯合生產線。經在勝獅貨柜公司的投入應用,發現該線實現了集裝箱頂板成型區域的流程關聯化生產,融入智能控制和故障監測技術,加強了工序間的緊湊性和實時監測性,有效降低了物料用工成本和工人勞動強度,具有較高生產線的產能效率,打開集裝箱生產制造的自動化、智能化發展空間,為我國集裝箱裝備的現代化做出新的貢獻。
1 頂板自動成型聯合生產線概述
集裝箱頂板自動成型聯合生產線如圖1所示,包括堆料臺、輸送滾道、雙端剪、雙邊剪堆料臺、電磁上料機構。
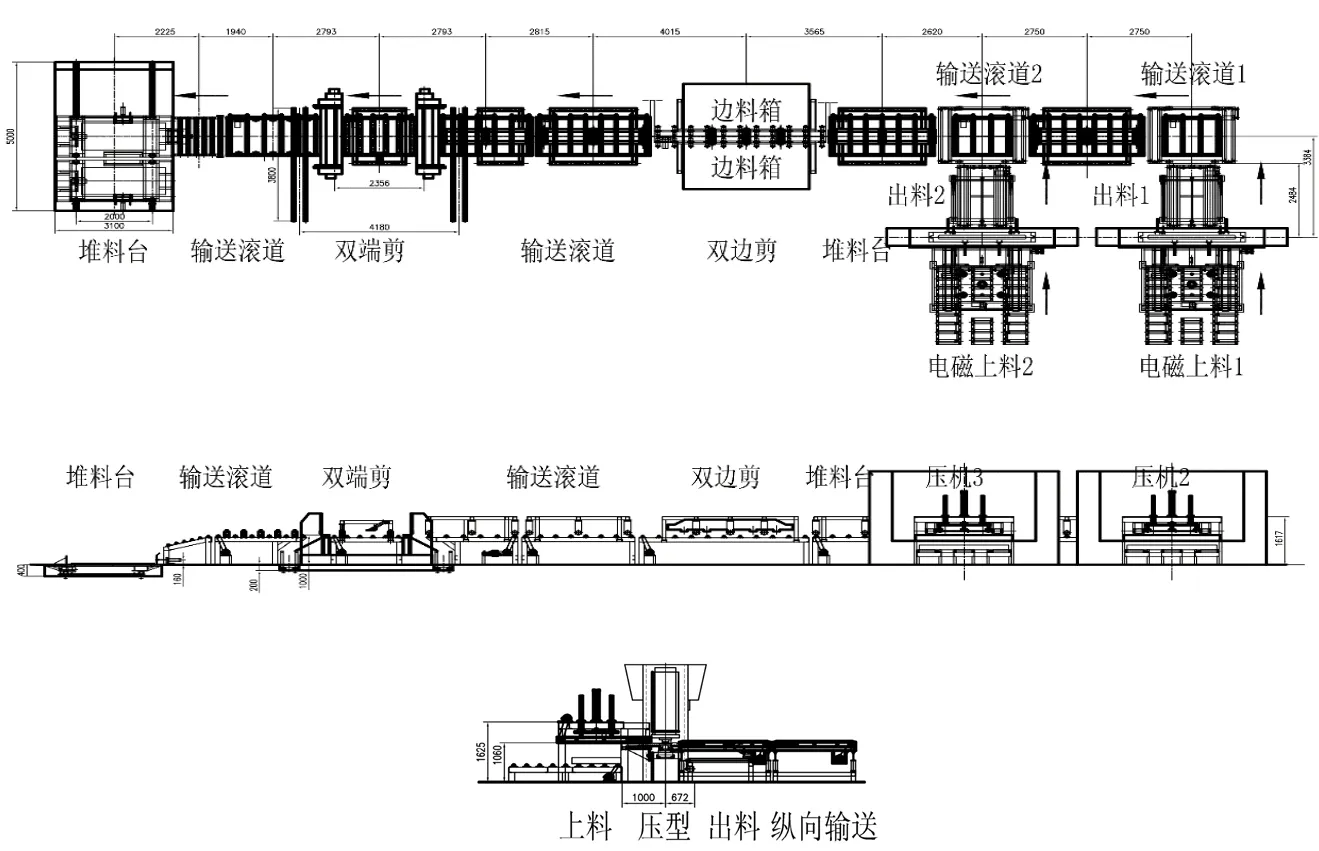
圖1 集裝箱頂板自動成型聯合生產線結構布置三視圖
根據板材流水線方向改造自動板材上料傳輸裝置[8]、夾緊自定位壓型裝置、板材四邊裁剪裝置以及無縫連接工序的板材傳輸裝置;設計智能控制引導傳輸機構,實現板料從上料、壓型、剪邊和堆垛的有序自動化運行;實現高可靠性板料全自動步進單波壓型;嚴格保證設備和臺架標高及臺架和設備間距,整線設置中控臺,能實現對所有動作的同步控制,采用觸摸屏操作面板,便于整線速度的實時調整和頂板波距的調整[9~11]。
2 關鍵系統的設計
按板材流水線方向,自動板材上料傳輸裝置、自定位壓型裝置、板材四邊裁剪裝置無縫聯結控制技術,完成板材所需壓型、修邊、修長工序的逐一化運行;根據所需板材的材質、規格等要求,設計雙臺壓機聯動的聯合壓型機構,并保證壓型板料成型后,板料無裂紋,表面干凈,板料表面涂層無剝落和擦痕等缺陷,雙臺壓聯機聯動機構如圖2所示。頂板自動成型一體化線采用雙臺壓機,壓機分別安裝在兩個獨立位置,可電氣聯動,也可單開,兩臺壓機互不影。

圖2 雙臺壓聯機聯動機構

圖3 堆垛
板料在上料,堆積成垛中夾具安裝安全可靠設計,堆垛如圖3所示。堆垛裝置可通過地坑滾道橫移,實現雙排工件的堆垛,提高生產效率,橫向和縱向定位均采用氣缸夾緊方式。
具體的從上料到堆垛的過程如下:
上料滾筒架自動控制,待前一沓板最后一件被上料裝置取走后下一沓板自動運行到上料裝置下方定位擺放,上料操作工在進料端擺放下一沓板料等待重復動作。
上料裝置采用自動控制,吸取板料送到設備進料口等待設備壓制完上一張板最后一波且滑塊升起時上料裝置自動進料,模具內壓型第一波定位升起。待上料裝置把料輸送到模具上,第一個定位氣缸把板料拉到升降定位,同時橫向定位氣缸推動板料橫向定位,滑塊下行壓型第一波定位氣缸及升降定位收回,等待下一板料重復動作。

圖4 壓型定尺移動夾具
第一波壓型完成后,第二組定位氣缸把板料送到伺服夾鉗上,同時橫向定位氣缸第二次動作橫向定位,伺服夾鉗夾住板料開始第二波壓型,定位氣缸全部回位,等待下一板料重復動作。

圖5 橫向自定位裝置
第二波壓型后由伺服機構按照一定的補償距離拖動板料進行后續壓型,五波頂板初步計算補償距離為212.5mm。
最后一波壓型后伺服機構把板料拖出模具松開夾鉗的同時后退一定距離避讓板料在升降皮帶A的作用下升起。升降皮帶A升起后伺服夾鉗開始回位等待下一板料,重復動作。
升降皮帶A向前輸送板料,待板料大部分到達輸送皮帶B上時輸送皮帶A降下等待下一板料壓型完成后再次升起。
由光電感應控制皮帶降下,板料由輸送輥道A向出料端勻速輸送,升降臺B在板料向前輸送的過程中逐個升起等待下一來料,待第三張板料到達加速軌道A時最后一個皮帶B升起。
板料依次進入寬度雙邊剪進行修邊并繼續向前,依次到達輸送輥道C上等待進入長度雙端剪。
待前一板料修完長度加速走出長度雙邊剪時輸送軌道D啟動把板料送入堆料臺。

圖6 板材橫向、縱向剪切機構
3 液壓系統及生產線程序控制
1)自動上料及下料堆垛裝置液壓系統
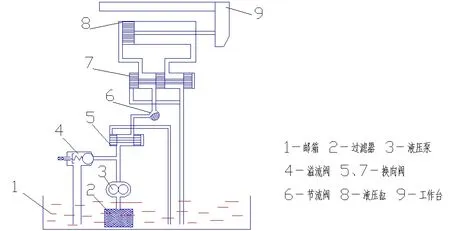
圖7 自動上料及下料堆垛裝置-液壓系統
自動上料及下料堆垛裝置液壓系統的實現過程:
(1)前一板料走出長度雙邊剪后長度定位氣缸把長度定位升起,待板料到位后加速輥道B停止,斜推氣缸、橫向定位氣缸、下壓氣缸依次動作精確定位,上刀下行修長度的同時長度定位收回;
(2)修完邊的板料經加速輥道B及出料輥道輸送到出料小車進行堆碼;
(3)下料堆碼氣缸自動控制,每下5張板動作1次推料堆碼整齊;
(4)出料小車移位自動控制,待下料堆碼氣缸動作20次后自動橫移,在下一板料到達前把下一電瓶車橫移到位,前一電瓶車橫移后出料人員負責吊料到堆碼區域。
2)自動聯合生產線程序控制
滿足現有生產節奏,對應工序的智能控制和故障應對技術,通過計算機軟件編程設計,實現板料的有序傳遞,防止板料堆積或分散而影響工作節奏。使用的軟件如圖8、圖9所示。
4 已解決的技術難題
1)根據集裝箱生產中板材流水線方向,設計自動板材上料傳輸裝置、自定位壓型裝置、板材四邊裁剪裝置和無縫聯結控制技術,完成板材從上料、壓型、修邊、修長、聯結工序的逐有序、集中運行;
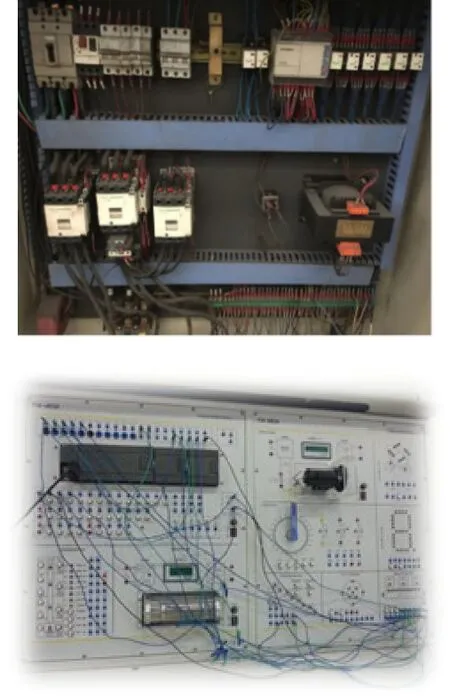
圖8 PLC程序控制
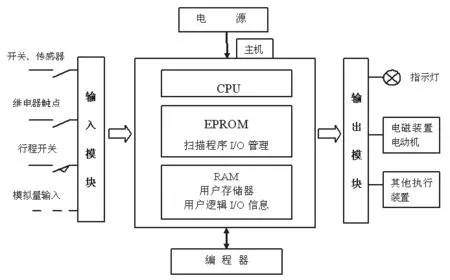
圖9 PLC框圖
2)所設計的聯合壓型機構可實現雙臺壓機聯動運行,可容納不同板材的材質、規格要求,有效避免板料裂紋,表面臟亂,涂層剝落有擦痕等缺陷的發生;
3)對板材工序的智能控制和故障監測,實現生產線的連續運行,提高生產效率,降低工人勞動強度。
5 結束語
結合現有集裝箱生產現狀和智能制造的技術,設計了一條集裝箱頂板自動成型聯合生產線。根據在勝獅貨柜工廠生產實踐可知,該線實現了集裝箱頂板的模塊化生產,單機生產節拍只需20s,整線生產頂板可達9件/min,由原需10名工人操作減少至2人,節約80%用工成本,顯著提高了生產效率。該線目前已成為勝獅貨柜的核心技術之一,為當前集裝箱行業實現自動化、智能化發展提供技術支撐,具有廣泛的推廣價值。