機械加工制造過程能量傳輸模型分析與能耗優(yōu)化研究
2018-11-01 05:23:34魏香林
機械設(shè)計與制造工程 2018年10期
魏香林
(廣東創(chuàng)新科技職業(yè)學(xué)院機電工程系,廣東 東莞 523960)
節(jié)能減排是當(dāng)前我國制造業(yè)發(fā)展過程中需要重點關(guān)注的內(nèi)容。機械加工制造過程以機床為主[1],在把物料資源轉(zhuǎn)變?yōu)槌善坊蛘甙氤善窌r,伴隨著大量的能量消耗過程。對大型的機械加工制造過程進行節(jié)能處理,其節(jié)能潛力及環(huán)境減排潛力很大[2-3],在這方面有許多研究成果:文獻[4]將加工過程中的能耗分為固定能耗、空載能耗和切削能耗3個部分,并建立了相應(yīng)的能耗模型,通過對實際銑削情況的分析表明,利用該模型計算得到的能耗數(shù)據(jù)精度較高,為工藝參數(shù)的選取和決策優(yōu)化奠定了基礎(chǔ);文獻[5]分析了數(shù)控機床加工階段和加工間隔的能耗特點,并討論了各階段的節(jié)能方法,結(jié)果表明,加工間隔的能耗水平高,部分機床設(shè)備可以關(guān)閉或處于待機狀態(tài);文獻[6]根據(jù)加工過程的組成要素,對低碳制造過程的能量需求進行智能計算和建模分析,并用實踐調(diào)研數(shù)據(jù)證明能量傳輸模型分析與能耗優(yōu)化在機械加工制造過程中的應(yīng)用較廣。目前,將能耗建模分析用于機械加工制造進行節(jié)能處理的方法還有待改進,尤其缺少從生產(chǎn)運行層面展開的節(jié)能優(yōu)化分析[7]。為此,本文針對機械加工制造過程的能量傳輸模型展開研究,引入誤差補償技術(shù),改進能量傳輸模型,進行能耗優(yōu)化研究。
1 機械加工制造過程能耗分析
1.1 約束條件建立
在機械加工制造過程中,產(chǎn)生的能耗在某一種運行情況下維持時間所用的功率為一固定值[8],而當(dāng)運行情況發(fā)生變化時,其功率會變成另一固定值,形成的能耗規(guī)律完全符合離散分布函數(shù)特性。因此,此類能耗具備一系列離散功率值,其能耗特征可以表達為:
(1)

對于機械加工制造過程的每一個生產(chǎn)周期,一般都能通過機械加工制造過程的轉(zhuǎn)變功率對相對時間的積分來進行能耗建模,此能耗的多少直接由加工任務(wù)的動態(tài)性決定[9]。在機械加工制造過程中,生產(chǎn)周期能耗分為兩部分:1)生產(chǎn)加工產(chǎn)生的能耗;2)輔助生產(chǎn)產(chǎn)生的能耗。其中生產(chǎn)加工產(chǎn)生的能耗是基本能耗,而輔助生產(chǎn)的能耗主要是生產(chǎn)輔助系統(tǒng)消耗的能量,因此時間維分析模型可表示為:
(2)

在實際的機械加工制造過程中,機械加工設(shè)備性能、刀具使用壽命等都會影響銑削用量的選擇,需在若干約束條件下進行合理的選取[10],主要的約束有主軸轉(zhuǎn)速約束、進給量約束、銑削力約束、銑削功率約束、銑削扭矩約束等。本文在對機械加工制造過程建立約束條件時,主要考慮主軸轉(zhuǎn)速約束和進給量約束。
主軸轉(zhuǎn)速約束:
(3)
(4)
式中:g1為主軸轉(zhuǎn)速第1次約束;g2為主軸轉(zhuǎn)速第2次約束;vc為銑削速度;fz為每齒進給量;D為刀具直徑;Nmax,Nmin分別為機床主軸轉(zhuǎn)速的最大、最小值。
進給量約束:
(5)
(6)
式中:g3為進給量第3次約束;g4為進給量第4次約束;vf max,vf min分別為機床允許的最高、最低進給速度。
1.2 機械加工制造過程能耗評估
在分析機械加工制造過程存在的約束因素后,對機械加工過程能耗進行評估解析。當(dāng)機械加工制造設(shè)備安裝了若干個X軸,Y軸,Z軸進給電機[11-12],設(shè)置進給電機數(shù)量為m,其進給電機能耗Efeed為:
(7)
式中:Pi為第i個進給電機的功率;tfsi為運行開始時間;tfei為運行停止時間。
在機械加工制造過程中產(chǎn)生的能耗和相關(guān)材料的去除量有關(guān),從主軸電機到刀具/工件的能量流可知,機械加工制造中的主設(shè)備能耗Espindle能夠進一步分為維持主設(shè)備運行的傳動模塊消耗能量Em和用于切削工件材料的能耗Ec,因而關(guān)鍵設(shè)備產(chǎn)生的能耗Espindle可表示為:

(8)
式中:Pm為維持主設(shè)備運行的傳動模塊的功率;Pc為切削功率;tms和tme分別為主設(shè)備開始運行時間及運行停止時間;tcs和tce分別為附加設(shè)備開始運行時間及運行結(jié)束時間,此類時間的獲取由機械加工制造過程的實際加工狀態(tài)所決定。
在機械加工制造過程中,機床設(shè)備換刀電機的使用是增加制造過程能耗的主要因素,應(yīng)對其進行分析。
刀架換刀設(shè)備的速度與換刀電機的能耗成正比,換刀電機旋轉(zhuǎn)刀具轉(zhuǎn)臺到給定刀具位置,其能耗Etool可以表示為:
Etool=Ptoolttool
式中:Ptool為換刀電機的功率;ttool為轉(zhuǎn)臺旋轉(zhuǎn)的運行時間。ttool可表示為:
(9)
式中:pos0為轉(zhuǎn)臺初始位置;posa為刀具擺放位置;numpos為轉(zhuǎn)臺刀架數(shù)量;ntool為轉(zhuǎn)臺轉(zhuǎn)速。
機床設(shè)備的能耗可以表示為各種能耗的總和:
Etotal=Espindle+Efeed+Etool+Ecool+Efix
(10)
式中:Etotal為機械加工過程的總能耗;Espindle為主軸電機能耗;Efeed為進給電機能耗;Etool為換刀電機能耗;Ecool為冷卻泵電機能耗;Efix為基礎(chǔ)能耗。
2 機械加工制造過程能量傳輸模型構(gòu)建
本文在以上對機械加工制造過程能耗進行分析的基礎(chǔ)上,引入誤差補償技術(shù),建立機械加工制造過程能量傳輸模型。
2.1 誤差補償技術(shù)的引入
機械處理過程包括能量流的處理。傳輸能耗分析是加工制造的首要過程,將通過誤差測量儀獲取的誤差值、補償值[13]及與補償有關(guān)的參數(shù),輸入到設(shè)定的參數(shù)界面。誤差補償控制原理如圖1所示。
根據(jù)誤差補償原理,對機床存在的誤差進行補償,其主要是對絲杠和主軸因膨脹產(chǎn)生的誤差進行補償。研究表明,多元回歸模型能夠較好地描述機床誤差,誤差曲線如圖2所示。
圖2中,在某一溫度T0下將誤差曲線擬合為一條直線,誤差隨補償點px和補償參考點p0間的間隔變化而發(fā)生改變。對機械加工誤差進行補償,即對擬合直線誤差實施補償[14],由此得到計算誤差補償公式:

圖1 誤差補償控制原理圖
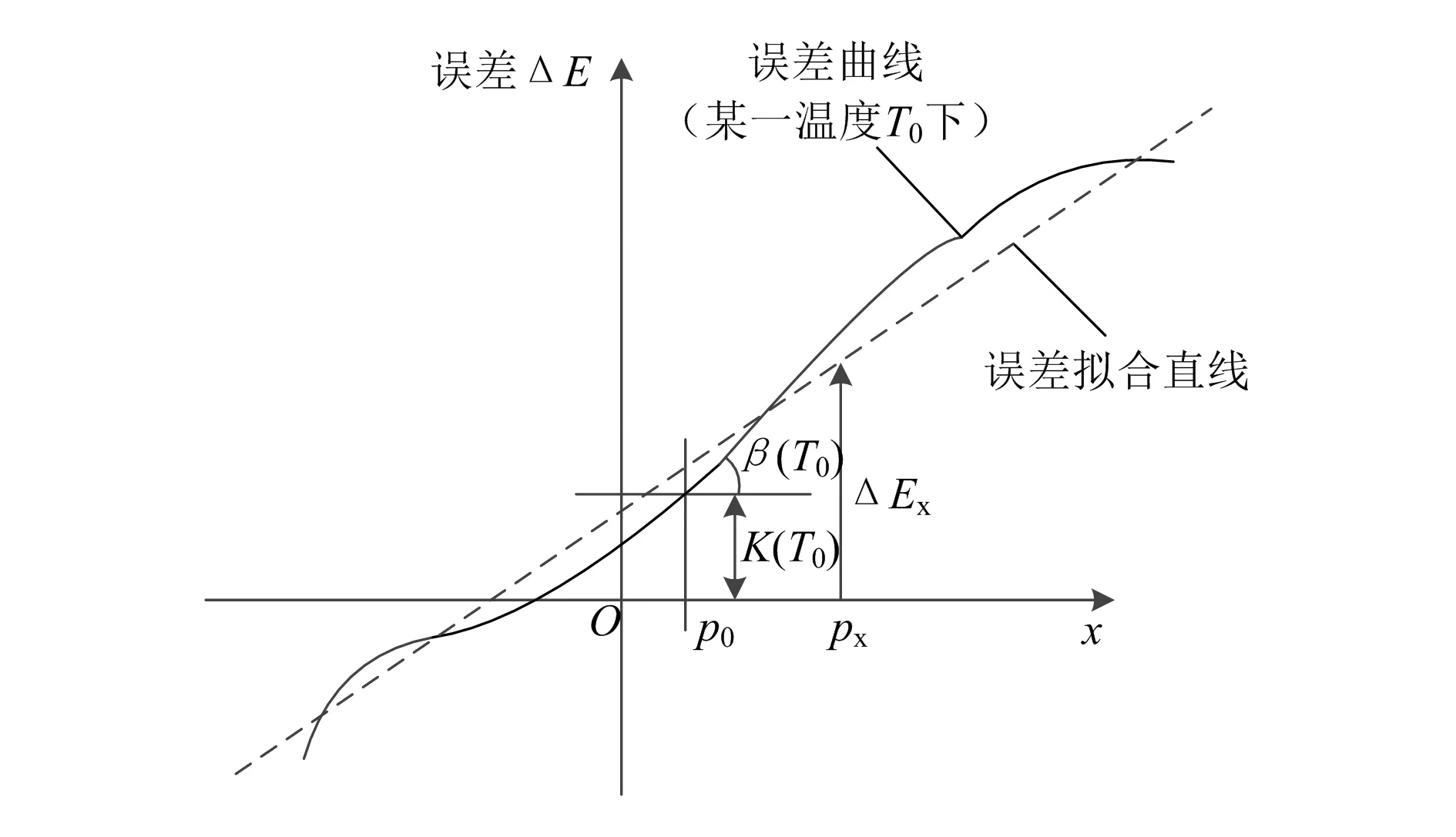
圖2 誤差曲線圖
Comp=-K(T0)-tan[β(T0)]×(Px-P0)
(11)
式中:Comp為在px點的機床坐標指令補償值;K(T0)為誤差偏置值;tan[β(T0)]為誤差補償系數(shù);px為誤差補償點坐標;p0為補償參考點的坐標。
2.2 改進能量傳輸模型
目前常見的機械加工制造過程中,除了電機外,機床的其他設(shè)備也存在大量的能量流,此處主要考慮主軸電機及進給軸的能量流情況[15]。在忽略電機種類的基礎(chǔ)上,引入誤差補償技術(shù),只考慮電機工作原理,獲得電機損耗。
(12)
式中:ECu為加工銅材料時的能量損耗;EFe為加工鐵材料時的能量損耗;Ead為附加載荷損耗;Emec為機械損耗;Ek為電動機轉(zhuǎn)子的動能。
機械加工能量的損耗主要體現(xiàn)為材料切削能耗、固定能耗和變化能耗3個方面。切削能耗表現(xiàn)為不同材料的切削過程消耗的能量;固定能耗表現(xiàn)為機械加工過程中電機、傳動軸等部件消耗的能量;變化能耗表現(xiàn)為因加工過程某些因素產(chǎn)生的變化量,導(dǎo)致其他方面的能量損失。
對于傳動系統(tǒng)的第i個傳動環(huán)節(jié)而言,可用圖3表示其能量傳輸及能量損失情況。在此環(huán)節(jié)里能量在傳輸過程中存在損耗,也就是說總功率與機械工作過程中產(chǎn)生的有用功、無用功存在緊密聯(lián)系。
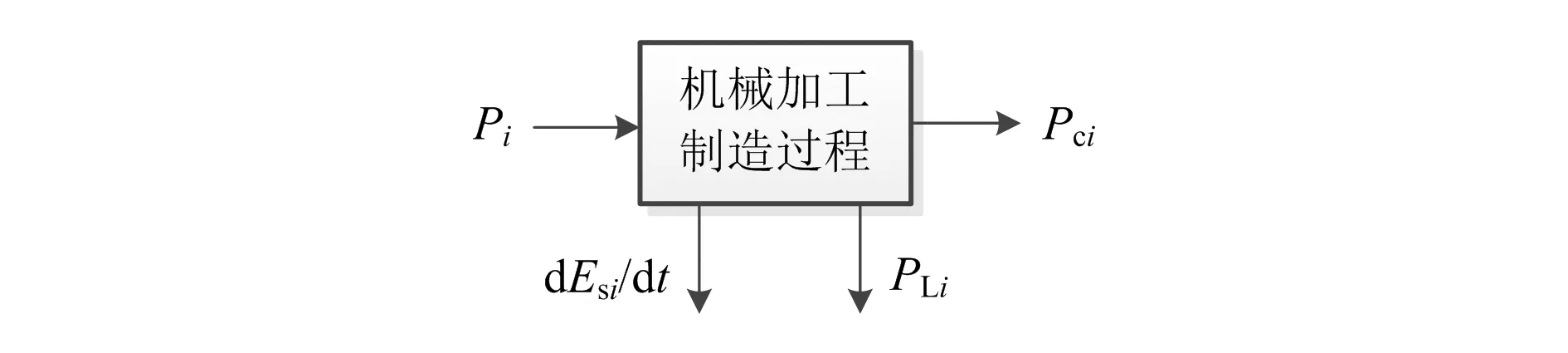
圖3 機械加工制造過程中傳動環(huán)節(jié)能量流組成圖
由圖3可得第i個傳動環(huán)節(jié)的總功率Pi計算公式為:
(13)
其中:

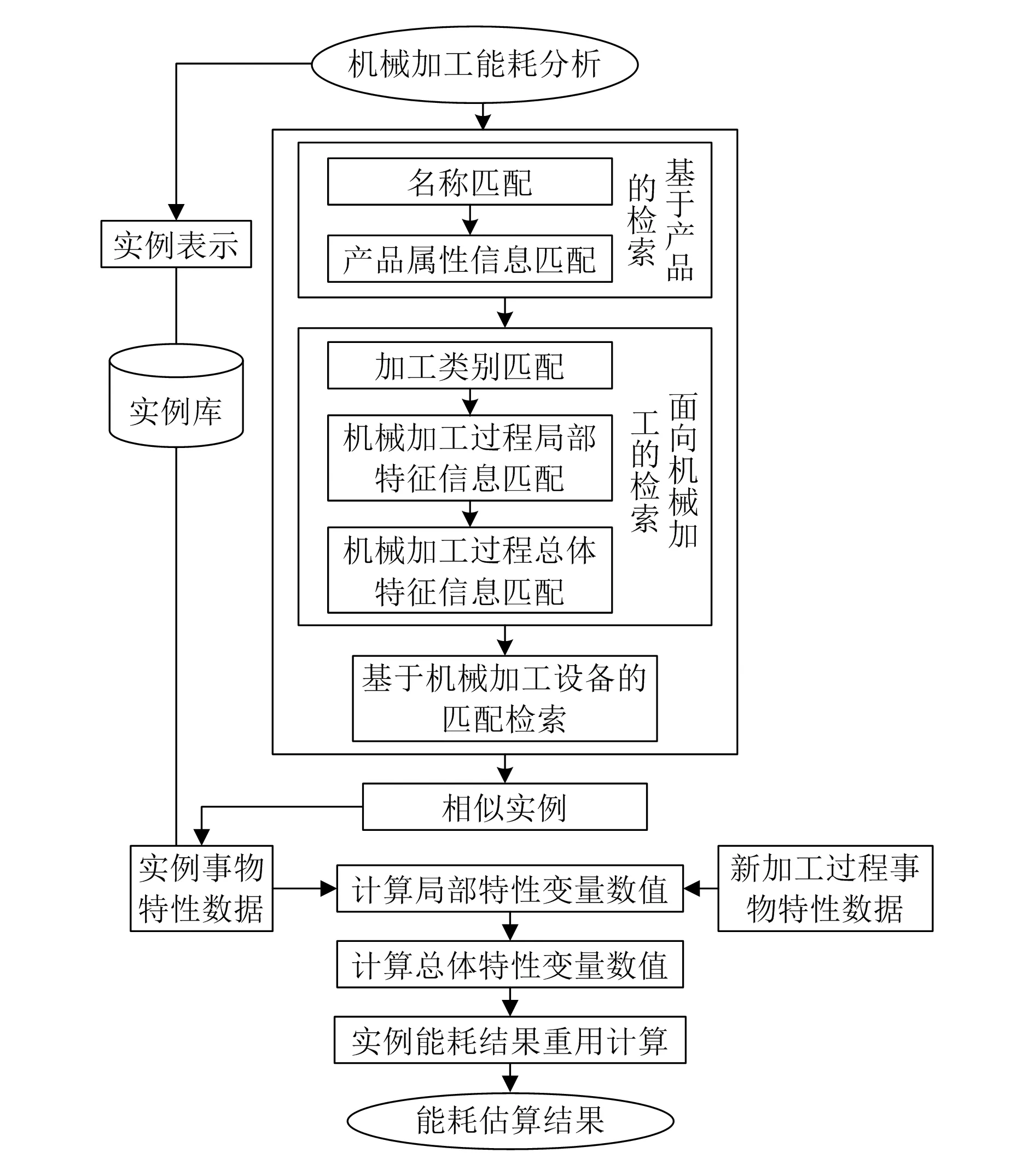
圖4 機械加工制造過程能量傳輸模型
3 機械加工制造過程能耗優(yōu)化分析
為了對機械加工制造過程的能耗進行優(yōu)化分析,在引入誤差補償技術(shù)的基礎(chǔ)上,構(gòu)建改進的能量傳輸模型。機械加工制造過程的能耗與刀具路徑、各軸進給時間及進給速度有關(guān),可使用伺服差值來控制,數(shù)值差值與機械加工制造進程的數(shù)值成反比,兩個進給軸的線性插補數(shù)據(jù)分析結(jié)果如圖5所示。
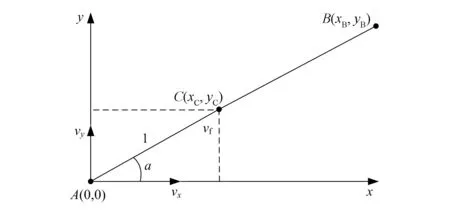
圖5 線性插補分析
給定線性插補點A(0,0)、B(xB,yB)、C(xC,yC),則兩個進給電機的能耗可表示為:

(14)
Efix=(Pservo+Pfan)·(tc-ts)
(15)
式中:Pservo,Pfan分別為伺服系統(tǒng)和電機的功率;(tc-ts)為在整個機械加工制造過程中設(shè)備的運行時間。
單個機械加工制造設(shè)備的能耗是指,在一定的時間周期內(nèi)制造某類產(chǎn)品時,單個設(shè)備能耗和同樣時間周期內(nèi)有效能耗之間的比。
(16)
式中:eg為單個設(shè)備的能耗;E為整體能耗;G為特定時間周期內(nèi)的有效能耗。
機械加工制造設(shè)備整體能耗與生產(chǎn)所需能耗、輔助生產(chǎn)設(shè)備能耗、附屬設(shè)備能耗有關(guān),能耗以機械設(shè)備在加工過程中實際產(chǎn)生的為準,整體能耗計算式為:
(17)
式中:n為耗能種類數(shù)量;ei為第i種能源消耗量;pi為第i種能源折算量。
4 實驗結(jié)果分析
為了證明所提方法的有效性,本文采用能耗分析實驗進行驗證。實驗以加裝武漢華中數(shù)控仿真系統(tǒng)的數(shù)控加工中心為對象,實驗數(shù)據(jù)均來自該設(shè)備。實驗時通過在設(shè)備上安裝扭矩傳感器,獲取切削力以及轉(zhuǎn)速,從而計算出加工過程中的其他能耗參數(shù)。在分析實驗結(jié)果時,首先對附加載荷損耗、附加載荷損耗系數(shù)與切削功率的關(guān)系進行基礎(chǔ)驗證,再通過改進制造過程,與傳統(tǒng)制造過程進行對比以分析、驗證能耗。
附加載荷損耗以及附加載荷損耗系數(shù)與切削功率的關(guān)系如圖6所示。

圖6 附加載荷損耗、附加載荷損耗系數(shù)與切削功率的關(guān)系曲線
從圖6可知,附加載荷損耗Ead為切削功率的二次函數(shù)的擬合,附加載荷損耗系數(shù)α為切削功率的一次函數(shù)的擬合,對于本次實驗的機械加工制造過程而言,符合如下函數(shù)關(guān)系:
(18)
α=1.0×10-5×Pc+0.099
(19)
為了進一步驗證改進能耗優(yōu)化方法在機械加工制造過程中的能耗節(jié)約程度,對傳統(tǒng)方法與本文方法的節(jié)能效果進行對比分析,結(jié)果如圖7所示。
圖7 能耗曲線對比圖
由圖7可知,以能耗及完成時間為目標,在測試30次能耗的情況下,以完成時間為指標的節(jié)能方式每次所產(chǎn)生的能耗多為空轉(zhuǎn)導(dǎo)致,要比傳統(tǒng)制造過程的耗能少得多。傳統(tǒng)制造過程對應(yīng)的能耗波動較大,且最低也超過了60MJ,而以改進制造過程能耗為指標的節(jié)能方法,其能耗波動很小,穩(wěn)定性高,且總是低于傳統(tǒng)過程。
5 結(jié)束語
由于實驗條件限制,研究過程中的部分數(shù)據(jù)沒能進行全面驗證,因而文章更傾向于理論方面的研究,機械加工過程中的部分數(shù)據(jù)較難準確采集。機械加工制造過程能量傳輸模型分析與能耗優(yōu)化研究,已經(jīng)產(chǎn)生了相關(guān)理論研究數(shù)據(jù),對機械加工制造中的節(jié)能環(huán)保有一定的促進作用。由于部分數(shù)據(jù)并沒有進行全面驗證,導(dǎo)致結(jié)論也存在一定的局限性。在日后的研究中將盡可能與課題相關(guān)的企業(yè)進行深入合作,進一步完善相關(guān)的實驗數(shù)據(jù)。
