可變速送罐三片罐電阻焊設(shè)備研發(fā)
2018-11-01 05:21:22陳冠寶吳江銳郁惠民徐紅宇
機械設(shè)計與制造工程 2018年10期
關(guān)鍵詞:焊縫
陳冠寶,吳江銳,郁惠民,楊 帆,徐紅宇
(1.浙江金鷹食品機械有限公司,浙江 舟山 316100) (2.浙江海洋大學船舶與機電工程學院,浙江 舟山 316022)
目前,隨著水產(chǎn)品罐頭需求量的大幅增長,我國正在加快開發(fā)水產(chǎn)品罐頭等即食型功能食品,這給我國的三片罐電阻焊機帶來了巨大的發(fā)展機遇。三片罐電阻焊的工作過程是,送罐機構(gòu)在接收罐身后將其準確送入上、下焊輪進行電阻式焊接。電阻焊靠焊接電流流過帶電阻的被焊導(dǎo)體材料(馬口鐵),使之產(chǎn)生熱量讓搭接處馬口鐵變成塑熔狀態(tài)[1]。馬口鐵上的電鍍錫層可以促進金屬鐵的擴散,使得在較小的能量下,兩片馬口鐵更容易地被焊在一起[2]。
目前能夠開發(fā)、生產(chǎn)三片罐電阻焊機的有瑞士、意大利、美國等發(fā)達國家[3]。瑞士蘇德羅尼克公司的FBB-500型電阻焊機的焊接速度為500罐/min,瑞士菲爾公司的SSW21型電阻焊機的焊接速度為500罐/min,而意大利西弗萊尼公司的FS442型電阻焊機的焊接速度已經(jīng)提高到600罐/min,真正實現(xiàn)了快速焊接,而且可靠性很高[4]。
自20世紀80年代初起,我國通過引進消化吸收、引進散件組裝和自行設(shè)計方法來研發(fā)、制造電阻焊機,但與發(fā)達國家生產(chǎn)的產(chǎn)品相比在技術(shù)水平、加工能力和性能上還存在一定的差距[5-6]。例如焊機送罐機構(gòu)送罐時對罐身沖擊過大導(dǎo)致罐體裂口、焊機送罐速度低于焊接速度使得罐身兩端不齊、焊機輪系的穩(wěn)定性不足和銅線壓扁尺寸的波動影響了鐵罐的焊接精度、罐身焊接時搭接不穩(wěn)定影響了加工精度等。為了更好地解決上述問題,本文采用可變速送罐機構(gòu)、穩(wěn)定的焊接輪系、新型銅線壓扁機構(gòu)和定徑規(guī),提高了焊接精度,保證了馬口鐵三片罐的加工精度和質(zhì)量。
1 可變速送罐機構(gòu)的研發(fā)
可變速送罐機構(gòu)的主要功能是將輸送鏈輸送過來的罐身準確、穩(wěn)定地送入焊輪進行焊接。以前電阻焊機的送罐方式為往復(fù)擺動送罐,速度恒定,不同的罐型會發(fā)生因沖擊過大導(dǎo)致罐體裂口或送罐速度低于焊接速度導(dǎo)致罐身兩端不齊等問題。為了解決該問題,本文采用連桿設(shè)計來達到可變速送罐的目的。
本文設(shè)計的送罐機構(gòu)如圖1所示。當罐身送進焊輪焊接前,送罐機構(gòu)會有個減速動作以避免對罐身產(chǎn)生沖擊。如果焊接速度較快,電控系統(tǒng)可調(diào)節(jié)該機構(gòu)的伺服電機做加速運動以適應(yīng)焊接速度。與其他的電阻焊機可變速送罐機構(gòu)相比,本文設(shè)計的可變速送罐機構(gòu)的變速運動既可以使機構(gòu)本身的速度與輸送鏈的速度匹配,同時又可以平穩(wěn)輸送半成品鐵罐。此外,該機構(gòu)還可以協(xié)調(diào)半成品鐵罐在脫離輸送鏈時的運動速度與焊接速度,將半成品鐵罐平穩(wěn)地送入焊輪焊接。
本文采用可變速送罐機構(gòu)送罐,可以解決罐身出現(xiàn)裂口或罐身兩端不齊的問題,減少了廢品罐出現(xiàn)的次數(shù),提高了馬口鐵三片罐的焊縫質(zhì)量。
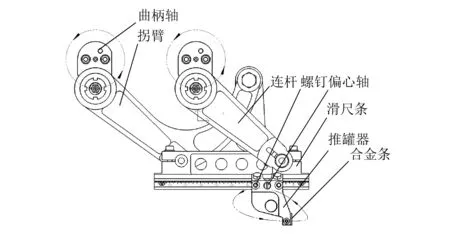
圖1 可變速送罐機構(gòu)
2 穩(wěn)定焊機輪系的研發(fā)
焊機輪系的主要功能是將焊接用的銅線壓扁定型、傳遞動力、改變運動方向和回收焊后銅線。輪系上排布的銅線一方面起清潔作用,可以帶走罐頭焊縫表層的錫和一些雜物并保持上下焊輪的清潔;另一方面銅線具有良好的導(dǎo)熱性,可以帶走一些熱量,冷卻焊輪,提高焊輪的壽命。
傳統(tǒng)的焊機輪系由氣缸直接張緊,會導(dǎo)致張緊輪在銅線高速運動時劇烈擺動,使整個輪系的壓扁輪、切斷平衡輪和塔輪電機轉(zhuǎn)速不能穩(wěn)定,影響了焊接質(zhì)量。本文對焊機輪系的壓扁和切斷平衡方式進行了改進,設(shè)計了如圖2所示的穩(wěn)定焊機輪系,在壓扁平衡輪、切斷平衡輪處分別增加模擬量檢測開關(guān)來檢測兩輪的位移,然后反饋給這兩處電機的變頻調(diào)速器,自動調(diào)節(jié)兩輪的運行速度,達到和塔輪伺服電機速度匹配,保證焊接質(zhì)量。同時在輪系中增加了大的冷卻銅輪對一次焊接的銅線進行充分冷卻來降低銅線的延展量,從而提高焊接精度。
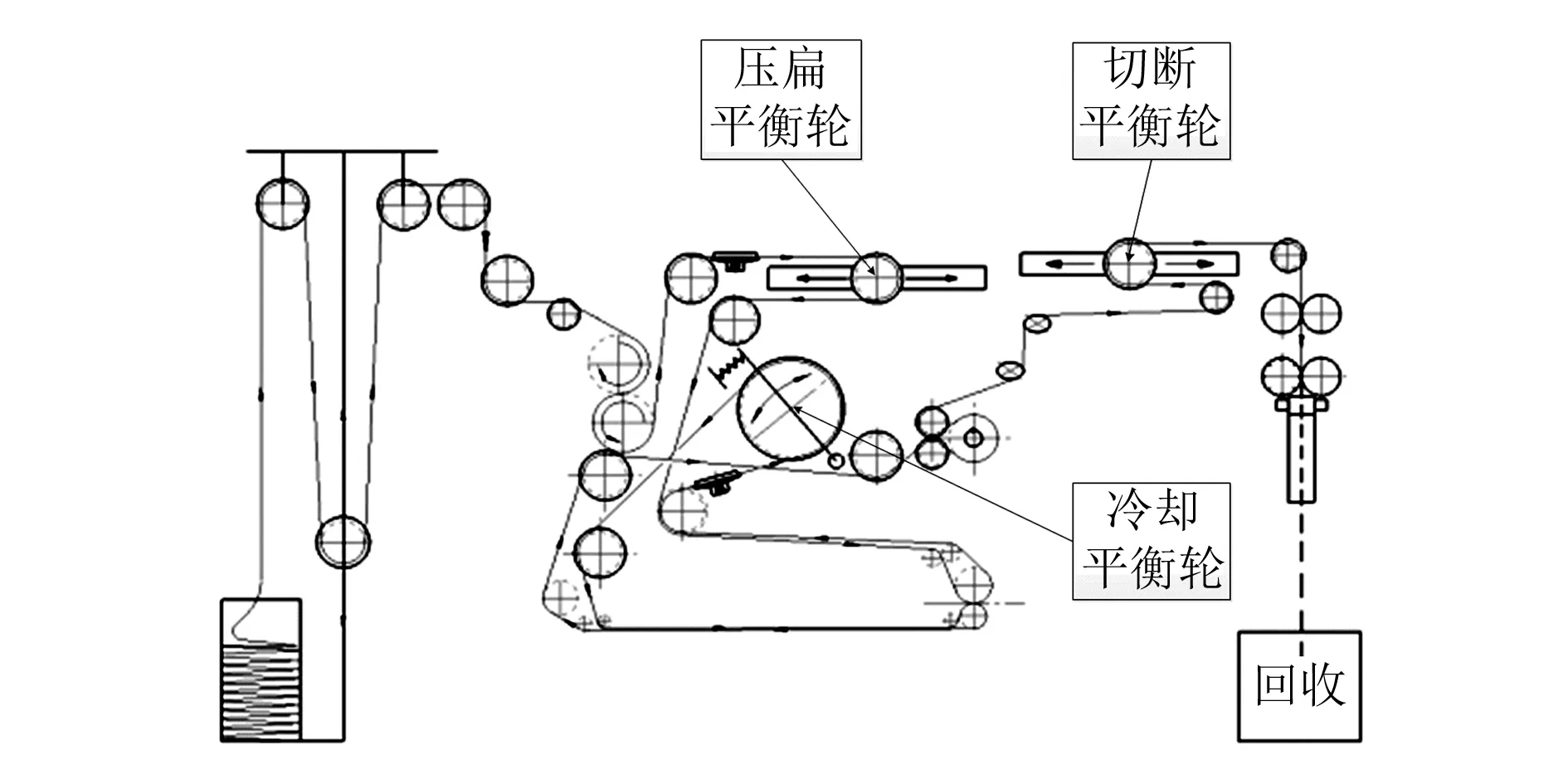
圖2 穩(wěn)定焊機輪系
本文設(shè)計的穩(wěn)定焊接輪系結(jié)構(gòu)可以讓銅線穩(wěn)定地運動,帶走雜物和余熱,冷卻焊輪,提高焊輪的壽命。
3 新型銅線壓扁機構(gòu)的研發(fā)
銅線截面尺寸的大小直接影響三片罐的焊接質(zhì)量。銅線太寬會損壞焊輪槽,并易使銅線與焊輪槽底面接觸不良,影響導(dǎo)電;銅線太窄會在槽中左右擺動,使得成鐵罐在焊接過程中產(chǎn)生質(zhì)量問題。以前銅線壓扁尺寸波動幅度較大,為了保證銅線的截面尺寸數(shù)值恒定,本文設(shè)計了如圖3所示的新型銅線壓扁機構(gòu)。
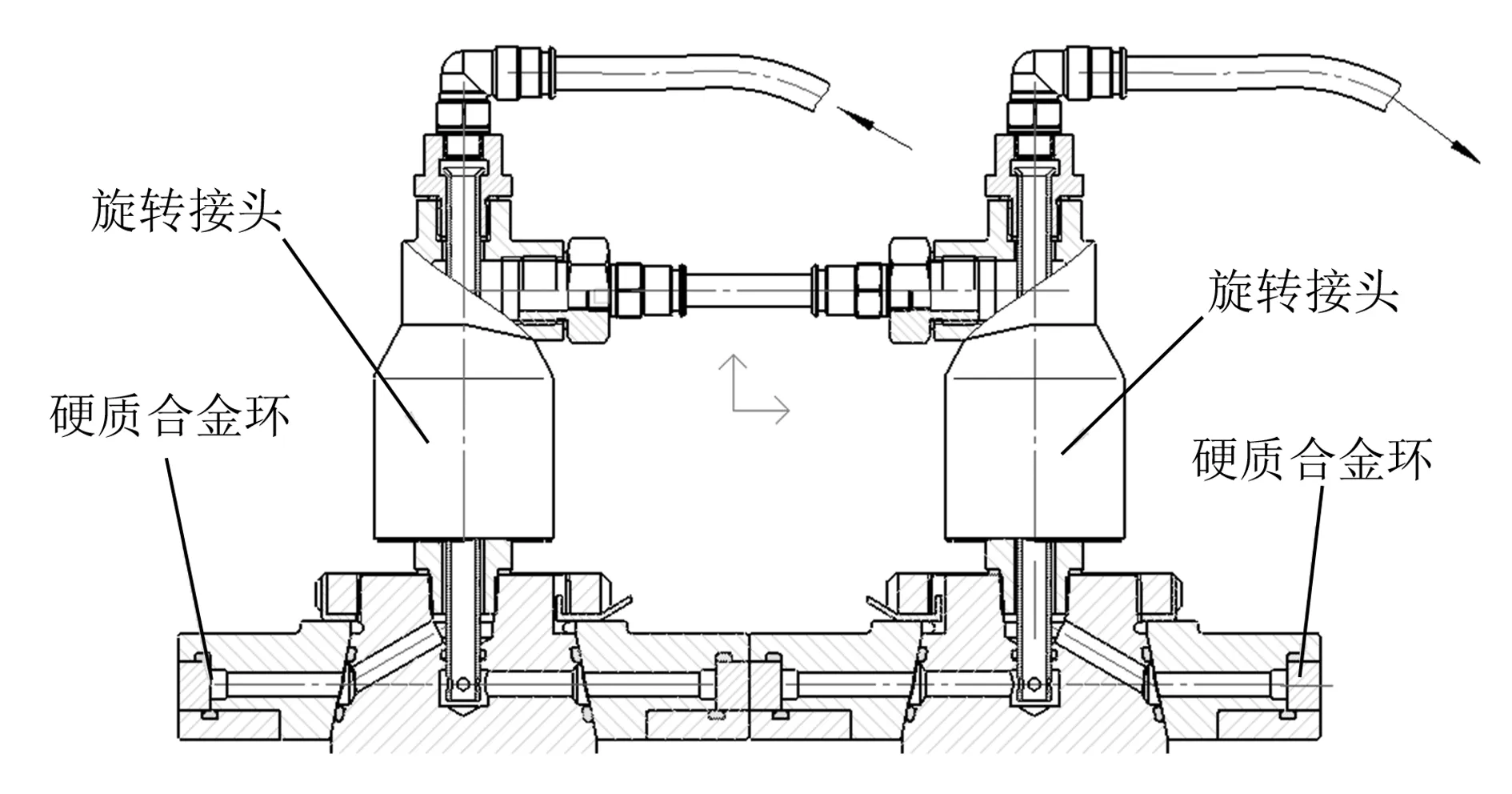
圖3 新型銅線壓扁機構(gòu)
兩壓扁平衡輪間隙變化會導(dǎo)致銅線壓扁尺寸波動,進而影響罐體的焊接質(zhì)量。本文設(shè)計的壓扁機構(gòu)壓扁平衡輪為硬質(zhì)合金環(huán),通過兩個旋轉(zhuǎn)接頭接入低溫水進行冷卻,避免由于連續(xù)高速工作造成壓扁平衡輪過熱導(dǎo)致間隙變化。該新型銅線壓扁機構(gòu)可通過旋轉(zhuǎn)手輪調(diào)節(jié)銅絲壓扁寬度至合適尺寸。
本文設(shè)計的新型銅線壓扁機構(gòu)可以保護壓扁輪不至于過熱,更好地控制銅線壓扁尺寸,使銅線與焊輪接觸良好,并且?guī)ё呷藓缚p表層的錫和雜質(zhì),從而提高鐵罐的焊接質(zhì)量。
4 新型定徑規(guī)的研發(fā)
定徑規(guī)是用來校準罐徑、保證搭接質(zhì)量的機構(gòu),由可調(diào)節(jié)凹形輪和導(dǎo)輪組成。定徑規(guī)可以對罐身的運動速度進行控制,保持罐身運動速度的穩(wěn)定性,使罐身端部始終靠在推爪上,以接近焊輪的線速度平穩(wěn)進入焊輪焊接。以前焊接鐵罐時難以保證罐身前后搭接量一致,罐徑難免有所偏差。焊縫搭接量過大,會造成焊縫補涂困難;焊縫搭接量過小,會造成罐體尾端裂口。為了保證加工精度,保證罐身焊接時搭接穩(wěn)定,本文設(shè)計了如圖4所示的新型定徑規(guī)。
該新型定徑規(guī)能精準控制和調(diào)整搭接量的大小,可以將塔接量控制在0.4~0.6mm之間,從而控制焊縫的質(zhì)量。當前后搭接量差別較大時,調(diào)整定徑規(guī)使搭接量前后一致,并將搭接量誤差控制在±0.1mm之間。轉(zhuǎn)動調(diào)節(jié)螺釘可以調(diào)節(jié)定徑規(guī)的高低,從而調(diào)整浮動輪組的壓力。
本文采用該新型定徑規(guī),通過對焊縫搭接量的精準控制,使焊縫表面變得光滑平整,焊縫的強度和質(zhì)量都能有所保證。
5 實驗
電阻焊機生產(chǎn)速度設(shè)為500罐/min,罐身間隔為0.8mm,銅線運行速度為68.1m/min,焊接電流調(diào)為42A(初級電流),焊接頻率為630Hz。經(jīng)測驗該型電阻焊機正常啟動后連續(xù)焊接500個罐身運行正常無卡阻。隨機抽取兩批各10個鐵罐,目測焊縫均勻、無漏點。其中一批10個罐身用剪刀將端頭焊縫兩側(cè)剪開后用鉗子夾住撕拉均可將焊縫完整拉下,將拉下焊縫用手彎折3次不斷裂,焊縫柔韌度達標。另一批10個罐身用鉗子分別夾住焊縫頭、尾翻邊均未開裂,檢測合格。焊接實驗現(xiàn)場如圖5所示,罐身焊縫如圖6所示。
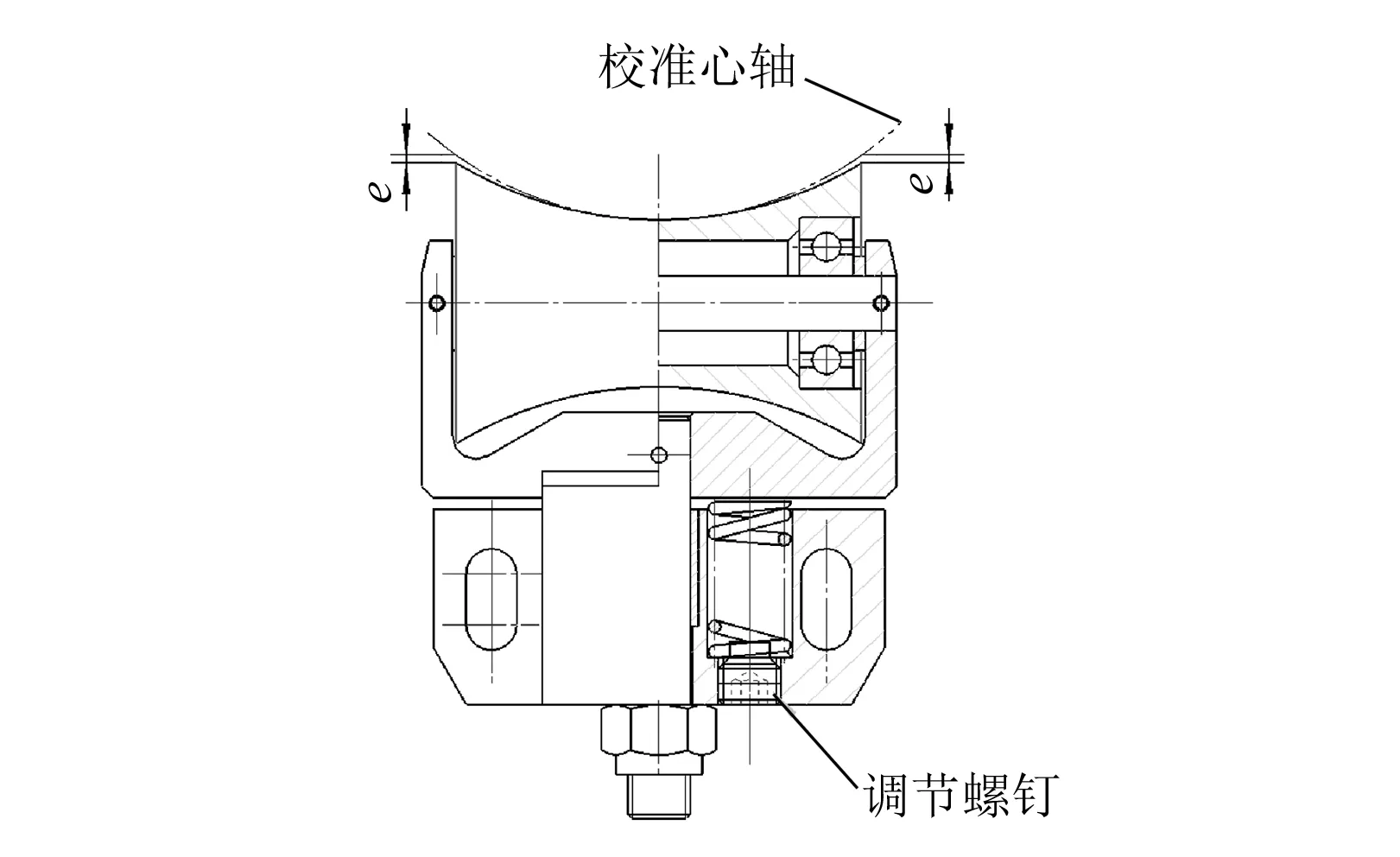
圖4 新型定徑規(guī)

圖5 焊接實驗現(xiàn)場
6 結(jié)束語
本文設(shè)計了可變速送罐機構(gòu)、穩(wěn)定的焊機輪系、新型銅線壓扁機構(gòu)和定徑規(guī),很好地解決了罐身出現(xiàn)裂口、罐身兩端不齊、焊機輪系的不穩(wěn)定性和罐身焊接時搭接不穩(wěn)定的問題。實驗結(jié)果表明,鐵罐焊縫均勻且光滑平整,罐身沒有出現(xiàn)開裂的現(xiàn)象,鐵罐的焊接質(zhì)量較以前有很大的提高。可變速送罐電阻焊設(shè)備達到設(shè)計要求,大大提升了電阻焊機的工作穩(wěn)定性,保證了三片罐的加工精度和質(zhì)量。
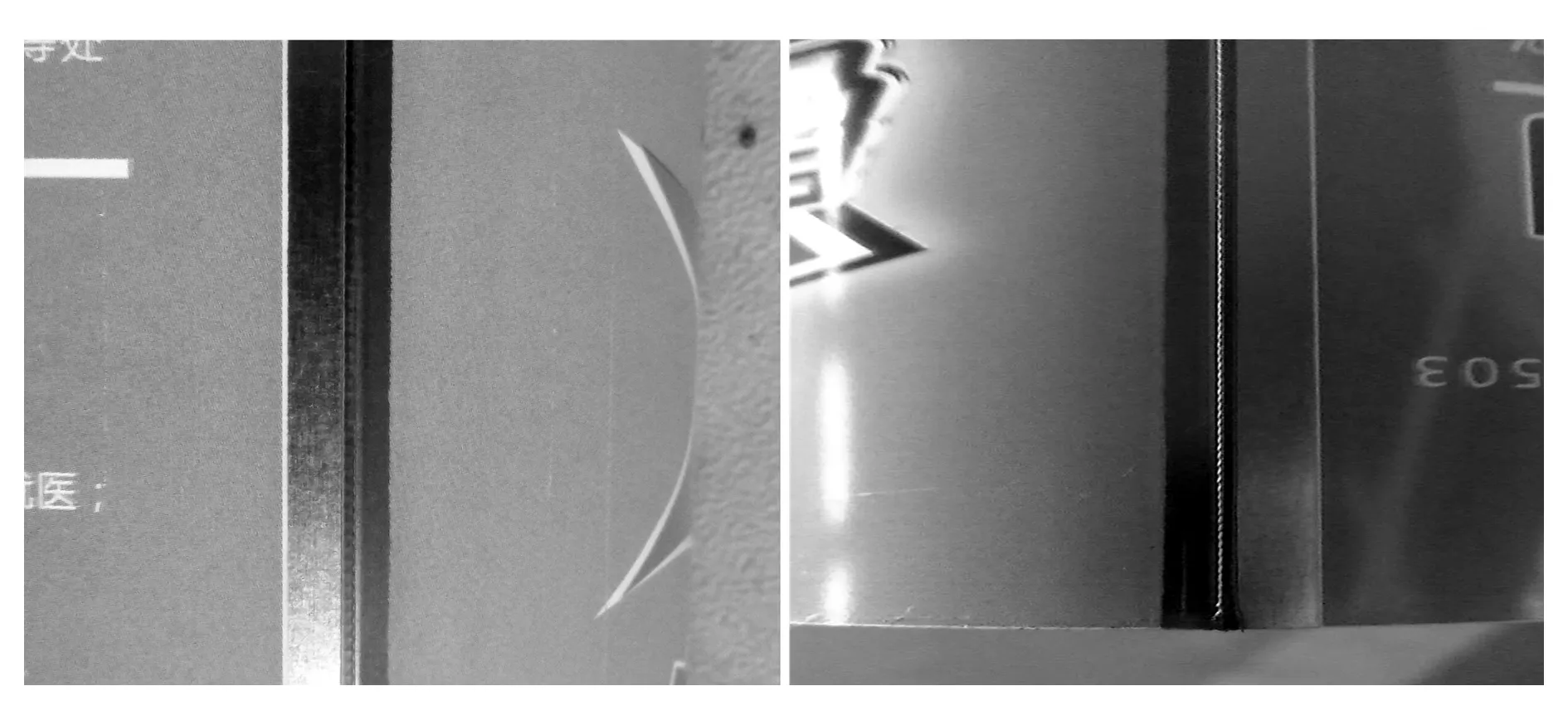
圖6 罐身焊縫
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
