長毛絨緯編針織物編織效果預測及其數字化設計
2018-10-30 07:35:22彭來湖胡旭東史偉民宋賽賽
紡織學報 2018年10期
汝 欣, 彭來湖, 胡旭東, 史偉民, 宋賽賽
(1. 浙江理工大學 現代紡織裝備技術教育部工程研究中心, 浙江 杭州 310018; 2. 浙江理工大學 浙江省現代紡織 裝備技術重點實驗室, 浙江 杭州 310018; 3. 浙江方圓檢測集團股份有限公司, 浙江 杭州 310007)
長毛絨緯編針織物在服裝、玩具、裝飾等方面有著廣泛的用途。毛條喂入式長毛絨組織由纖維束與地紗一起喂入針鉤編織成圈,形成毛絨效果。編織完成后,經初剪、上膠、定型等一系列后加工工藝,得到具有多種外觀效應和用途的長毛絨織物[1]。
與一般的針織圓機相比,長毛絨編織機每一成圈系統上都配置一個梳理頭,其作用是梳理、喂入纖維毛條。梳理頭包括1對輸入輥,1個梳理輥,1個工作輥和1個清潔輥,各輥上包覆針布。編織過程一般分為2個階段[2],鉤取纖維階段和成圈階段。在鉤取纖維階段,毛條喂入梳理頭后在各輥間梳理、開松、轉移,形成均勻的纖維網附著在工作輥表面,織針鉤取纖維。成圈階段,成圈系統上噴嘴噴出的氣流將纖維束吹向針鉤背面以利于握持纖維,墊入地紗后一并彎紗成圈。纖維束的端頭露在長毛絨組織的工藝反面,形成毛絨。
長毛絨織物生產的問題在于提花長毛絨織物經常會產生提花邊界不清晰,視覺上纖維堆積呈現陰影,或纖維稀疏呈現光斑。在設計織物時,為規避這些現象,制版師根據經驗修改梳理頭喂入動作。這種設計方式雖然能夠改善織物品質,但完全依賴于個人經驗,一方面設計過程需要反復打樣調整,另一方面不適用于技術推廣。有文獻指出造成這種現象的原因是由花型間隔導致梳理頭上存在余留纖維引起[3]。從根本上來說,纖維在各輥間及織針間轉移不完全,纖維在梳理頭內梳理傳輸存在滯后和循環,導致梳理頭上的纖維量不準確。要解決這個問題就需要建立梳理頭纖維轉移模型,定量研究纖維量變化。目前對梳理頭的研究很少,但是對梳理機的研究很多[4],由于二者都依靠針布轉移纖維,可參考其研究文獻。對梳理機而言,為提高梳理品質,學者從針布配置關系[5]、針布參數[6]、氣流場[7-8]等角度進行研究,提出了一些纖維轉移模型[9-10]。然而梳理機的研究主要是以提高梳理質量為目的,有時為提高梳理效果而降低轉移效率[11-12]。而梳理頭除梳理功能外,更重要的作用是喂入纖維,由于織針的鉤取,喂入纖維的量需要實時控制,這點與梳理機不同。
目前的長毛絨織物設計軟件[13-15]還無法解決上述問題。本文針對長毛絨織物加工中吃毛不勻問題,提出纖維量預測方法,并在數字化設計系統中進行補償,以期達到提高編織品質目的。
1 纖維質量預測及評價方法
1.1 纖維轉移模型
由于纖維在兩輥之間轉移不完全,因而未被轉移的纖維與新喂入的纖維一同進入下一次轉移過程。纖維在整個梳理頭內的運動存在循環轉移的過程。在織針鉤取纖維時,梳理頭工作輥上工作區域內的纖維量將直接影響到長毛絨織物的品質。梳理頭工作原理如圖1所示。
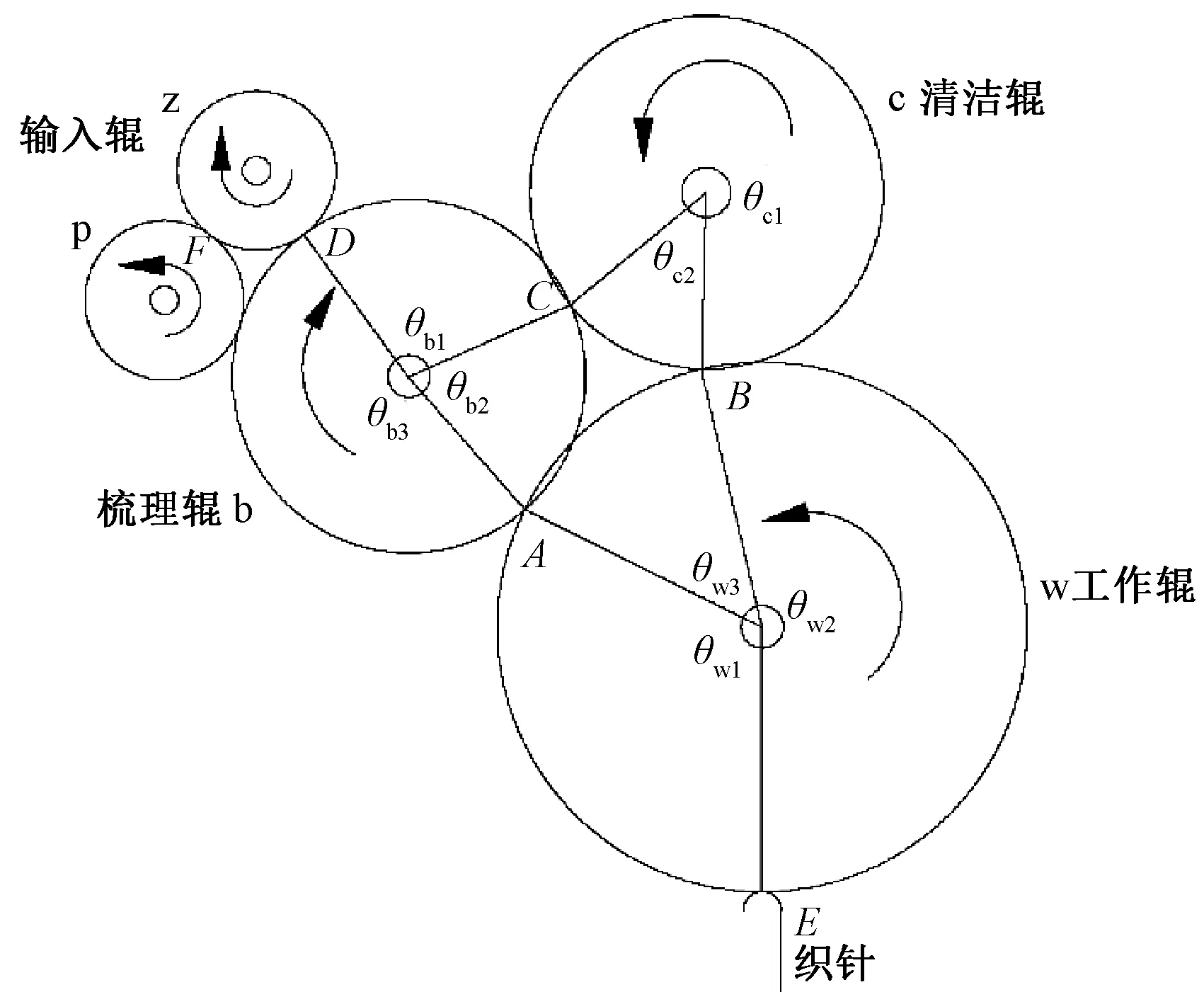
圖1 梳理頭工作原理示意圖Fig.1 Schematic diagram of carding unit working principle
設輸入X(t)是織針鉤取纖維的信息序列,該序列是1個二值序列,0代表不鉤取纖維,1代表鉤取纖維。該序列由提花意匠圖解析出來的提花矩陣轉化得到。
記p、z為一對輸入輥,b為梳理輥,w為工作輥,c為清潔輥。兩輥間進行纖維轉移的區域為工作區,且當纖維經過分離點,離開工作區時,已完成轉移過程。記A、B、C、D、F分別為梳理輥和工作輥,工作輥和清潔輥,清潔輥和梳理輥,輸入輥和梳理輥,兩輸入輥間的分離點。E為織針鉤取纖維點,kbw、kwc、kcb、kib為對應角標輥間的轉移因子,轉移因子可由實驗測量得到。mp(t) 為單位時間輸入梳理頭的纖維質量g。mpF(t)、mpD(t)、mbD(t)、mbC(t)、mbA(t)、mwA(t)、mwE(t)、mwB(t)、mcB(t)、mcC(t)為對應角標梳理輥上分離點后的纖維質量(g)。
Tp1為纖維由D點運轉到F點所用的時間;Tp2為纖維由F點運轉到D點的時間;Tb1、Tb2、Tb3、Tw1、Tw2、Tw3、Tc1和Tc2分別為纖維運轉對應角度(rad);θb1、θb2、θb3、θw1、θw2、θw3、θc1和θc2分別為纖維運轉對應的時間(s)。
各輥上纖維質量及相互關系如式(1)~(10):
mpF(t)=mp(t)+mpD(t-Tp1)
(1)
mpD(t)=(1-kpb)mp(t-Tp2)
(2)
mbD(t)=mpD(t)kpb+mbA(t-Tb3)
(3)
mbC(t)=mbD(t-Tb1)+mcB(t-Tc1)kcb
(4)
mbA(t)=mbC(t-Tb2)(1-kbw)
(5)
mwA(t)=mbC(t-Tb2)kbw+mwB(t-Tw3)
(6)
mwE(t)=mwA(t-Tw1)(1-koutX(t))
(7)
mwB(t)=mwE(t-Tw2)(1-kwc)
(8)
mcB(t)=mwE(t-Tw2)kwc+mcC(t-Tc2)
(9)
mcC(t)=mcB(t-Tc1)(1-kcb)
(10)
織針在E點鉤取纖維,轉移因子為ko。鉤取到織針上的纖維量為mout(t),g。
mout(t)=mwA(t-T)koX(t)
(11)
1.2 編織品質評價指標
針對長毛絨織物吃毛不勻問題,對一幅織物的編織品質采用纖維質量偏移方差S2進行評價。
(12)
式中:mef為織物上(e,f)處的纖維質量,e∈[0,W],f∈[0,H];m0為標準纖維質量,g;W為織物寬度,針;H為織物高度,針。S2反映織物各點纖維質量與標準質量之間的偏離程度。
2 數字化設計系統
2.1 總體結構
根據長毛絨織物的設計需求,本文設計的長毛絨織物數字化設計系統結構如圖2所示。系統包含花型設計、工藝設計、文件管理、預測補償4大模塊。長毛絨織物編織時的動作執行部件有織針、梳理頭,對應的設計模塊為選針圖設計、喂毛圖設計2部分,用以提高設計的靈活性、準確性。提花花型的設計上,系統既包含一般織物設計通用的工具如畫筆、曲線、旋轉等工具,又有針對長毛絨織物設計的特殊功能工具,如重復出針、鏤空等。喂毛圖的設計方式有手工設計、自動設計2種。自動設計工具根據梳理頭模型自動進行補償計算,手工設計工具供人工設計修改喂毛圖試用。工藝設計包括織物參數、織針排列、梳理頭排列3個部分,用于設置提花顏色數量、織物尺寸等相關參數。文件管理提供文件導入導出、保存、編譯等功能。預測補償模塊提供織物預測及補償效果預覽。
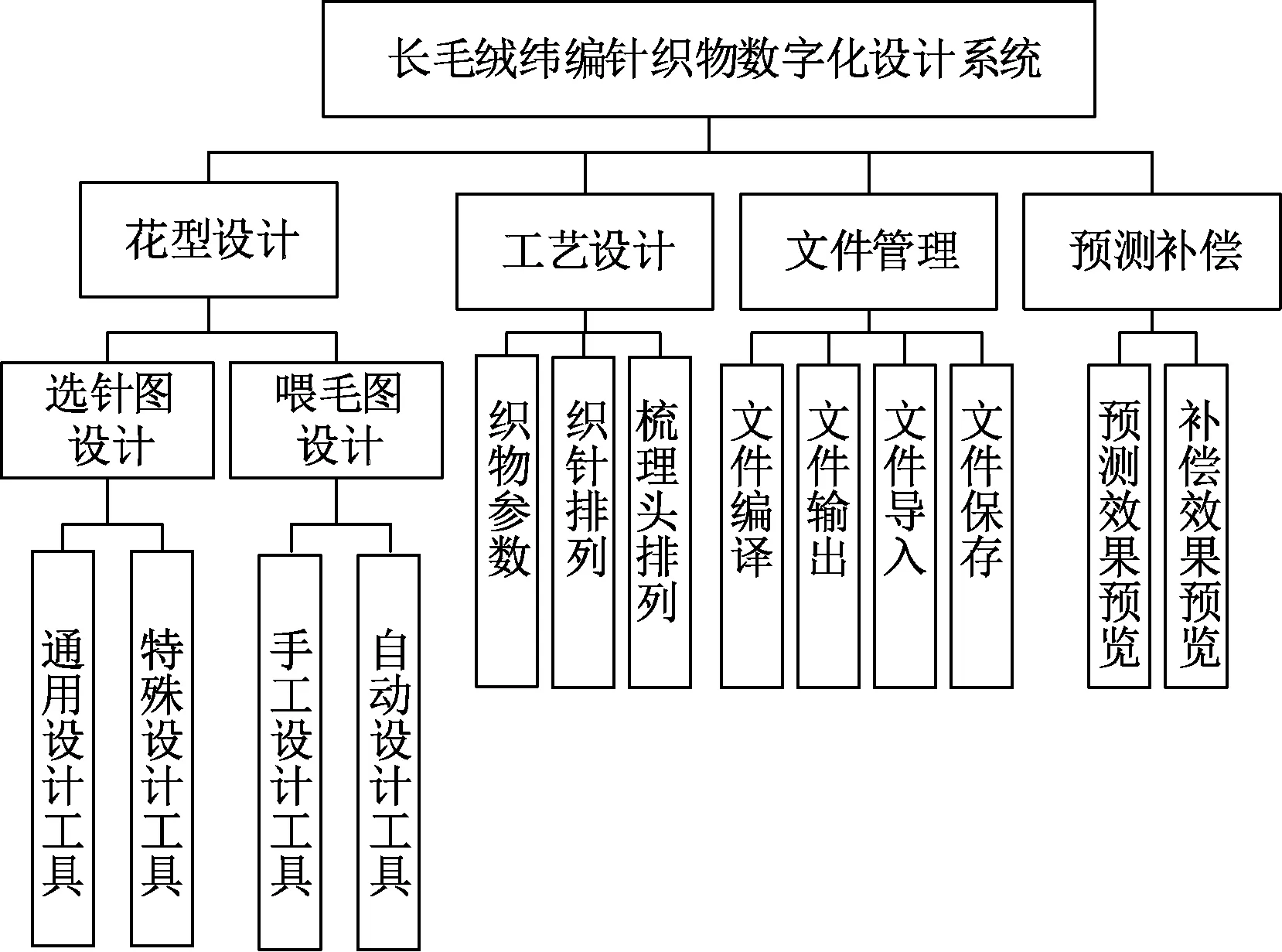
圖2 長毛絨緯編針織物數字化設計系統結構圖Fig.2 Structure diagram of high-pile knitting digital design system
2.2 提花數據解析
提花長毛絨織物是將不同顏色的纖維束按照花型要求墊入地組織特定行列的織物,因而提花長毛絨織物常采用花型意匠圖來表示織物提花面的花型與圖案。梳理頭上的毛條根據織物顏色進行配置,記長毛絨編織機成圈系統數為P,織物顏色數為Q,則長毛絨織物轉1圈所能編織的線圈行數為
(13)
則長毛絨織物梳理頭M個一組,編織同一行。剩余不參與編織的成圈系統數為
R=P-Q×N
(14)
各顏色代號為Cm,m=1,2,…,C為集合{C1,C2, …,Cl}中的1個值。將織物每行列上的纖維束顏色作為矩陣中的元素,則整個織物表示為花型意匠矩陣為
(15)
式中:aij的值為集合{C1,C2, …,Cl}中的一個值,1≤i≤n,1≤j≤m。其中:m為長毛絨織物總針數,n為織物總行數。其中Ai=[ai1,ai2,…,aim] 對應織物一行的花型。
每一選提花顏色Cm對應的提花矩陣為
Bm=[b1,b1,…,bk,…,bc]T
(16)

Di=[Bi1,Bi2,…,Bim]
(17)
初始狀態下,喂毛矩陣
Qi=Di
(18)
2.3 纖維量補償算法流程
長毛絨編織機編織過程中需織針與梳理頭配合。采用補償算法的長毛絨織物設計數據解析過程如圖3所示。
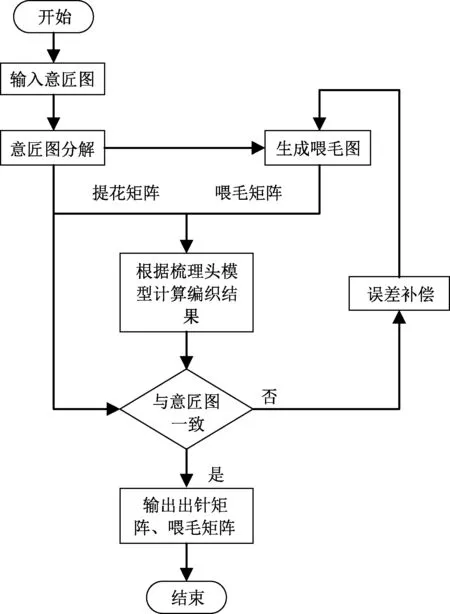
圖3 補償算法流程圖Fig.3 Flow chart of compensation algorithm
輸入花型意匠圖后,對花型意匠圖根據上述方法進行解析,解析完成生成對應的提花矩陣、喂毛矩陣,分為對應織針、梳理頭喂入毛條動作。將這2組數據作為輸入量,根據梳理頭模型計算編織結果,可得到對應織物的提花意匠矩陣,該矩陣元素由(Cm,M)二元元素表示,其中M為歸一化后的當前行列纖維質量。原提花矩陣中元素擴充為(Cm, 1)。將2個矩陣的纖維進行比較,根據此誤差作誤差補償,補償完成后重新計算編織結果,直至此結果與設計圖的誤差小于給定的誤差,即停止計算,輸出提花矩陣、補償后的喂毛矩陣。
2.4 纖維質量可視化方法
長毛絨織物設計過程中,提花顏色是纖維簇在織物中1個線圈上的顏色,對應花型意匠圖1格。通常使用1個像素點代表花型意匠圖的1格。然而,由于編織中機械結構及工藝問題,編織的織物常存在纖維疏密不一,在視覺上呈現出顏色深淺不一。為將這種稀疏現象呈現出來,本文使用量化色彩表示每一針上纖維簇呈現出的顏色。由于長毛絨織機所能編織的顏色有限,因而使用不同的色系代表梳理頭所喂入毛條的顏色。每個色系中,顏色由深到淺到白色代表纖維量由多到少再到無的情況。
色號Cm所對應的顏色為T0(R0,G0,B0)到白色W (255,255,255)之間的顏色。對應歸一化后纖維量為Mm與0。選取對應歸一化纖維量M=1的顏色值作為標準參照色。則纖維量M對應的顏色為T(R,G,B),其中
(19)
3 長毛絨緯編針織物設計實例
本文使用C#語言與Visual studio 2015實現長毛絨織物數字化設計系統,如圖4所示。
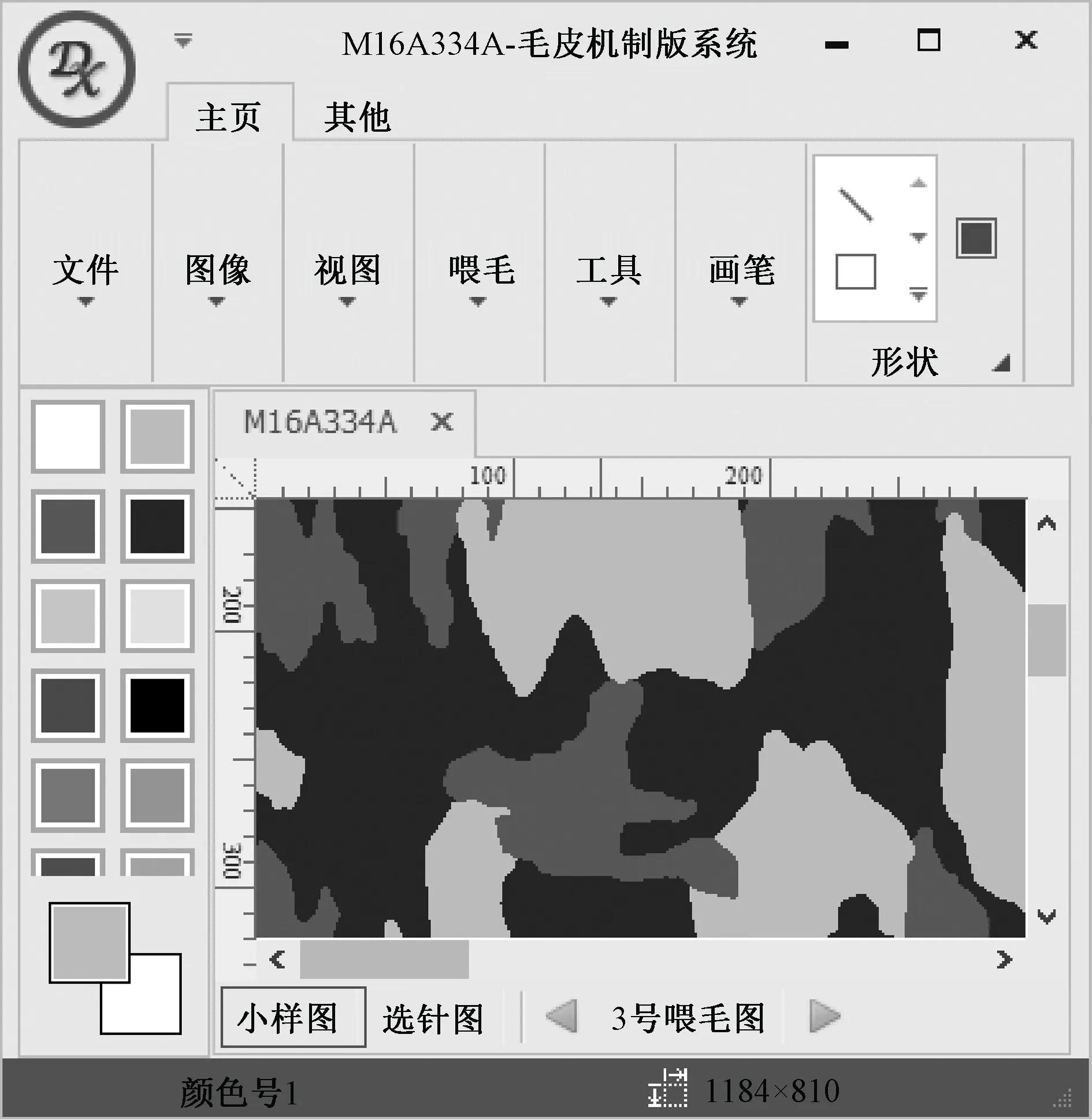
圖4 長毛絨緯編針織物數字化設計系統Fig.4 High-pile knitting digital design system
選用圖4所示系統界面中的花型進行測試。該花型總針數為1 184針,花型高度810針,提花顏色數為3色,各轉移因子kin、kbw、kwc、kcb、ko分別設置為0.95、0.46、0.2、0.96、0.9。

4 結束語
本文針對毛條喂入式長毛絨織物在生產過程中吃毛不勻問題,通過分析編織原理、纖維在梳理頭間的轉移原理,建立了纖維轉移模型。根據此模型提出織物預測及補償算法、編織品質評價指標、數據可視化方法,設計并實現了長毛絨緯編針織物數字化設計系統。實驗結果表明,采用補償算法可顯著提高纖維量偏移方差,即提高編織品質。
本文模型中使用的轉移因子需通過實驗測出,由于設備使用過程中存在磨損,轉移因子可能會發生變化,對此可進一步研究。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年7期)2017-07-21 07:16:04
Coco薇(2017年5期)2017-06-05 08:53:16