超聲波檢測在試制白車身焊接中的應用
2018-10-26 08:19:56魏健趙洲洋任建新呂鋒王勇
汽車實用技術 2018年20期
魏健,趙洲洋,任建新,呂鋒,王勇
?
超聲波檢測在試制白車身焊接中的應用
魏健,趙洲洋,任建新,呂鋒,王勇
(華晨汽車工程研究院車身試制車間,遼寧 沈陽 110141)
白車身試制是汽車研發的重要階段,文章對試制焊裝車間的IQR系統、中頻焊鉗技術和超聲波檢測的應用進行了介紹。通過驗證試驗證明了超聲波檢測在試制焊接中具有較高的可靠性,并得到測量偏差值。結合現場實際情況,總結了超聲波檢測在試制焊接階段的重要作用。
白車身試制;焊點質量;超聲波檢測;應用
前言
新車型的開發離不開樣車試制工作,試制白車身焊接則是樣車試制工作的重要階段。電阻點焊是一種重要的金屬連接方法,廣泛應用于汽車焊接領域。多數白車身都會有4000至6000個焊點,因此汽車的安全性能很大程度上取決于車身焊點質量。傳統的焊點檢查方法為撕破試驗,這種方法費時費力,還會造成資源浪費。近些年,超聲波無損檢測技術已經被廣泛應用于汽車電阻點焊的檢測中,它能快速檢測焊核質量[1-2]。
本文主要介紹華晨研究院試制焊裝車間一體化焊鉗的相關技術和超聲波檢測的應用情況,進行驗證試驗,總結超聲波檢測在試制焊接中的作用。
1 設備介紹
華晨研究院試制焊裝車間的焊接設備為NIMAK公司的一體化焊鉗,超聲波檢測設備為Tessonics公司的RSWA-F1點焊分析儀。
1.1 一體化焊鉗
華晨研究院試制焊裝車間需承接華晨集團所有新車型的試制焊接工作,由于場地有限,需將生產線上百把焊鉗的工作由幾十把焊鉗來完成,因此對焊接設備的要求是非常高的。NIMAK公司一體化焊鉗采用的IQR系統和中頻焊鉗技術完全能夠滿足試制車間對焊接質量的需求。
1.1.1 IQR系統
IQR(Intelligent Quality Regulator)是一種控制電阻點焊質量的先進技術。IQR的調節與多個焊接參數(焊接電流、焊接電壓、焊接電阻、焊接時間和焊接功率)有關,能夠在焊接過程中自動檢測焊接回路的電壓與電流,計算出電阻和功率,利用動態電阻與點焊焊核形成之間的關系,跟蹤電阻曲線變化,強制該焊點在形成過程中的動態電阻按照合格焊點的動態電阻曲線發展,從而保證每個焊點的質量。
IQR系統可以很好地避免一些相關因素(如鈑金件的型號、零件搭接厚度、板件表面的雜質、電極頭等)的變化對焊點質量的影響。在焊接操作過程中,無需頻繁的調節焊接參數,減少設備調試時間,提高工作效率。
1.1.2中頻焊鉗技術
中頻焊鉗技術在汽車領域應用較為廣泛,其基本原理是三相交流電經整流電路成為脈動直流電,再經由功率開關器件組成的逆變電路變成中頻方波接入變壓器,降壓后整流成脈動較小的直流電供給電極對工件進行焊接[3]。
相對于以前的工頻焊鉗,中頻焊鉗有許多優勢:1.焊接質量顯著提高;2.節約能源;3.焊接設備體積小、質量輕;4.適合多種金屬的焊接;5.便于參數操作[4-5]。
1.2 點焊分析儀
現在常用的點焊分析儀普遍采用超聲波無損檢測技術,Tessonics公司的RSWA-F1型點焊分析儀在此基礎上應用了獨特的多通道超聲波矩陣傳感器技術。其原理是從焊點表面和焊核內部收集數據,通過特殊的算法形成焊點內部結構圖像,并在屏幕上實時顯示出來。通過屏幕上顯示的圖像可以直觀地判斷焊點的缺陷,繼而在設備上直接標出焊點缺陷類型,焊點缺陷類型如表1所示。
表1 焊點缺陷類型

該設備能夠執行焊核直徑、壓痕深度和板料厚度的估算,并結合圖像直觀的顯示在屏幕上,屏幕顯示如圖1所示。
2 驗證試驗
2.1 試驗準備
試驗選用型號為DC03,厚度分別為0.7mm和1.5mm,長100mm寬30mm的長方形試板。焊接電流控制在8.5KA- 9.5KA之間。試驗共分為4組,每組進行5個樣板的焊接,每組樣板的組合分別為:A組0.7+0.7;B組0.7+1.5;C組0.7+0.7+0.7;D組0.7+1.5+0.7(單位/mm)。
2.2 試驗過程
分別對20個試板進行焊接,完成后對試板進行編號。焊接后的試板如圖2所示。
圖2 焊后試板
利用RSWA對20個試板的焊點進行測試。測量時通過觀察焊核結構圖像,結合儀器測量的焊核直徑、壓痕深度,判斷20個樣板的焊點全部合格。焊核內部結構圖像如圖3所示。
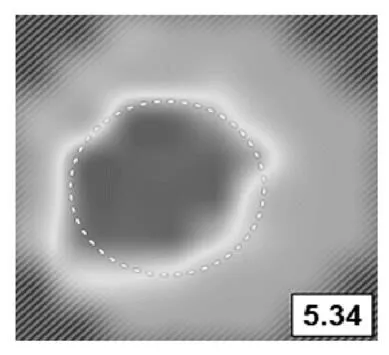
圖3 焊核內部結構圖
利用焊點撕裂工具對20個試板進行撕裂試驗,焊點撕裂工具如圖4所示。經過撕裂試驗發現20個試板的焊點均為“拔出斷裂”[6],焊點強度符合要求,與儀器的判斷結果一致。撕裂后的試板如圖5所示。

圖4 焊點撕裂工具
撕裂后對焊核直徑進行測量,如圖6所示。測量方法是采用游標卡尺對同一個焊核在三個不同方向進行測量,取平均值作為最終測量結果。
圖5 撕裂后的試板
圖6 焊核測量
記錄手動測量值和儀器測量值并進行偏差值計算,焊核直徑值與偏差值如表2所示。
表2 焊核直徑值與偏差值

將各組數據的測量結果進行對比,結果如圖7所示。
2.3 試驗結果分析
20個試板經過撕裂后,焊點全部合格,證明了采用IQR系統和中頻焊鉗技的一體化焊鉗完全可以保證焊點質量。
從驗證試驗所得數據可以看出,各組焊核直徑的手動測量值與儀器測量值變化趨勢基本一致,說明超聲波儀器測量直徑具有較高的可靠性。但數值上存在一定的偏差,實際測量值比儀器測量值大,偏差值為0.3mm-0.55mm,偏差平均值為0.436mm。造成偏差的因素有很多,包括手動測量誤差、撕裂后焊點毛邊等。此偏差并不影響對焊核質量好壞的判斷,可在測量焊核直徑的實際操作中作為理論依據使用。
3 超聲波檢測的應用
超聲波檢測在華晨試制焊接車間的應用取得了顯著成效,廣泛應用在白車身焊點質量檢查中,其優點主要如下:
(1)節約成本,縮短檢查時間。焊點破壞性試驗對于檢查者有一定技術和力量的要求,操作費時費力并無法在完整的白車身上檢查。使用超聲波設備檢查焊點質量只需經過簡單培訓即可,檢查時間短并可以在任何階段進行。破壞性試驗一般會造成零件的破壞無法繼續使用,而使用超聲波檢測不需要破壞零件,節約了成本。
(2)提供直觀的數據和圖像。由于試制白車身單臺成本較高(幾十萬元)且會有相關試驗要求,因此對車身焊接質量的監控就具有重要意義。超聲波檢測能夠得到焊核直徑、焊點壓痕、焊核內部結構圖、板料厚度等數據,可以為試制焊接質量提供數據支持。
(3)提高試制白車身焊接質量。將超聲波檢測加入到日常質量檢查中,能夠提高質量檢查的準確性,采用定制式的檢測也可以有效地防止漏焊的發生。由于人工檢查采取抽檢的方式,可能會造成部分質量問題無法發現,采用超聲波檢測后可以采取全部檢查的方式,從而提高了焊接質量[7]。
4 結論
通過對20個試板的焊后撕裂試驗證明了華晨試制焊裝車間的一體化焊鉗是完全可以保證白車身的焊接質量。對20個試板的焊核進行了手動測量與超聲波檢測,通過分析測量數據得出手動測量值與超聲波儀器測量值的變化趨勢的一致性,證明了超聲波檢測在試制焊接中具有較高的可靠性,計算出了手動測量與超聲波儀器測量的偏差值,為以后工作的進行提供數據上的參考與支持。
[1] 于祥珍.白車身焊點質量超聲檢測評價方法研究及應用[D].湖南大學,2015.
[2] 張海平.汽車白車身電阻點焊質量控制[J].企業科技與發展, 2015 (8):42-44.
[3] 許新培,羅海國,唐高中,等.汽車白車身制造先進技術研究—焊接技術[J].裝備制造技術,2015(2):145-147.
[4] 姜賢茂,張小云.伺服焊槍中頻直流點焊在車身制造中的應用[J].焊接,2014(4):36-39.
[5] 王智廣.試制車間中的IQR與中頻焊鉗技術[J].汽車制造業.2006 (9):39-40.
[6] 劉思源,王朗,孔諒,等.先進高強鋼電阻點焊接頭斷裂模式的研究進展[J].電焊機,2017,47(4):1-7.
[7] 滕輝,張勇,胡喆.電阻點焊質量監測[J].電焊機.2014,44(7):75-78.
Application of ultrasonic testing in prototype BIW welding
Wei Jian, Zhao Zhouyang, Ren Jianxin, Lv Feng, Wang Yong
( Brilliance Auto R&D Center (BARC) Body Prototype Shop, Liaoning Shenyang 110141 )
BIW Prototype is an important step in automobile research and development, this paper introduced the IQR system, the intermediate frequency welding clamp technology and the application of ultrasonic testing in the prototype welding workshop. Through the verification test, it was proved that ultrasonic testing has high reliability in prototype welding, and got the measurement deviation value. Combined with the actual situation, the important role of ultrasonic testing in the prototype welding stage was summarized.
BIW Prototype; Quality of welding spot; Ultrasonic testing; Application
B
1671-7988(2018)20-223-03
U462
B
1671-7988(2018)20-223-03
U462
魏健,就職于華晨汽車工程研究院 車身試制車間。
10.16638/j.cnki.1671-7988.2018.20.081
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
