數字化飼料廠氣力系統的設計
2018-10-24 04:39:04李芳環劉洋
現代電子技術 2018年20期
李芳環 劉洋
摘 要: 針對傳統飼料輸送系統存在飼料輸送能力差,系統能耗高的弊端,設計數字化連續式密相飼料氣力系統。設計數字化連續供料裝置,采用數字操控改變葉片轉速實現對飼料供給量的調整;通過控制輸送管道中主管和輔管的氣體量實現對飼料輸送管道的疏通;設計料氣分離裝置通過氣固分離將空氣與飼料分離,使飼料有效保存并降低空氣污染。系統軟件通過降低供料器上壓和下壓處壓力差,降低供料器的空氣漏氣量空對系統的飼料供應能力影響。根據實驗結果可知,所設計系統的飼料供給能力強,系統的能耗低,具有良好的實際應用效果。
關鍵詞: 數字化; 飼料廠; 氣力系統; 供料器; 輸送管; 料氣分離
中圖分類號: TN711.5?34; TQ051 文獻標識碼: A 文章編號: 1004?373X(2018)20?0182?05
Abstract: As the traditional feed transporting system has the disadvantages of poor feed transporting capability and high system energy consumption, a digital continuous dense?phase feed pneumatic system is designed. The digital continuous feeding device is designed. The adjustment of feed supply amount is realized by adopting digital control to change the revolving speed of blades. The dredging of the feed transporting pipeline is realized by controlling the gas amount in the main pipe and auxiliary pipes of the transporting pipeline. The material?gas separation device is designed to separate the air from the feed by means of gas?solid separation, so as to store the feed effectively and reduce air pollution. For system software, the influence of the feeder′s air leakage amount on the system′s feed supply capability is reduced by reducing the pressure difference between the upper pressure and lower pressure of the feeder. The experimental results show that the designed system has strong feed supply capability and low energy consumption, which has a good practical application effect.
Keywords: digitization; feed plant; pneumatic system; feeder; transporting pipeline; material?gas separation
氣力輸送將空氣動力作為輸送動力,使各種物料在管道中流通。氣力流動通過管道兩端的壓力差來提供管道內物料流通所需的能量。氣力輸送的實現需要一定的必要條件,如氣體源或空氣、物料輸送管道和輸送物料的分離設備。氣力輸送裝置分為吸送式和壓送式兩種,其應用領域廣泛,如橡膠業、冶金、化工以及農業等[1]。數字化技術不斷進步帶動農業領域中飼料廠的氣體輸送能力不斷進步,數字化的機械設備可顯著提升系統的運行效率。本文在國內外關于氣力輸送研究成果的基礎上,設計數字化連續式密相飼料氣力系統,提升系統的飼料輸送能力,降低系統能耗減少對環境的污染。
1 數字化連續式密相飼料氣力系統設計
1.1 總體設計方案
氣力系統的工藝流程設計是系統設計的前提。本文設計的數字化連續式密相飼料氣力系統由壓縮空氣處理裝置、數字化連續供料裝置、氣力輸送管道、料氣分離裝置以及控制裝置共同構成[2]。本文設計系統運行流程如圖1所示。系統先采用壓縮空氣設備對空氣進行處理,處理后的氣體由兩種方式進入氣力系統:一種是采用旋轉式供料器進入系統的主輸送管道;另外一種是經減壓凈化后進入旁側管道用作補氣。氣體的最終輸送前需經二位三通分配閥確定目標倉,之后將風機、除塵器和旋轉式供料器等設備開啟,使混合后的飼料和氣體進入分離裝置中實施飼料與空氣的分離,并將有效飼料保存[3],排放出的空氣在經過除塵器處理后可被釋放入大氣中不會對環境造成污染。
1.2 數字化連續供料裝置設計
數字旋轉供料器屬于氣密性的供料裝置,其結構如圖2所示,圖中顯示其主要零件有機殼和葉片[4]。該裝置通過將飼料倉中飼料放置在葉片間的空間,使飼料伴隨葉片移動而流向下部,輸出均勻的飼料確保系統管道內氣料比的穩定,也有效的將上下部間的氣壓分隔。設計該裝置結構簡便可采用數字化操控改變葉片轉速實現對飼料供給量的調整。
1.3 輸送管道設計
系統中輸送管道主要用于對飼料進行運輸,系統大部分的功率消耗為管道飼料的運輸。因為圓形截面具有阻力小和制作便捷的優勢,輸送直管截面通常為圓形,本文采用如圖3所示的直管結構對飼料廠飼料進行輸送。本文系統設計輸送管道中主輸送管道與輔管間通過過濾噴嘴、單向閥和PU管等實現[5]。從圖3可看出主管道與兩個輔管相連,輔管2與輔管1和主管均相連,且輔管2可以自身獨立工作不受干擾,輸送管道中的輔管1向輔管2提供空氣支持,輔管2向主管道輸送壓縮后空氣。管道間距離的確定由輸送飼料的特性和壓力決定。通常設計輔管2間距離在10~15 m,若主管道的輸送壓力超過設定值時,打開輔管1的電磁閥使壓縮空氣進入輔管2,后輔管2向主管道提供壓縮后空氣,有效地對輸送管道疏通。由此可知,所設計輸送管道的輔管2可以獨立工作,降低系統能量消耗。
1.4 料氣分離裝置設計
系統設計的料氣分離裝置主要包括除塵器和飼料存儲罐[6]。設計的料氣分離裝置需保證被傳輸的飼料可全部被分流出來,同時當系統輸送條件發生變動時也可以穩定的進行料氣分離。在本文系統的料氣分離裝置中,飼料在管道內運輸輸送的終端為存儲罐。由于飼料的輸送與空氣的輸送同時進行,在將飼料保存在存儲罐前需將飼料進行氣固分離。本文設計的料氣分離裝置如圖4所示。
由于飼料的直徑較小且極易產生靜電,本文對飼料輸送時的除塵器采用三防氈制品,降低靜電的干擾[7],如圖4所示。除塵器設置在飼料存儲罐上方,氣力輸送的飼料,從除塵器下方進入,一些直徑較大的飼料由于自身重力會掉落到存儲管中,直徑小的飼料會附著在濾袋外部被排放到大氣中。除塵脈沖儀通過釋放脈沖信號使氣包和電磁閥開始噴吹[8],使附著在濾袋上的飼料掉落會存儲罐中,降低空氣污染。
2 系統軟件設計
一定范圍內供料會隨轉速的增加而增大,當超過該范圍后供料能力隨轉速的增大而降低[9]。供料器葉片的轉速與供料量關系如圖5所示,產生該曲線的原因主要在于:葉片轉速過高時,飼料在向下運輸時未掉落又被帶回,造成飼料的供料減少;葉片速度過高,供料器的漏氣量現象變得嚴重。因此為保證氣力系統的穩定運行,應將轉速控制在合理范圍內。
2.1 飼料供料能力計算
2.2 漏氣量計算
依照當前的設備設計精度無法完全達到供料器的密封,所以對飼料供料器的漏氣量計算也是提升系統工作能力關鍵[10],漏氣量包括葉片旋轉時葉片間空隙的漏氣量[Q1],和供料時殼體與葉片間空隙中的空氣量[Q2]。
式中:[γ]表示空氣的重度;[F]表示供料器葉片與外殼間的空氣通道大小;[z]為空隙個數,本文將該值統一為2;[T0]表示高壓方向處的溫度;[p0]和[p1]表示設計供料器上壓和下壓處壓力,當[p0]和[p1]間差值越來越大時,說明空隙間面積增大,則空氣泄漏量也在增多,影響系統的飼料供應能力。
3 實驗分析
實驗為驗證本文系統的有效性,采用本文系統進行飼料輸送實驗,來驗證本文系統能否有效地進行飼料的氣力輸送。
3.1 料氣比與輸送管道總壓損的關系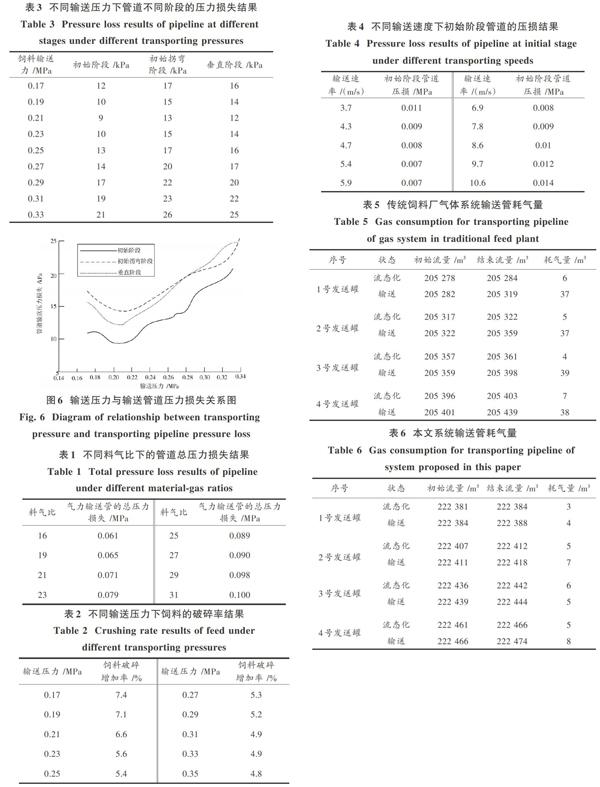
通過調節供料器葉片轉速控制飼料的質量流量,得到不同料氣比下本文輸送管道的壓力損失情況見表1。
從表1數據可以看出:輸送管道的總壓力損失隨著料氣比的增大而增多;當料氣比較小時,系統的飼料輸送能力較差,且輸送過程所需的壓縮空氣體積也較大,會消耗系統大量的能源;但當氣料比值增加到一定數值后,空氣提供的壓力無法使飼料移動,造成管道的堵塞。因此選擇合適的氣料比值十分重要,當氣料比值在21~27之間時,本文系統的能耗不高且發生堵塞現象也不嚴重,具有較高的應用性。
3.2 輸送壓力與飼料破碎率關系
實驗采取改變調壓閥的開度改變輸送管道的壓力,之后進行數字化的飼料氣力輸送,將輸送結束后的飼料進行取樣,測量飼料的破碎率,表2為本文系統輸送后飼料的破碎增加率結果。
分析表2數據可知,不斷提升輸送壓力,輸送的飼料的破碎率有所降低,出現該結果是因為輸送壓力導致飼料的輸送狀態由過去的稀疏性輸送轉變為密集型輸送,減低輸送過程飼料間的相互碰撞和飼料與管道壁間的摩擦,因此飼料的破碎率顯著降低,飼料的供給能力增強。從表中可知,本文系統在輸送壓力為0.35 MPa時的飼料破碎率最低。
3.3 輸送壓力對輸送管道壓損的影響
實驗通過在本文氣力系統的輸送管道中安裝多個壓力傳感器,采取改變飼料輸送管道壓力的方式,計算管道初始階段、初始拐彎階段以及后期垂直階段管道的壓力差,得到結果如表3所示,將表3結果用圖6表示。
分析表3和圖6可知,隨著輸送壓力的不斷增大,本文系統輸送管道的壓力損失結果均表現為先減少后增加的趨勢。從圖中曲線結果可以清晰的看出,當輸送壓力在0.20~0.22 MPa間時,本文系統輸送管道的壓力損失結果值均較小,說明處于該輸送壓力下飼料的流動狀態發生變動,致使管道輸送壓力損失處于較低水平。當飼料的輸送壓力大于該值后,圖中曲線明顯上升,說明該時刻下飼料顆粒間相互作用導致在本文系統管道內的積累加劇,產生較強的壓力損失。
3.4 輸送速度與輸送管道壓損關系
實驗通過控制壓縮空氣的體積量,并記錄壓力傳感器數值,計算不同空氣流量下氣體流速對本文系統初始階段輸送管道的壓損結果,如表4所示。分析表4中數據可知,當輸送飼料的速度在5.4 m/s和5.9 m/s時,本文系統初始階段管道的壓力損失最低僅有0.007 MPa。在飼料輸送速度小于該區間值時,隨著輸送速度的提升,飼料在管道底部的積累量逐漸減少,同時飼料與管壁的摩擦也逐漸減少,因此對管道的壓力慢慢減小;當輸送速度大于該區間的速度時,隨著輸送速率的提升,飼料顆粒間的作用力逐漸加強,使顆粒的起伏速度變化增強,因此出現壓力損失增加的結果。
實驗將傳統飼料廠氣力系統的耗氣量與本文系統的耗氣量進行對比,分析本文系統是否可以在應用中節省能量,表5和表6分別為傳統飼料廠氣力系統和本文系統的輸送管耗氣量結果。
對比分析表5和表6數據可知,本文系統在進行飼料的氣體輸送時,消耗的空氣量較少,說明本文系統在實際應用中實用價值高。
4 結 論
本文設計的數字化連續式密相飼料氣力系統,將料氣比控制在21~27之間時系統輸送管道總壓損最小,控制輸送飼料的速度在5.4 m/s和5.9 m/s也可降低輸送管道壓損。將本文系統與傳統飼料廠的空氣消耗量進行對比可知,本文系統的實際能量消耗低,應用價值高。
參考文獻
[1] 劉峰,孫春一.氣力輸送系統彎管部分沖蝕磨損計算探討[J].飼料工業,2015,36(3):9?11.
LIU Feng, SUN Chunyi. Discussion about erosion wear calculation of bend pipes in pneumatic conveying system [J]. Feed industry, 2015, 36(3): 9?11.
[2] 鄭青松.機車脈沖式氣力輸送固定上砂設施探討[J].鐵道標準設計,2016,60(4):130?133.
ZHENG Qingsong. Discussion on fixed pulse pneumatic sand feeding facilities for locomotive [J]. Railway standard design, 2016, 60(4): 130?133.
[3] 楊亮,呂健強,羅清堯,等.規模化奶牛場數字化網絡管理平臺開發與應用[J].中國農業科學,2015,48(7):1428?1436.
YANG Liang, L? Jianqiang, LUO Qingyao, et al. Study on digital network platform of large?scale dairy farms [J]. Scientia Agricultura Sinica, 2015, 48(7): 1428?1436.
[4] 胡東,王曉川,唐川林,等.氣力提升理論模型建立及驗證[J].高校化學工程學報,2016,30(5):1074?1081.
HU Dong, WANG Xiaochuan, TANG Chuanlin, et al. Modeling and validation of an airlift lifting system [J]. Journal of chemical engineering of Chinese universities, 2016, 30(5): 1074?1081.
[5] 郭俊凱.智能投料機氣力輸送系統設計[J].筑路機械與施工機械化,2017,34(8):106?109.
GUO Junkai. Design of pneumatic conveying system for intelligent batch feeder [J]. Road machinery & construction mechanization, 2017, 34(8): 106?109.
[6] 楊程,臧英,周志艷,等.基于PID算法的氣力式施肥機變量施肥控制系統設計與試驗[J].沈陽農業大學學報,2017,48(3):320?327.
YANG Cheng, ZANG Ying, ZHOU Zhiyan, et al. Design and test of pneumatic fertilizer applicator variable ratio fertilization control system based on PID algorithm [J]. Journal of Shenyang Agricultural University, 2017, 48(3): 320?327.
[7] 徐貴玲,陳曉平,梁財,等.密相氣力輸送系統中發送罐供料過程研究進展[J].鍋爐技術,2016,47(5):6?10.
XU Guiling, CHEN Xiaoping, LIANG Cai, et al. Review of study on feeding process of top discharge blow tank in dense?phase pneumatic conveying system [J]. Boiler technology, 2016, 47(5): 6?10.
[8] 舒彩霞,韋躍培,廖宜濤,等.油菜氣力式排種系統參數對其負壓特性的影響及風機選型[J].農業工程學報,2016,32(10):26?33.
SHU Caixia, WEI Yuepei, LIAO Yitao, et al. Influence of air blower parameters of pneumatic seed?metering system for rapeseed on negative pressure characteristics and air blower selection [J]. Transactions of the Chinese Society of Agricultural Engineering, 2016, 32(10): 26?33.
[9] 曹守啟,陳英才,劉雨青,等.養殖業餌料輸送自動化過程設計仿真[J].計算機仿真,2017,34(5):247?252.
CAO Shouqi, CHEN Yingcai, LIU Yuqing, et al. Design and simulation of the automatic process of feed delivery in aquaculture [J]. Computer simulation, 2017, 34(5): 247?252.
[10] 李勇,張濤,宋歡.橡膠廠炭黑氣力輸送系統設計[J].中國粉體技術,2015,21(2):98?102.
LI Yong, ZHANG Tao, SONG Huan. Design of carbon black pneumatic conveying system in rubber factory [J]. China powder science and technology, 2015, 21(2): 98?102.
