大型柴油機(jī)齒輪閉式鍛工藝開發(fā)和應(yīng)用
2018-10-24 06:27:24顏建斌東風(fēng)鍛造有限公司
鍛造與沖壓 2018年19期
關(guān)鍵詞:工藝
文/顏建斌·東風(fēng)鍛造有限公司
大型柴油機(jī)一般有5種齒輪,分別是惰輪、凸輪軸齒輪、燃油泵齒輪、空壓機(jī)齒輪和曲軸齒輪。其中空壓機(jī)齒輪和曲軸齒輪直徑比較小,形狀相對(duì)簡(jiǎn)單,我公司一般都采用HATEBUR實(shí)現(xiàn)閉式鍛。而另外3種齒輪直徑相對(duì)較大,需要沖幅板孔來實(shí)現(xiàn)減重,部分齒輪還要求壓凹字,目前我廠采用的是開式鍛,由于模具結(jié)構(gòu)復(fù)雜,工藝穩(wěn)定性差,造成產(chǎn)品質(zhì)量問題多、生產(chǎn)效率低等問題。特別是11L以上發(fā)動(dòng)機(jī)的惰輪和凸輪軸齒輪直徑達(dá)到了260mm,在我公司需要63MN以上設(shè)備才可生產(chǎn),而63MN設(shè)備主要生產(chǎn)的是附加值較高的曲軸,經(jīng)常出現(xiàn)由于產(chǎn)能限制,不能及時(shí)滿足客戶齒坯的訂單。因此需盡快通過工藝改進(jìn)來提升質(zhì)量,降低成本。
從鍛造發(fā)展來看,在熱模鍛壓力機(jī)上推廣閉式鍛是很有必要的。采用閉式模鍛有以下優(yōu)點(diǎn):⑴減少飛邊材料損耗;⑵節(jié)省切邊工序,降低切邊沖孔的復(fù)合度;⑶提高鍛件精度;⑷降低鍛造成形力,可實(shí)現(xiàn)小噸位設(shè)備生產(chǎn)大零件,是生產(chǎn)齒輪鍛件最優(yōu)方法。但在大型復(fù)雜齒輪上應(yīng)用,國(guó)內(nèi)鮮有報(bào)道,它有一定的難度。
柴油機(jī)齒輪閉式鍛工藝特點(diǎn)
柴油機(jī)齒輪幅板寬且薄,為了減重,一般要沖出幅板孔,部分產(chǎn)品設(shè)計(jì)時(shí)為了防止干涉,需要壓凹字,圖1所示凸輪軸齒輪幅板厚度要求為8mm,寬度達(dá)到了50mm,鍛造過程中該處金屬流動(dòng)急促,同時(shí)幅板為非加工面,也是機(jī)加工工序的初基準(zhǔn),對(duì)表面質(zhì)量和尺寸要求都比較高。
若采用鐓粗直接終鍛,模具壽命很難保證,因此在一般閉式鍛基礎(chǔ)上需增加預(yù)鍛。其幅板孔和中間孔可一次沖出,孔沖完后再進(jìn)行壓字。對(duì)于鍛造工序產(chǎn)生的變形,后序中可增加冷校正。最終根據(jù)其工藝特點(diǎn),確定其工藝流程為:鐓粗→預(yù)鍛→終鍛→沖孔→壓字→冷校正。
鍛件圖設(shè)計(jì)要領(lǐng)
大型柴油機(jī)齒輪閉式鍛鍛件圖設(shè)計(jì)可以參照一般鍛件圖的設(shè)計(jì),以下幾個(gè)方面需要在設(shè)計(jì)時(shí)特別注意:
⑴由于幅板存在加工基準(zhǔn)面與凹字面的問題,從鍛打方向看,幅板上用于后續(xù)加工定位的一面要放置在上方。
⑵為克服充不滿缺陷造成加工留黑皮,將不易充滿位置留在定位面反側(cè),通過增加加工余量消除充不滿造成的黑皮問題。圖1中A處為不易充滿位置,當(dāng)鍛件處于上偏差時(shí),其缺陷容易加工掉。
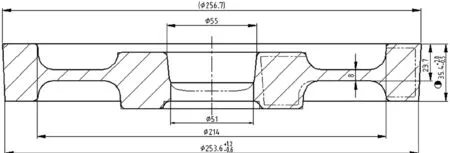
圖1 典型的凸輪軸齒輪
⑶加工余量選擇方面,由于錯(cuò)差小,圓周單邊取1.5mm,厚度方向單邊取2mm,經(jīng)驗(yàn)證是比較合適的。
⑷外圓周面拔模角選擇:相對(duì)于小閉式鍛的0.5°~1°,柴油機(jī)齒輪的拔模角取2°~3°,易出現(xiàn)頂出變形的,拔模角可適當(dāng)取大一點(diǎn)。
另外中間孔沖孔尺寸,若輪轂孔處薄時(shí),建議不要將中間連皮沖干凈,需要留一定飛邊以減少?zèng)_孔力,防止沖孔變形而加工留黑皮。
成形力計(jì)算及設(shè)備選擇
在齒輪件閉式鍛工藝上,我們?cè)O(shè)計(jì)開發(fā)一直傾向于無飛邊鍛造,在設(shè)計(jì)中要求的是鍛件未出毛刺時(shí),鍛件充滿情況已經(jīng)比較好。從該角度考慮,我們認(rèn)為其成形力的計(jì)算可以參照開式鍛。其計(jì)算方法參照我廠經(jīng)驗(yàn)公式:

式中:K經(jīng)—根據(jù)成形力經(jīng)驗(yàn)曲線(圖2)查出的數(shù)值;
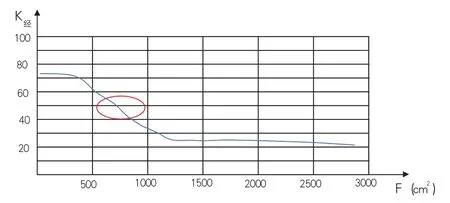
圖2 成形力經(jīng)驗(yàn)曲線
K1—鋼種系數(shù)(齒輪鋼參照中碳低合金鋼為1.1);
F—包括飛邊橋部在內(nèi)的鍛件投影面積(cm2),閉式鍛時(shí)就是鍛件本體的投影面積。
以63MN上生產(chǎn)某齒輪為例,直徑約為260mm,對(duì)應(yīng)鍛件的投影面積為530cm2,從圖2中查出K經(jīng)值為60,得出P值計(jì)算結(jié)果:

作為安全系數(shù)選擇問題,在開式鍛中考慮到坯料體積和加熱溫度等變化以及封高調(diào)整問題會(huì)使成形力急劇增加,需要增加15%~20%的安全系數(shù)。由于閉式鍛對(duì)管理提出了更高的要求,可以體現(xiàn)在以下2個(gè)方面:
⑴坯料采用高速帶鋸等精度高設(shè)備下料,坯料體積公差有了更嚴(yán)的要求;
⑵加熱溫度的穩(wěn)定性要求更高,低溫鍛打時(shí)鍛件一般充不滿,也不會(huì)出現(xiàn)毛刺,這樣可以避免設(shè)備載荷的急劇增加。
我們認(rèn)為設(shè)備的安全系數(shù)增加10%是合適的,這樣需要選型的設(shè)備噸位為3850t。
從以上的計(jì)算來看,選擇40MN是合適的。同時(shí)我們對(duì)鍛打過程電流變化的觀測(cè),閉式鍛生產(chǎn)中沒有顯著增加其電流,說明在40MN上對(duì)設(shè)備載荷是安全的。
下料規(guī)格及重量控制要求
閉式鍛對(duì)于坯料要求比開式鍛更嚴(yán),一般除對(duì)重量公差有要求外,坯料規(guī)格長(zhǎng)徑比一般也希望在1.5~2.0之間。由于柴油機(jī)齒輪公差相對(duì)較大,根據(jù)我廠實(shí)際情況,坯料要求也可適當(dāng)放寬。
坯料重量控制
按照終鍛上差1.0mm計(jì)算坯料名義重量,公差取坯料重量的±1%。采用鋸床下料,考慮零件重(平均重量在8kg以上),100%稱重勞動(dòng)強(qiáng)度大,而坯料長(zhǎng)度在100mm以上,按長(zhǎng)度公差±1mm控制即可。按此控制方法,綜合斜度公差,折合到重量公差基本在±1%左右,而對(duì)應(yīng)其鍛件厚度散差為0.3~0.4mm。
坯料規(guī)格確認(rèn)
在考慮長(zhǎng)徑比基礎(chǔ)上,大型零件閉式鍛中更多的要考慮鐓粗比問題。鐓粗比越大,由于加熱溫度均勻性問題,鐓粗餅越容易成為橢圓。按照經(jīng)驗(yàn),鐓粗比最好取7.0以下。
當(dāng)開發(fā)零件直徑在260mm左右時(shí),對(duì)應(yīng)坯料規(guī)格最好選擇在φ100mm以上,此時(shí)長(zhǎng)徑比可以選上差,這樣可以充分利用加熱不均勻性來調(diào)整鍛件充不滿的位置。
加熱質(zhì)量要求
閉式鍛作為一種提高鍛造精度的鍛造方法,加熱盡量做到少無氧化,一方面減少燒損,另一方面提高了表面質(zhì)量,可設(shè)計(jì)更小的鍛件加工余量。
轎車零件無飛邊鍛造采用保溫感應(yīng)器來保證加熱質(zhì)量,對(duì)大型零件同樣適用。但根據(jù)大型零件的加工要求,采用普通感應(yīng)器同樣可以滿足。對(duì)其長(zhǎng)度方向溫度差異問題,鐓粗后可以將坯料溫度低面朝向易充滿位置,來避免鍛件產(chǎn)生充不滿缺陷。
模具設(shè)計(jì)
模具設(shè)計(jì)是閉式鍛成形的關(guān)鍵,相對(duì)于開式鍛模具設(shè)計(jì),需要解決頂料行程、模具結(jié)構(gòu)以及合適的成形工藝等問題,其中成形工藝設(shè)計(jì)中要能實(shí)現(xiàn)無飛邊鍛造。
模具結(jié)構(gòu)
在現(xiàn)有夾持器和頂料結(jié)構(gòu)基礎(chǔ)上,通過局部改造,利用直頂桿取代原丁字頂桿,充分利用原頂料桿的空行程,滿足閉式鍛工藝的頂料需求。由于現(xiàn)有模架封高及結(jié)構(gòu)的限制,模具頂桿的行程需要放置在模架內(nèi),采用組合式閉式模具結(jié)構(gòu)(圖3)。其結(jié)構(gòu)有以下2個(gè)特點(diǎn):
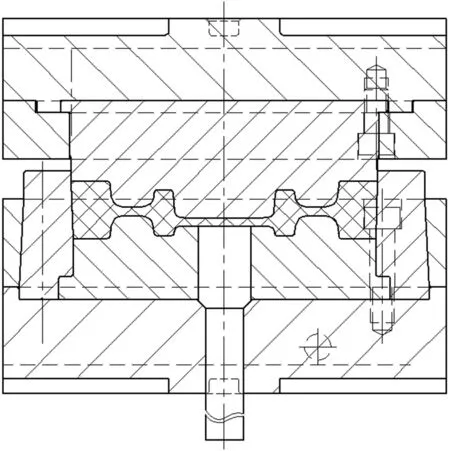
圖3 預(yù)終鍛模結(jié)構(gòu)
⑴采用了V形頂桿,可以解決傳統(tǒng)頂桿接觸面發(fā)生鐓粗變形而導(dǎo)致頂桿卡死,影響正常生產(chǎn)。
⑵采用鑲塊式結(jié)構(gòu),易于實(shí)現(xiàn)規(guī)格系列化,實(shí)現(xiàn)標(biāo)準(zhǔn)化制造,同時(shí)與鍛件非接觸模具部分,可以采用較為便宜的模具材料。
成形工藝
由于該類齒輪幅板面積大,導(dǎo)致幅板位置金屬流動(dòng)急促,而幅板為非加工面,表面質(zhì)量要求較高,成形上增加了預(yù)鍛。其成形工藝同開式鍛:鐓粗→預(yù)鍛→終鍛。其設(shè)計(jì)要點(diǎn)如下:
⑴鐓粗設(shè)計(jì)。由于增加了預(yù)鍛,鐓粗采用簡(jiǎn)單平面鐓粗即可,要求鐓粗餅外徑與預(yù)鍛型腔外徑保持接近,用鐓粗外圓來實(shí)現(xiàn)定位。
⑵預(yù)鍛設(shè)計(jì)。預(yù)鍛設(shè)計(jì)可參照開式鍛設(shè)計(jì),與終鍛相比,直徑、厚度尺寸做相應(yīng)增減,體積為終鍛的1.03~1.05倍。
1)為使預(yù)鍛件易于放進(jìn)終鍛模膛,預(yù)鍛件內(nèi)側(cè)尺寸應(yīng)比終鍛件大0.5mm左右,外側(cè)尺寸小于0.5~1.0mm。但是,在輪輻向輪緣過渡處,雖然這部分是內(nèi)側(cè)尺寸,預(yù)鍛工步可比終鍛工步尺寸小,以保證終鍛該處易于充滿。
2)輪輻厚度尺寸。預(yù)鍛工步可以和終鍛工步相等或略小,一般相差0.5~1.0mm。
3)輪轂部分。預(yù)鍛工步的體積比終鍛工步的體積大1%~1.5%。
高度方向一般最后來定,為了保證預(yù)鍛不會(huì)出毛刺,一般預(yù)鍛工步體積為終鍛的1.03~1.05倍,對(duì)應(yīng)尺寸比終鍛工步尺寸應(yīng)大1~2mm。
⑶終鍛設(shè)計(jì)。終鍛熱鍛件圖的形狀尺寸一般與冷鍛件圖對(duì)應(yīng)。但由于后序的沖孔可能存在局部變形,可根據(jù)模鍛情況對(duì)局部尺寸作適當(dāng)修整,如中間輪轂部分容易沖孔拉塌,在終鍛設(shè)計(jì)時(shí)就可以進(jìn)行適當(dāng)補(bǔ)償增加加工余量。
聯(lián)合模設(shè)計(jì)
由于采用了閉式鍛工藝,省去了切邊工序,相對(duì)于原開式鍛工藝采用的聯(lián)合模如圖4所示,在模具設(shè)計(jì)上可進(jìn)行簡(jiǎn)化。設(shè)計(jì)的聯(lián)合模分為2個(gè)工步,左邊為沖孔工序,右邊為壓字工序。在上模板上并列安裝幅板孔沖頭和壓字沖頭固定器,壓字沖頭固定器上安裝壓字沖頭,在下模板上對(duì)應(yīng)位置并列安裝沖孔凹模和壓字胎模。該模具適合在壓床上對(duì)齒坯熱鍛件進(jìn)行幅板沖孔和壓凹字,相對(duì)于原有模具結(jié)構(gòu),制造簡(jiǎn)單,調(diào)整方便。
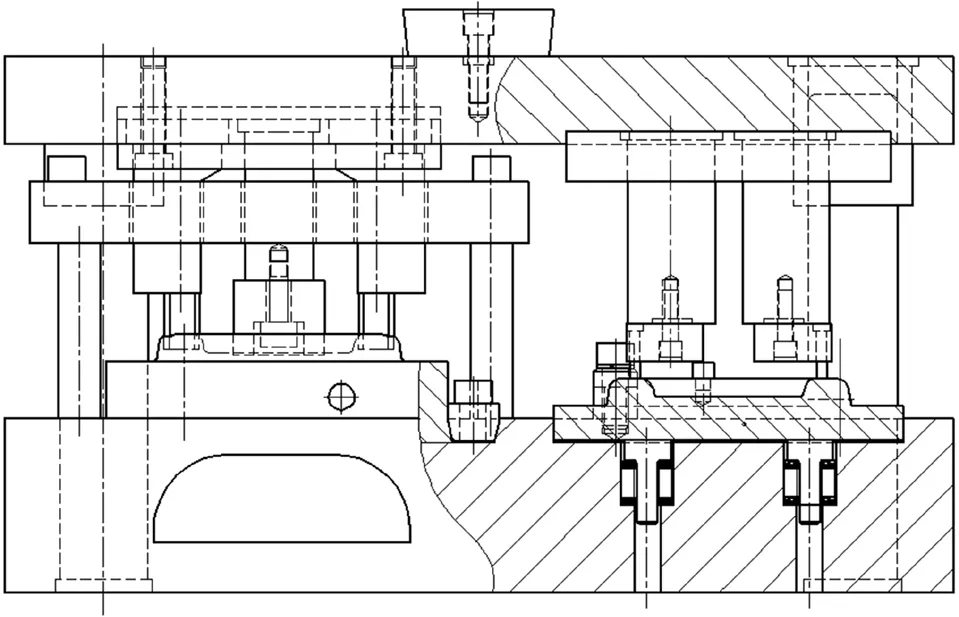
圖4 聯(lián)合模
操作
設(shè)計(jì)合理的閉式模鍛工藝會(huì)降低工人的勞動(dòng)強(qiáng)度,簡(jiǎn)化其操作,但操作中需要注意兩點(diǎn):一,閉式模鍛件是不能返修的。二,操作中最忌諱粘模。需要操作者在生產(chǎn)中注意以下幾點(diǎn):
⑴開始時(shí)生產(chǎn)節(jié)拍不宜太快,按操作熟練程度逐步提高節(jié)拍;
⑵鐓粗高度必須調(diào)整到位,保證鐓粗餅與型腔保持一致,實(shí)現(xiàn)定位;
⑶必須嚴(yán)格控制模具的預(yù)熱溫度,及時(shí)、規(guī)范地進(jìn)行模具的冷卻和潤(rùn)滑,防止粘模;
⑷選用合手的夾鉗,由于不能像開式鍛工藝一樣夾持飛邊,最好根據(jù)每個(gè)零件特點(diǎn)設(shè)計(jì)合適的夾鉗。
為保證鍛件的質(zhì)量與精度,應(yīng)盡量創(chuàng)造不間斷連續(xù)生產(chǎn)的條件和環(huán)境,以降低鍛件尺寸的波動(dòng),這是極為重要的,建議對(duì)閉式模鍛生產(chǎn)實(shí)行專人、專機(jī)管理。
結(jié)論
我們先后開發(fā)了6種鍛件并進(jìn)行了批量生產(chǎn),驗(yàn)證了其分析和設(shè)計(jì)是正確的,在熱模鍛壓力機(jī)上實(shí)施大型柴油機(jī)齒輪無飛邊模鍛是可行的。通過分析開發(fā)過程,可以得出以下結(jié)論:
⑴合理的閉式鍛工藝所需成形力比開式鍛小,通過閉式鍛開發(fā)可以實(shí)現(xiàn)小設(shè)備生產(chǎn)大零件,同時(shí)簡(jiǎn)化了工藝、降低了材料消耗,實(shí)現(xiàn)了閉式鍛工藝的突破。
⑵閉式鍛工藝是齒盤類零件鍛造工藝發(fā)展的方向,通過選擇合適的模具結(jié)構(gòu)和成形方式,大部分齒盤類零件是可以實(shí)現(xiàn)無飛邊鍛造的。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52