提高熔體直紡滌綸137dtex/36f POY產品質量的探討
2018-10-23 02:58:32倪鳳軍
紡織報告 2018年7期
倪鳳軍
(恒力宿遷工業園江蘇德力化纖有限公司,江蘇宿遷 223800)
近幾年來,滌綸長絲POY總產量在不斷增加,常規產品市場競爭激烈,利潤空間小。下游紡織用戶對原料的要求也發生了很大的變化,在織造過程中要求斷頭少,優等品率高,消耗低等。為適應市場需求,本研究對現有的137dtex/36f POY產品直紡裝置進行攻關,重點對工藝參數的選擇進行探討,成功地生產出優質的POY產品,深受客戶歡迎。
1 生產原料及設備
1.1 原料
PET熔體:特性粘數0.640~0.647dl/g,熔點大于260℃,端羧基含量(26~28)mol/t,DEG 含量(1.20±0.02)%,恒力化纖有限公司A線生產;德國S+S公司產L165油劑。
1.2 生產設備和測試儀器
瑞士MAAG公司增壓泵;德國SULZER公司熱交換器;德國ZIMMER公司紡絲箱體;德國馬爾公司2.4*10cc計量泵和0.08*10油劑泵;德國Barmag公司的ACW6卷繞頭;德國Barmag公司原裝FK6-1000v加彈機。
瑞士Uster-IV型強伸儀;Uster-IV型條干儀;德國TESTO公司風速儀;TEXTECHNO熱應力儀。
1.3 工藝流程
聚酯熔體(吉瑪裝置)→增壓泵(吉瑪裝置)→熔體輸送管道(吉瑪裝置)→紡絲箱體(吉瑪裝置)→計量泵(馬爾)→組件(吉瑪裝置)→側吹風(吉瑪裝置)→上油(吉瑪裝置)→卷繞成型(巴馬格)→檢驗→包裝出廠。
1.4 主要工藝參數 (表1)
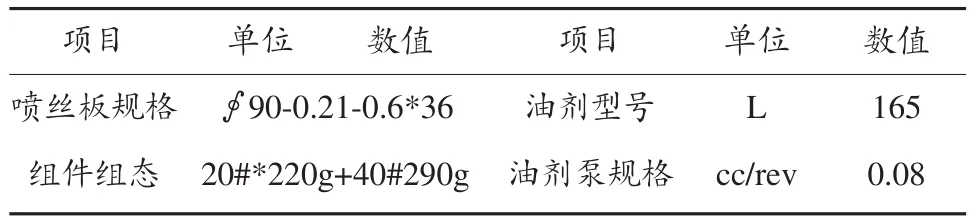
表1 因子和水平表

續表1
由表2可知,安裝緩冷器時,將溫度設定在290℃左右,可以有效地對噴絲板表面起到保溫作用,進而減少了絲條因過早冷卻產生的較高的紡絲張力而發生的取向結晶,達到了增加NDR的目的[1]。
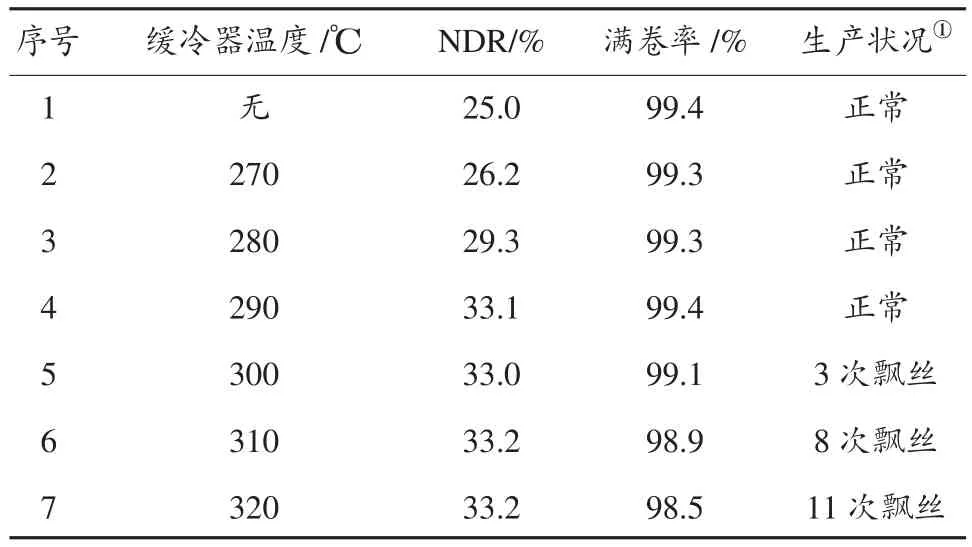
表2 緩冷器溫度實驗
2 結果與討論
2.1 緩冷器的設置
滌綸POY137dtex/36f的可加工性可以對它的一些物性指標進行考量。就其S-S曲線而言,它的NDR(自然拉伸區)逾長其后加工性逾強。經過實驗發現合理有效地使用緩冷器能有效地提高POY的NDR,見圖1、圖2。

圖1 無緩冷器NDR=25%
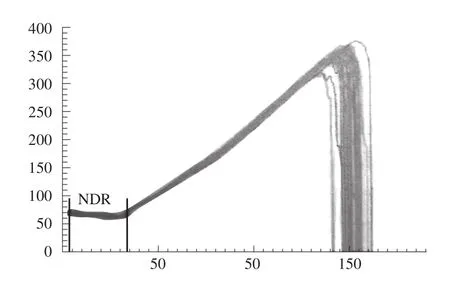
圖 2 緩冷器 290℃ NDR=33%
2.2 噴絲板管制
噴絲板的設計在化學纖維生產中很重要。綜合考慮剪切速率、噴絲頭拉伸比、熔體的膨化比和噴絲板背壓等要素,進行設計一般不會出多大的問題。實際使用中發現,噴絲板的管理更重要。管理不好會造成生產狀況不穩定,異常增多,消耗增加,產品質量難以控制。很大一部分原因在于對噴絲孔的出絲口處的磨損沒有管制好。圖3為使用過一段時間后噴絲孔口在顯微鏡下所拍攝的寫真照片。從圖中可看到,噴絲孔有明顯的磨損量(B),它隨著噴絲板在機使用時間的加長而變大。噴絲板在機使用情況見表3。
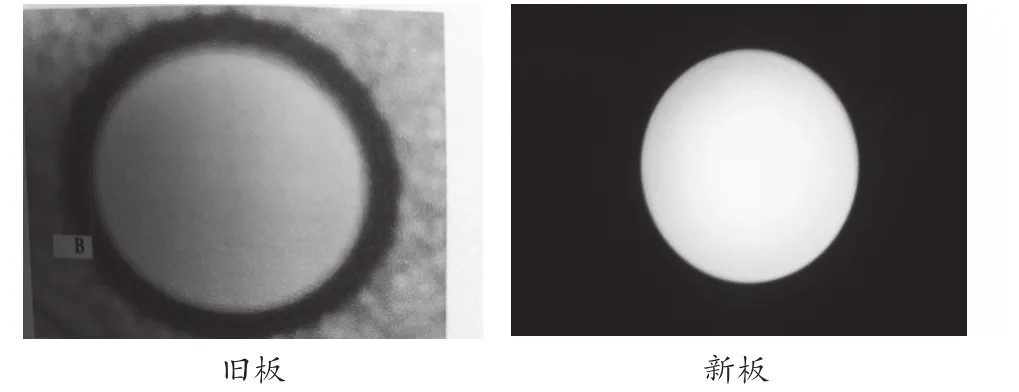
圖3 噴絲孔新舊版對比

表3 噴絲板在機使用時間與紡況
由表3可以看出,當噴絲板在機使用時間達到8 000h~10 000h 后, 噴 絲 孔 的 磨 損 量 達 到19%~20%,POY和DTY的生產狀況開始變差。在這以后,繼續使用該噴絲板生產惡化的速度進一步加快。因此,噴絲板的使用壽命要有合理的規定。常規的滌綸半消廣絲生產用噴絲板的壽命可以控制在8000h~10 000h、磨損量控制在 19%~20%,保證同規格的噴絲板在機時間基本接近。
2.3 側吹風
側吹風是用來對絲條冷卻的,它的穩定性對POY的條干變異系數、熱應力變異系數有很大的影響。側吹風送風不穩定,意味著同一根絲在不同的位置其物性存在明顯差異。絲條的物性不穩定,變異系數變大,加工性差。如果側吹風室內的風壓不均勻,不同位置間存在差異,那么同一紡位不同絲條間就存在明顯的差異,由于有這樣的差異存在,同一批號產品的質量差異就大,同樣會導致后加工性差。針對上述兩個問題將側吹風的風速由原先的0.35m/s提高到0.45m/s;側吹風多層網的清洗周期由原先的一年縮短到7個月;過濾網的更換周期由原先的半年改為4個月;選用過濾效果更強的無紡布進行過濾。這樣就可以將POY的條干變異系數控制在0.8%以下;熱應力變異系數控制在1.0%以下[2]。
2.4 集束上油
集束上油對137dtex/36f POY不可小看。上油位置如果不合適,會導致絲條的凝固點位置不穩定,這樣會造成絲條的條干不均率變大,加工性變差。經過多次實驗,發現集束位置在離噴絲板900mm~1 000mm處比較合適,此時絲條穩定,不均率較小。上油的均勻性取決于油劑的滲透性。137dtex/36f單絲粗,上油不容易均勻。針對這一問題,采用小規格油劑泵、高液位差以及多集油層的油嘴進行上油,解決了上油困難的問題,見圖4。
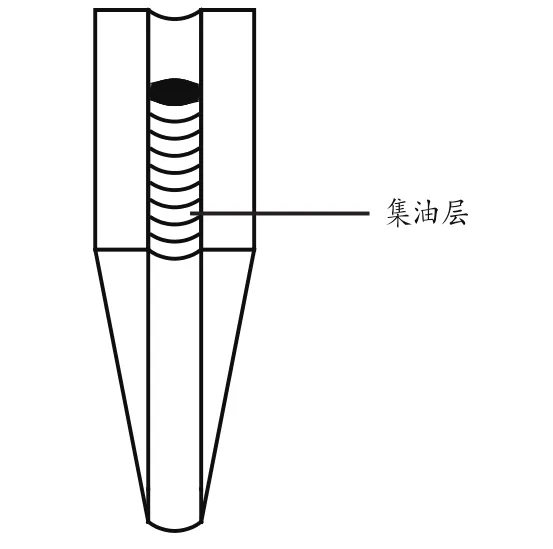
圖4 多集油層的油嘴
2.5 紡絲速度
紡絲速度的選擇對于137dtex/36f POY的加工性非常重要。速度選擇過低,剩余伸長偏大,后紡的牽伸倍數就會隨之增大。同時POY的熱應力低,DTY的T2張力低,DTY車速就無法開高,機臺效率低。提高DTY機臺效率的方法之一,低牽伸高車速。這樣就只能將POY的剩余伸長降低。適當提高POY的生產速度,同時兼顧考慮盡量減少POY由于高車速導致的過高的取向結晶和上油不均。經過實驗發現POY車速在 3 250~3 320m/min時,剩余伸長在 130% 左右。此時的DTY加工速度可以開到1 000m/min;AA率在92%;每小時斷紗小于0.7條,大大提高了DTY的機臺效率。
3 結語
在熔體直紡生產滌綸137dtex/36f POY時可以通過下列方法提高POY產品的后加工性能,DTY車速可以開到1 000m/min,AA率達到92%。
(1)采用緩冷器、溫度控制在290℃左右,對噴絲板表面溫度減緩取向結晶,增大NDR。
(2)控制噴絲孔磨損量不超過20%,在機使用時間 8 000h~10 000h 后及時淘汰,同規格噴絲板間磨損量的一致性。
(3)選擇過濾效果優良的過濾材料做過濾,適當提高送風壓力,保證送風系統長期穩定,將熱應力變異系數控制在1.0%以下。
(4)選擇合適的集束上油位置,采用滲透性強的油劑和集油相對多的油嘴上油,使用小規格油劑泵和和適當提高供油壓力,可以將條干CV值控制在0.80%以下。
(5)采用高速紡絲,將POY的剩余伸長控制在130%左右,便于DTY提高車速。
