現代衛生紙機卷取控制研究
2018-10-21 10:11:27葉鳳英胡慕伊
中國造紙 2018年12期
關鍵詞:自動化
葉鳳英 胡慕伊

摘要:詳細分析了衛生紙機卷取動作過程,改善原有卷取部的結構,增加了起重臂環節,并利用西門子CFC軟件完成對起重臂動作編程的增補。提高了卷取部的穩定性,加強了紙機的智能化,同時也保證了紙機卷取效率和安全性。
關鍵詞:紙機;卷取部;起重臂;自動化
中圖分類號:TS736+.2
文獻標識碼:A
DOI:10.11980/j.issn.0254508X.2018.12.009
隨著經濟的發展,人們的生活水平不斷提高,消費者對生活用紙的需求在不斷的擴大[1];近年來,我國造紙行業迅猛發展更是推動了制漿造紙機械行業的進步,而造紙機械制造企業只有不斷的調整自身產品的結構,加大技術的研發力度,提升機械自動化能力,才能取得更好的效益和發展前景。
根據我國制漿造紙裝備制造業“十三五”發展展望,中高速文化紙機和生活用紙機需要進行優化和完善[2]。關于衛生紙機的改造,余章書[3]提出了將圓網衛生紙機改為長網紙機,在投入生產后產量和產品品質都得到了提高;孟彥京等人[4]提出了紙機傳動控制系統速度鏈與負荷分配解決方案,提高了紙機控制精度。在衛生紙機中,所用到的機械設備太多,有流漿箱、成形網、成形輥、毛毯、揚克缸、施膠機、壓光機、卷取機等,這些設備均和最終成紙質量的好壞息息相關。卷取機,作為造紙環節中的最后一個環節,卷取效果的好壞會直接影響到最終成品質量的優劣;除要求在卷紙的過程中松緊均勻,還要保證一定的起皺率。如今紙機的最高運行速度已經超過2000 m/min,紙幅寬度11 m以上,隨著紙機車速和紙幅寬度的不斷增加,對紙機卷取的性能要求也越來越嚴格[5]。
1衛生紙機
衛生紙機系統主要由流漿箱、網部、壓榨部、干燥部、卷取部構成,其流程圖如圖1所示[6]。流漿箱主要作用是沿紙機橫向噴出均勻穩定的漿料,并控制好漿料的絮聚[7];網部是紙張成形的位置,使纖維分布均勻;壓榨部是借助機械壓力盡可能多地脫除濕紙幅水分;干燥部則是將濕紙幅進行干燥處理;卷取部在衛生紙機末端,把生產的紙幅卷成卷紙以便貯存和進一步加工。
作為紙機的最后一道工序,卷取機性能的好壞會影響到整個生產過程中的啟、停、升、減速[8];在紙廠中,工作人員通常要求原材料和過程參數變化越少越好,斷紙的概率越低越好,在開機和斷紙后需要盡快地達到目標質量的要求[9]。
本課題詳細介紹了衛生紙機卷取部動作過程,設計并改善了卷取部動作,通過增加起重臂的環節,使卷取過程達到“閉環控制”。利用西門子CFC軟件,來實現對該動作過程控制編程的增補。
2衛生紙機卷取部
2.1卷取過程
圖2為衛生紙機卷取結構示意圖。從圖2可以看出,紙張從烘干部出來,經過卷筒區域,卷繞到空卷筒上,并連續卷繞;在主臂區域,完成卷筒初卷紙過程并傳送到二次臂區域;在紙卷筒完成卷取后,由二次臂踢到剎車裝置,使紙卷筒速度完全停止;然后紙卷筒被踢到稱量位置完成稱量;接著利用拔軸器將卷芯軸取出并套上紙芯,利用起重臂將新的空卷筒運送到卷筒存放架上,并由卷筒存放架上的汽缸將空卷筒運送到抓取位置;最終通過裝卸臂將空卷筒轉移到主臂區域,完成一整套的卷取動作。
卷筒支承在卷筒區域中,卷筒將最初的引紙帶壓在卷筒區域上,并確保必要的輥硬度,卷筒區域如圖3所示。刮刀用來清理卷筒,防止卷筒在尾部纏繞,圖4為刮刀示意圖。刮刀位于卷筒下面并支撐在基座中。固定在刮刀座上,刮刀座上有兩個氣動軟管,軟管根據氣動原理帶動刮刀,實際的操作壓力會根據相應的要求進行調整。
圖5為紙機卷取結構主臂區域。從圖5可以看出,前側和驅動側各有一個主臂,兩個主臂通過導桿、臂和橫軸相互連接,因此這兩個臂具有同步性;主臂安裝在主臂軸承組件上并固定在主基座上,主臂區域的上臂會抱緊主臂上的空卷筒,主臂由液壓缸驅動,卷筒在松脫過程中會補償卷筒在主臂區域卷繞時不斷增加的紙質量所帶來的影響。旋轉汽缸使主臂旋轉,主臂與卷筒一起轉動到可以進行轉移動作的位置;在該動作過程中,會通過角度編碼器來檢測每個動作的位置。
主臂會從卷筒存放架上通過裝卸臂接到空卷筒,并將卷筒轉接到二次臂區域;液壓缸帶動整個主臂從裝載位置動作到改變位置,最后旋轉到轉移位置,其動作狀態,如圖6所示,整個過程都是通過角度編碼器來檢測主臂的位置。
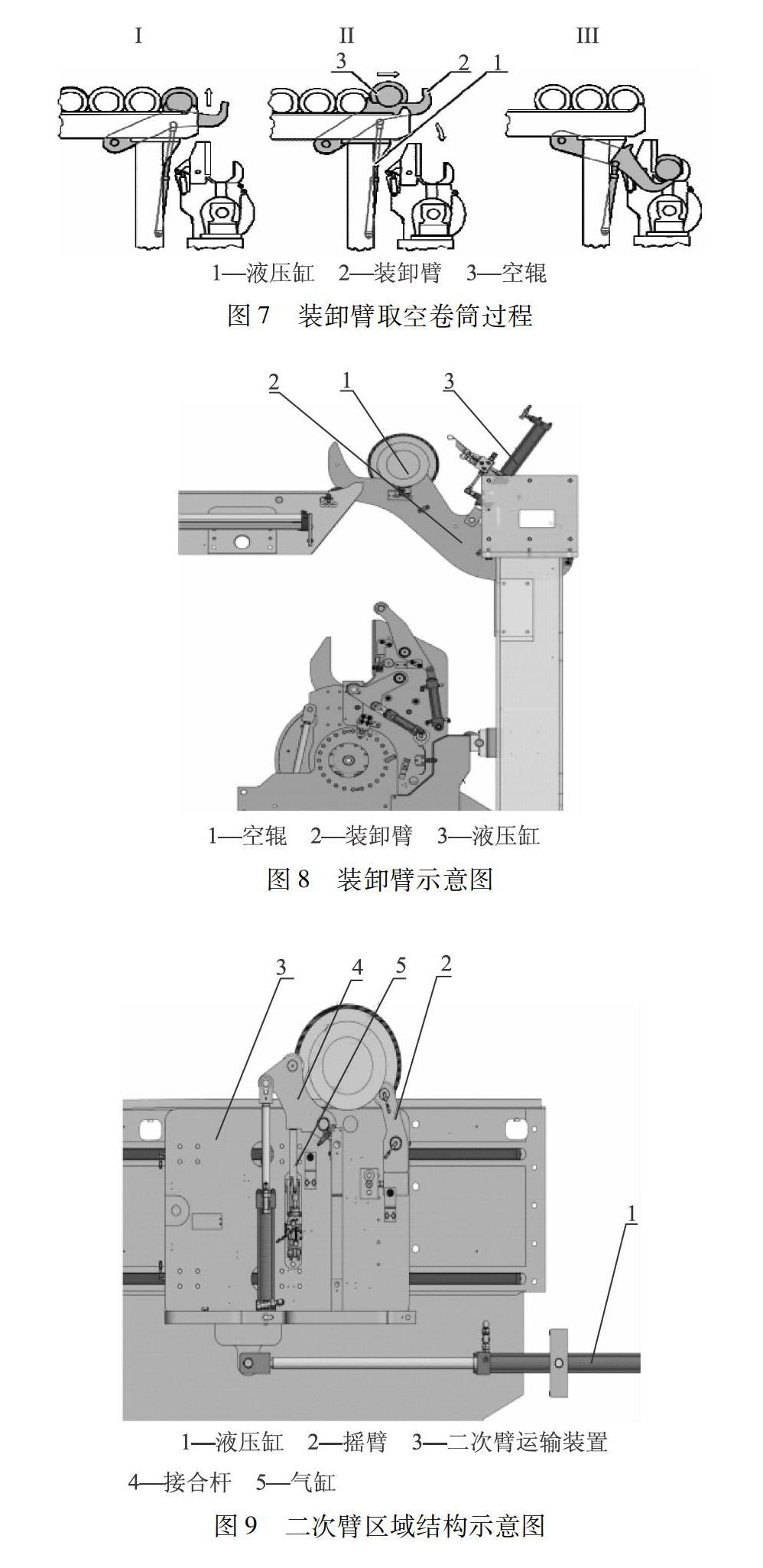
裝卸臂的作用是將空卷筒從卷筒存放架上抓取位置取出并轉移給主臂,裝卸臂通過液壓缸進行動作,裝卸臂取空卷筒的過程如圖7所示,裝卸臂結構示意圖如圖8所示。
開始卷取紙的卷筒轉移到二次臂區域,卷取動作一直進行,直到紙卷的卷幅達到額定的直徑;二次臂從主臂上接過紙卷筒,并在動作過程中產生所需的線性負載;二次臂上的運輸裝置由液壓缸移動,利用集成在液壓缸中的位置傳感器測量前臂和驅動側副臂的位置,二次壁結構示意圖如圖9所示。
圖10為起重臂結構示意圖。從圖10中可以看出,起重臂通過液壓缸旋轉,起重臂轉動并將空卷筒抬升到最前沿的旋轉棘爪位置;當起重臂向下運動時,旋轉棘爪可旋轉;在不斷下移過程中,當棘爪碰到空卷筒時,由于自身可以旋轉活動,前沿會向內折疊,整個起重臂繼續向下,當下降到一定位置時,棘爪依靠自身重力的作用重新打開,并勾住空卷筒,將空卷筒成功地運送到卷筒存放架上。和原有卷取部的設計相比,起重臂前沿的旋轉棘爪取消了原有的利用氣缸控制,全新的起重臂設計采用純機械式連接,在起重臂下降過程中棘爪在碰到空輥子時由擠壓作用力進行折疊,在折疊過程中逐漸下移,當棘爪不在接觸輥子時,棘爪能夠完全依賴重力作用而回到原位勾住輥子,在完成動作的情況下減少氣缸的數量,降低了生產成本。
卷筒存放架的作用,是將空輥子移交到主臂區域上方裝卸臂前面的抓取位置。空卷筒滑輪輸送裝置由兩個無桿氣缸組成;氣缸將空輥子踢到抓取位置,整個過程中依靠接近開關來檢測輥子的位置。
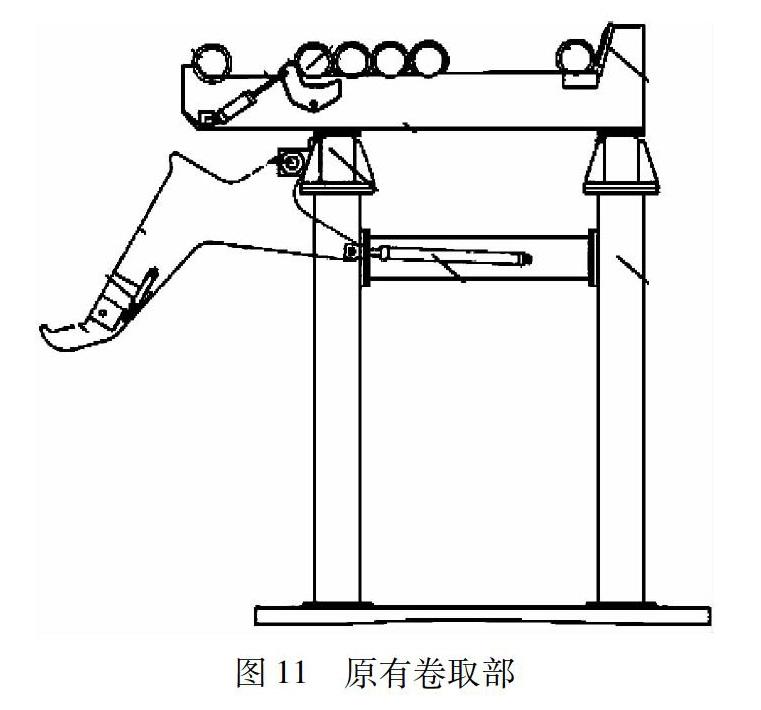
空輥子在抓取位置時,通過接近開關來檢測輥子是否到位,主臂同時在裝載位置等待;此時,裝卸臂先抬起,再提取空輥子,并通過自身前沿位置的接近開關檢測是否完全提取成功;當檢測成功提取后,裝卸臂開始下移,將輥子落到主臂上,并開始進行卷取;和原有卷取部(見圖11)相比較而言,稱量結構也進行了優化,使輥子稱量過程更加穩定,降低輥子在稱量時發生掉落事故,稱量動作結束以后,利用拔軸器將鐵芯抽出,并裝上紙芯筒;起重臂此時落下,提取空卷筒到卷筒存放架;空卷筒從卷筒存放架上被踢到抓取位置,等待下一次卷取動作[10]。
與之前的卷取部相比,現代衛生紙機增加了起重臂的環節,空卷筒能夠自動回到卷筒存放架上,而無需使用人力和行車來吊取空卷筒。除了增加起重臂環節以外,拔軸器的增加與原有卷取部也不同。拔軸器在稱量過程完成后開始動作,它的功能是將紙卷筒與空輥子脫離,被取出的空輥子能夠投入到下一次卷取過程中循環使用。該裝置和起重臂配合使用,共同完成空輥子自動提取的任務。
2.2起重臂自動化相關設計
表1為起重臂接近開關數量及型號。在起重臂上,運用接近開關來檢測每個動作點位置。接近開關是一種無需與運動部件直接進行機械接觸而可以操作的位置開關,當物體接近開關的感應面到動作距離時,不需要機械接觸及施加任何壓力即可使開關動作,從而驅動直流電器或給計算機可編程邏輯控制器(PLC)裝置提供控制指令;起重臂具有動作可靠、性能穩定、頻率響應快等特點,被大量的運用在制漿造紙機械中。
3結語
對于原有的卷取部,在當前的卷取動作完成后,紙卷筒被取走,之后,需要用車間內的行車以及由卷取崗位的工作人員來將空輥子吊到卷筒存放架上,以保證有足夠的空輥子可以繼續使用;通過增加起重臂環節,實現了自動提取卷筒的功能,整體上提高了紙機卷取的自動化水平,提高了紙機卷取的效率,加強了卷取的平穩性,更降低了人力的消耗,同時也保障了人員的安全。
參考文獻
[1]Chen Fukun. Development trend of Chinas papermaking machinery and equipment industry [J]. Technology Innovation and Application, 2012, 10: 60.
陳付坤. 我國造紙機械設備的行業發展趨勢[J]. 科技創新與應用, 2012, 10: 60.
[2] Yang Xu, Zhang Hui. Development prospect of Chinas pulp and paper equipment manufacturing industry in 13th FiveYear [J]. China Pulp & Paper Industry, 2016, 37(11): 32.
楊旭, 張輝. 基我國制漿造紙裝備制造業“十三五”發展展望[J]. 中華紙業, 2016, 37(11): 32.
[3] YU Zhangshu. The Retrofitted of Tissue Machines[J]. China Pulp & Paper, 2013, 32(7): 46.
余章書. 衛生紙機的改造[J]. 中國造紙, 2013, 32(7): 46.
[4] MENG Yanjing, LI Honglei. Study on Drive control System of Highspeed Tissue Machine[J]. China Pulp & Paper, 2011, 30(6): 53.
孟彥京, 李紅壘. 高速衛生紙機傳動控制系統研究[J]. 中國造紙, 2011, 30(6): 53.
[5]Pellinen K. Arrangement in tissue machine: US 6200425[P]. 20010313.
[6]Liu Dong. The control strategy for reeler driving of highspeed paper machines[J]. China Pulp & Paper Industry, 2013, 34(16): 13.
劉棟. 高速紙機卷取傳動控制策略[J]. 中華紙業, 2013, 34(16): 13.
[7]Hong Hongqin, Lei Guangyou, Wu Jiamin. BF12 high speed toilet paper machine process [J]. Paper Science & Technology, 2008, 27(5): 51.
洪紅琴, 雷光友, 吳家敏. BF12高速衛生紙機工藝流程[J]. 造紙科學與技術, 2008, 27(5): 51.
[8]Liu Furong, Gan Zhaohui, Sun Baotai. Research on Modeling and Simulation of Center Winder Tension Control System[J]. Journal of System Simulation, 2000, 12(3): 233.
劉芙蓉, 甘朝暉, 孫寶泰. 中心卷取張力模型的探討與仿真[J]. 系統仿真學報, 2000, 12(3): 233.
[9] Xia jirui, Zhang Fengyu. Intelligentization of high speed tissue paper machines[J]. China Pulp & Paper Industry, 2016, 37(8): 73.
夏吉瑞, 張鳳玉. 高速衛生紙機的智能化[J]. 中華紙業, 2016, 37(8): 74.
[10]Ragard J, Eriksson S. Method for winding a tissue web in a reelup in a paper machine: US 6705560 [P]. 20040316.CPP
(責任編輯:黃舉)
猜你喜歡
經營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22
