基于XRD的Inconel 690和321不銹鋼 異種金屬焊接殘余應力測試與分析
2018-10-19 09:53:06,,,,,
無損檢測 2018年10期
,,,,,
(中國核動力研究設計院 反應堆燃料及材料重點實驗室,成都 610213)
某小型反應堆中,兩個關鍵設備的連接是通過Inconel 690和321不銹鋼異種金屬焊接實現的,該焊接結構屬于大尺寸環形端接的特殊結構。焊縫采用自動添絲氬弧焊連續施焊365°,經由一百余道層焊接完成。因多層多道焊的應力累加,加之異種材料的冶金不連續和端接結構的應力難以釋放等問題,很可能給焊接接頭帶來安全隱患,引起應力腐蝕、疲勞斷裂[1]。
由于該焊接接頭結構在工程應用中可能會長期處于熱、力、輻照及冷卻劑循環腐蝕的復雜工況環境下,這種異種金屬焊接接頭往往是系統及設備的薄弱部件,常常在壽期之前就可能產生大量的缺陷。為了確認該結構在實際應用中的可靠程度,需掌握該結構焊接區域的應力水平和分布,繼而提供強度及剛度數據輸入,為后期的焊縫可靠壽命評估提供技術輸入。
目前殘余應力測試分為機械方法和物理方法:機械方法帶有破壞性,操作方法繁瑣;物理方法屬于無損測量方法,其中X射線衍射法是目前物理方法中較為成熟、應用最廣泛的方法[2-3]。筆者應用X射線衍射法測試異種金屬焊接接頭表面,獲得表面多個應力值,分析得出接頭狀態與分布。
1 試件及焊接工藝
采用與實際工程一致的材料、結構和工藝制作試件。試件由兩個大型設備端焊接而成,其材料分別是奧氏體不銹鋼321與Inconel 690合金,焊縫填充材料為鎳基690類焊絲ERNiCrFe-7A,焊縫的結構示意如圖1所示。
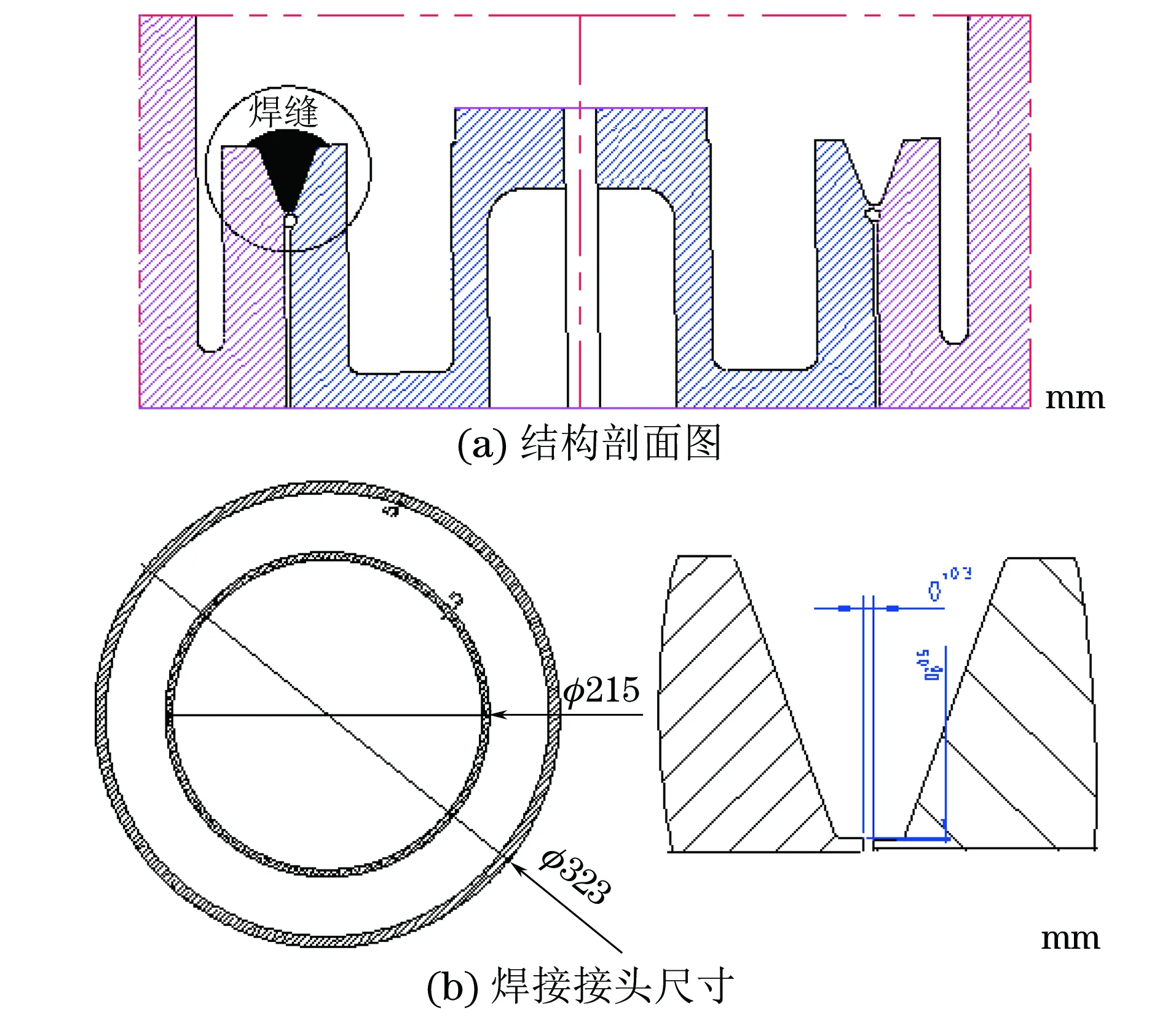
圖1 焊縫結構示意
焊縫及其附近為一環形結構,外徑達323 mm,內徑為215 mm,坡口角度為20°,深度達30 mm。為了防止角變形或自動焊時發生燒穿現象,采用第一層手工TIG(非熔化極氣體保護焊)打底焊,其余各層全自動TIG焊相結合的方式。具體焊接工藝參數如表1所示。焊接順序為從上往下看沿順時針方向,共計34層112道。
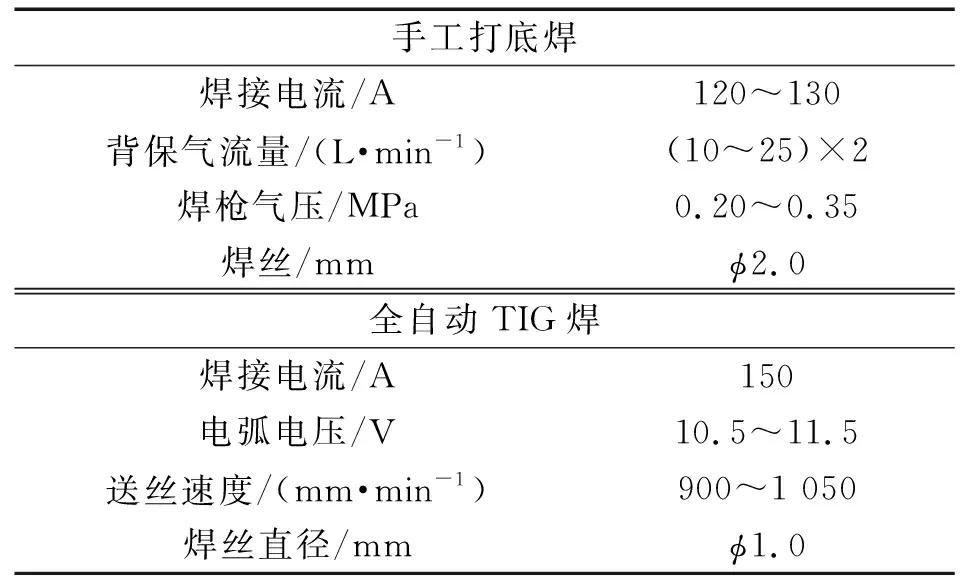
表1 焊接工藝參數
2 檢測方案
2.1 區域劃分與測點設計
被測件整個焊接接頭表面積超過40 000 mm2,而射線探頭直徑只有2 mm,可通過以部分代替整體的思想來選定具有代表性的區域與點位進行測試,從而獲得整個試件表面殘余應力的狀態與分布情況。在工件表面每隔90°劃分一個測量區域,標記1~4共4個區域,其中3號臨近區域為起收弧位置,如圖2所示。
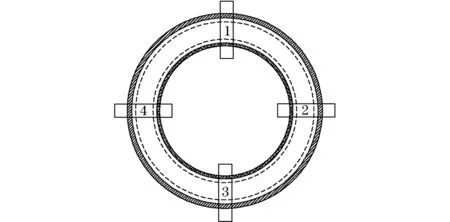
圖2 檢測區域劃分示意
圖2中環形筒壁外側母材為Inconel 690合金,內側為奧氏體不銹鋼321。整個焊接接頭分為母材、熱影響區、熔合線以及焊縫金屬。由于奧氏體不銹鋼321側熔合線的殘余應力分布具有隨機性,無規律,不具有代表性,故不測量該條熔合線。因此每個檢測區域選定包括母材區、兩側熱影響區、Inconel 690側熔合線以及焊縫在內的8個測量點進行檢測,如圖3所示。
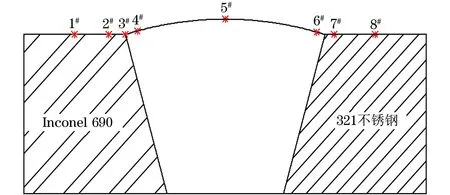
圖3 檢測點位示意
2.2 試驗準備
試驗用基于XRD(X射線衍射)原理的XSTRESS3000型X射線應力儀來測試焊接接頭表面殘余應力。該套設備由測角儀、X射線發生裝置、樣品架臺、控制器、冷卻裝置、軟件和電源等幾部分組成。由布拉格方程可知,衍射角θ越大則測量引起的誤差越小[4],所以實際測量時應選擇θ角盡量大的衍射面。試驗中鎳元素的推薦衍射角范圍為140°~ 160°。
測試前要在無應力標樣上進行設備校準。XSTRESS3000設備選用Mn靶,在無應力的奧氏體不銹鋼標樣上校準,測定衍射角2θ角為152°,最大誤差≤±14 MPa,正常情況下誤差在±6.9 MPa之間,說明儀器校準合格。選用直徑為2 mm的X射線檢測探頭,設置多曝光模式,單次曝光時間為10 s,入射側傾角分別為0,±24.1°,±35.3°,±45°,靶電壓為30 kV,靶電流為6.7 mA。
檢測焊縫時,由于焊縫可能存在夾雜物、裂紋或氣孔,該區域晶粒長大會形成柱狀晶粒,而在其表面伴有應力梯度。檢測時可采取以下措施來盡量避免可能出現的以上問題:① 選擇一個足夠大的輻射區域獲得一個有用的平均表面殘余應力;② X射線光斑盡量小一點,輻射面積應該小于被分析表面被測應力方向曲率半徑的0.4倍;③ 多次采集合理有效的數據,保證數據準確度[5]。
XRD測試要求試件表面具有較好的平整度與粗糙度,一般要求粗糙度Ra不大于10 μm。采用砂輪打磨試件表面,在打磨之后配制45 ml乳酸、45 ml甲醇、10 ml HCl混合的電化學腐蝕液,設置電流為0.6~1 A,電壓為6 V,腐刻試件表面去除掉打磨影響層。
XSTRESS3000材料數據庫中有Al、Ni、Ti、Inconel、Fe-austenite等多種材料性能參數。通過選擇材料種類便捷地向測試系統輸入測試、計算殘余應力所需的材料參數。測試奧氏體不銹鋼材料庫時選用Fe-austenite;測試鎳基合金或焊縫時,測試參數中的材料數據庫改為Inconel。每次測試等待時間約為15 min,單個點位重復測試3次,每次測試可以獲得環向殘余應力與縱向殘余應力。
3 測試結果與分析
按照上述測試方案測得4個區域共計32個點位的殘余應力值。以鎳基合金母材最外側筒壁為原點,1#~8#點距原點的距離分別為:5.7,9.6,11.5,14.2,28.9,43.5,48.8,51.3 mm。分別繪出1,2,3,4區域的從外筒壁到內側的環向(XSTRESS3000中的0°方向測試結果)殘余應力散點分布,并根據每組數據的平均值(紅點標出)繪出趨勢線,如圖4所示。
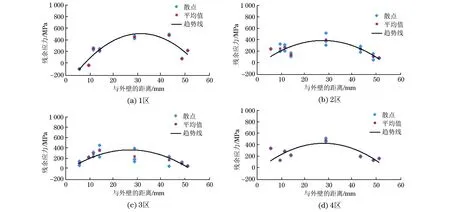
圖4 4個區域的環向殘余應力分布
同樣,分別繪出1,2,3,4區域的從外筒壁到內側的徑向(XSTRESS3000中的90°方向測試結果)殘余應力散點分布,并且根據每組數據的平均值繪出趨勢線(見圖5)。
從圖4,5中可以看出,整個接頭表面無論是環向還是徑向殘余應力基本呈現出拉應力狀態,4個區域的殘余應力分布類似拋物線形狀,總體上都呈現出中間高、兩邊低的形態,拉應力峰值在焊縫中央附近為200~550 MPa間。而隨著與焊縫中心間距的增加,接頭表面殘余拉應力逐漸減小,最外兩側附近趨近于0。
測試結果表明應力水平最高區域為焊縫中心,往兩側母材方向逐漸減小,這與焊縫的焊接工藝和焊縫結構相符,每層熔敷金屬的焊接順序是先兩側后中間,中心焊道是每層的最后一道焊道。在焊縫中心焊道尚處于熔融狀態時,中心區域處于焊縫結構熱傳導條件最差的區域,溫度累積顯著,中心區域發生“熱脹”,由熱應力導致的向外拉應力水平在單層焊道中最大,此拉應力對先前兩側已經冷卻(≤100 ℃)且凝固的焊道材料產生“壓縮”作用,抵消了兩側焊道焊接時產生的一部分“熱脹”拉應力,最終剩余水平較低的拉應力。
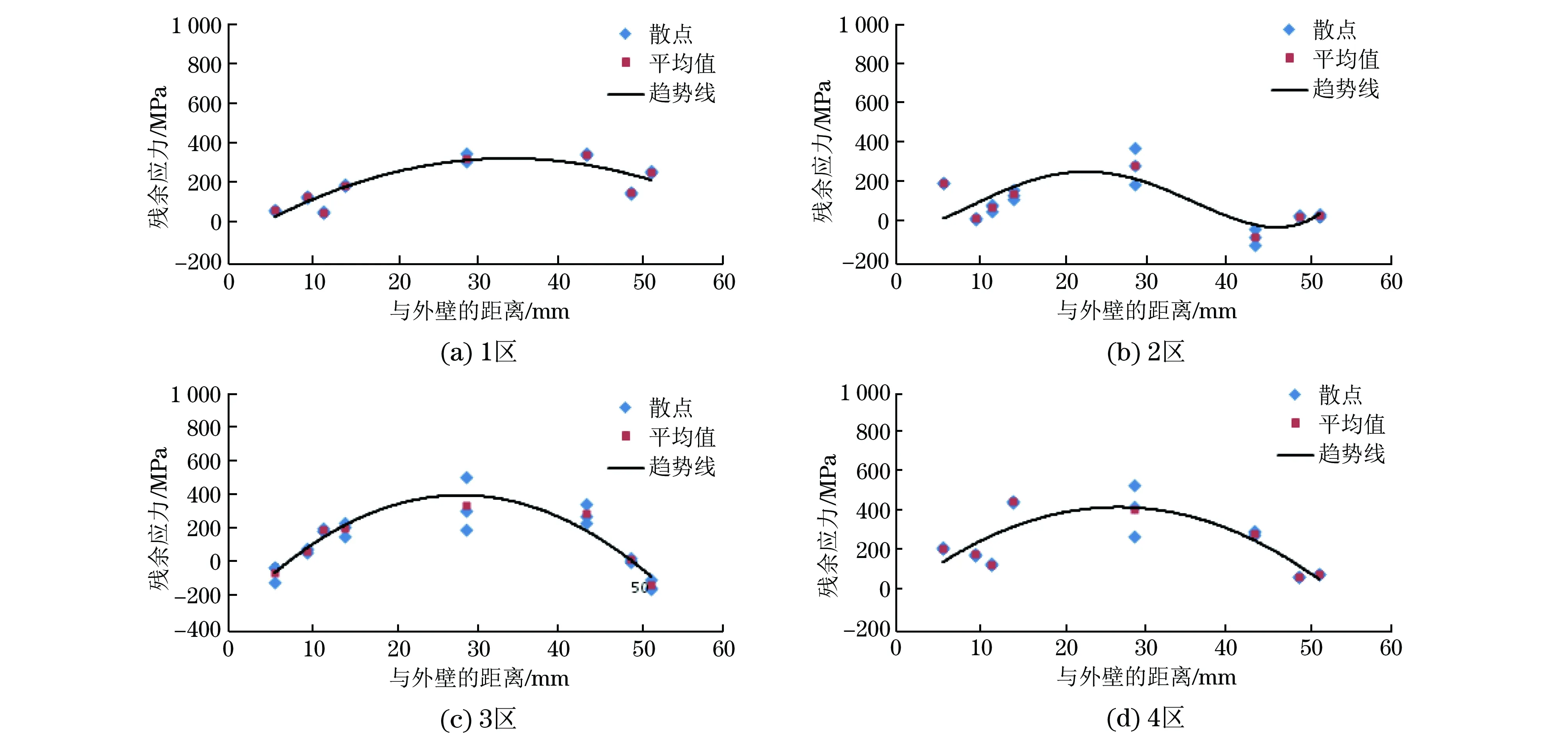
圖5 4個區域的徑向殘余應力分布
對比奧氏體不銹鋼側熔合線與鎳基合金側熔合線殘余應力,明顯看出奧氏體不銹鋼側熔合線應力梯度更大,由于試驗所用焊絲為690類鎳基合金焊絲,奧氏體不銹鋼為異種材料,熱物理性能差異較大,焊接加熱冷卻過程造成兩種材料熱膨脹效應不同,繼而導致奧氏體不銹鋼側熔合線應力梯度大;然而鎳基合金母材與焊縫材料近似為同種材料,加熱冷卻過程受熱膨脹效應不及異種材料顯著,因此鎳基合金側熔合線應力梯度較小。
在1#~8#測試點位中,焊縫中心(5#點位)的3次測試數據分散程度較大,表明焊縫中心區域存在柱狀晶,在晶格附近伴有應力梯度,造成X射線衍射分析儀采集數據時的不穩定性。焊縫中心拉應力最大,部分數值接近甚至已超過材料的抗拉強度。在工程應用中,焊縫中心很有可能是裂紋產生的位置,對模塊化小堆的安全運行構成潛在的危險,易成為系統的最薄弱區域。
此外,由于整個接頭基本呈現拉應力狀態,并且該接頭在工程應用中會長期受到復雜工況環境影響,因此將對焊縫接頭的抗應力腐蝕性能及抗疲勞性能造成一定影響[6],帶來安全隱患。后期還需要對接頭做力學試驗,繼而獲得應力狀態與分布、強度及剛度數據,為焊縫可靠壽命評估提供技術輸入。
4 結論
(1) 整個接頭表面無論是環向還是徑向殘余應力基本呈現出拉應力狀態,殘余應力分布類似拋物線形狀,總體上都呈現出中間高、兩邊低的形態,拉應力峰值在焊縫中央附近,為200~550 MPa之間。
(2) 對比奧氏體不銹鋼側熔合線與鎳基合金側熔合線殘余應力,明顯看出奧氏體不銹鋼側熔合線應力梯度更大。
(3) 焊縫中心(5#點位)的3次測試數據分散程度較大,表明了焊縫中心區域存在柱狀晶,在晶格附近伴有應力梯度,且焊縫中心拉應力最大,部分數值接近甚至已超過材料的抗拉強度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
