NiCrAlY合金粉添加量對(duì)超音速火焰噴涂WC-10Co4Cr涂層組織及性能的影響
2018-10-19 07:30:18,,,,
機(jī)械工程材料 2018年10期
,,,,
(1.中國(guó)科學(xué)院合肥物質(zhì)科學(xué)研究院固體物理研究所,合肥 230031;2.中國(guó)科學(xué)技術(shù)大學(xué),合肥 230026;3.安徽省威龍?jiān)僦圃炜萍脊煞萦邢薰荆R鞍山 243000)
0 引 言
WC-Co、WC-CoCr等金屬陶瓷涂層材料因兼具金屬和陶瓷材料的優(yōu)點(diǎn),可顯著提高基體材料的表面性能,使其具有耐腐蝕、耐磨損、抗高溫氧化等優(yōu)良特性而廣泛應(yīng)用于機(jī)械、冶金、礦山、石化、能源、電子、航天航空等領(lǐng)域[1-5]。該類金屬陶瓷涂層材料已成為現(xiàn)代工業(yè)和新技術(shù)領(lǐng)域不可或缺的重要材料。
超音速火焰(High Velocity Oxygen Fuel,HVOF)噴涂技術(shù)具有燃燒焰流速度高(1 500 m·s-1)、溫度適中(約3 000 ℃)、焰流時(shí)間短等特點(diǎn)[6],可將粒子加熱至微熔或半熔化狀態(tài),并加速至300~500 m·s-1,進(jìn)而噴涂在基體表面形成高質(zhì)量涂層。在制備WC-CoCr金屬陶瓷涂層時(shí),采用HVOF噴涂技術(shù)可以有效抑制WC顆粒在熱噴涂過(guò)程中的分解,從而獲得高結(jié)合強(qiáng)度、高致密性能、良好耐磨及耐腐蝕性能的熱噴涂涂層。
近年來(lái),WC-CoCr金屬陶瓷涂層被廣泛應(yīng)用于強(qiáng)腐蝕環(huán)境中,因此HVOF噴涂WC-CoCr涂層的電化學(xué)腐蝕性能及其腐蝕機(jī)制吸引了廣大學(xué)者的關(guān)注[7-9]。然而,由于HVOF噴涂時(shí)的溫度相對(duì)較低,噴涂粒子基本上呈微熔或半熔化狀態(tài)沉積在基體表面,層片狀涂層的形成主要依賴于沉積粒子的高速?zèng)_擊,因此粒子的鋪展效果有限,涂層孔隙率偏高[10],這對(duì)WC-CoCr金屬陶瓷涂層的結(jié)構(gòu)均勻性和耐腐蝕性能造成了不良影響。
NiCrAlY合金粉是一種常用的自黏結(jié)合金材料,在熱噴涂時(shí)會(huì)因發(fā)生放熱反應(yīng)產(chǎn)生自黏結(jié)作用而黏附在基體材料上,常作為黏結(jié)底層使用[11]。在熱噴涂過(guò)程中,NiCrAlY合金粉的自黏結(jié)作用有望提高WC-CoCr金屬陶瓷顆粒間的結(jié)合性能,從而降低涂層的內(nèi)部孔隙率,提高耐腐蝕性能。目前,有關(guān)WC-CoCr金屬陶瓷涂層或NiCrAlY合金涂層組織及性能的研究報(bào)道較多[9, 12-13],但二者復(fù)合的研究報(bào)道較少。為此,作者在WC-10Co4Cr金屬陶瓷粉中添加不同含量NiCrAlY合金粉,利用HVOF技術(shù)制備得到了NiCrAlY/WC-10Co4Cr金屬陶瓷涂層,研究了NiCrAlY合金粉添加量對(duì)涂層顯微組織和耐腐蝕性能的影響以及影響機(jī)制。
1 試樣制備與試驗(yàn)方法
1.1 試樣制備
基體材料為市售316L不銹鋼;涂層材料為粒徑10~60 μm的商用NiCrAlY自黏結(jié)合金粉和粒徑15~45 μm的商用WC-10Co4Cr團(tuán)聚燒結(jié)金屬陶瓷粉,二者的微觀形貌見(jiàn)圖1。

圖1 NiCrAlY合金粉和WC-10Co4Cr金屬陶瓷粉的微觀形貌Fig.1 Micromorphology of NiCrAlY alloy powder (a) and WC-10Co4Cr cermet powder (b)
316L不銹鋼基體經(jīng)脫脂、去離子水漂洗、超聲波清洗、烘干處理后,用24#熱噴涂專用金剛石砂紙進(jìn)行粗化處理,表面粗糙度為0.2~0.8 μm。采用JP8000型超音速噴涂設(shè)備在不銹鋼基體上先噴涂一層厚100 μm的NiCrAlY合金過(guò)渡層,再噴涂一層厚400 μm的NiCrAlY/WC-10Co4Cr涂層,其中NiCrAlY合金粉的添加量(質(zhì)量分?jǐn)?shù),下同)分別為0,6.5%,10.0%,20.0%。NiCrAlY合金過(guò)渡層和NiCrAlY/WC-10Co4Cr金屬陶瓷涂層的噴涂距離均為360 mm,氧氣流量為52.39 L·min-1,載氣流量為0.64 L·min-1。
1.2 試驗(yàn)方法
使用X′PertPro MPD型X射線衍射儀(XRD)分析涂層的物相組成,采用銅靶,Kα射線,掃描范圍10°~90°。使用SU8020型場(chǎng)發(fā)射掃描電子顯微鏡(SEM)觀察涂層的截面形貌,應(yīng)用灰度法[14],采用ImageJ軟件測(cè)定涂層孔隙率,測(cè)5個(gè)視場(chǎng)取平均值。使用HV-1000A型顯微硬度計(jì)測(cè)涂層截面顯微硬度,載荷3 N,保載時(shí)間15 s,由涂層表面向基體每隔50 μm取點(diǎn)測(cè)試,利用Weibull分布表征顯微硬度分布。
使用CHI760E型電化學(xué)工作站測(cè)動(dòng)電位極化曲線。采用三電極體系,工作電極為涂層試樣,工作面為涂層表面,面積為0.785 cm2,其余各面用環(huán)氧樹(shù)脂封裝,參比電極為飽和甘汞電極(SCE),輔助電極為鉑絲電極;試驗(yàn)介質(zhì)為質(zhì)量分?jǐn)?shù)5.0%的NaCl水溶液。用100#~1500#砂紙將工作面逐級(jí)打磨、拋光,在NaCl溶液中浸泡1 h,待穩(wěn)定后進(jìn)行動(dòng)態(tài)掃描,掃描速率為1 mV·s-1,測(cè)試范圍為-2 000~0 mV,利用Tafel Plot技術(shù)確定自腐蝕電流密度及自腐蝕電位。
2 試驗(yàn)結(jié)果與討論
2.1 物相組成及微觀形貌
由圖2可知:所得金屬陶瓷涂層的主要組成相都是WC,且均含有在熱噴涂過(guò)程中由WC脫碳生成的W2C;當(dāng)NiCrAlY合金粉添加量為6.5%時(shí),NiCrAlY合金粉與WC-10Co4Cr金屬陶瓷粉發(fā)生冶金結(jié)合[15]生成(Ni,Co)Al相;當(dāng)合金粉的添加量增至10.0%和20.0%時(shí),(Ni,Co)Al相消失,出現(xiàn)了鎳和Ni3Al的衍射峰,且添加量越多,衍射峰強(qiáng)度更高,即鎳和Ni3Al的含量越高。
由圖3可知:未添加(添加量為0)與添加NiCrAlY合金粉所得的金屬陶瓷涂層與NiCrAlY合金過(guò)渡層均結(jié)合良好,金屬陶瓷涂層在合金過(guò)渡層上鋪展得十分均勻,未觀察到明顯的層狀結(jié)構(gòu),涂層較致密,孔隙較少;添加NiCrAlY合金粉后,金屬陶瓷涂層中出現(xiàn)了半圓形粒子,這些粒子為NiCrAlY合金顆粒,粒徑在50 μm左右。
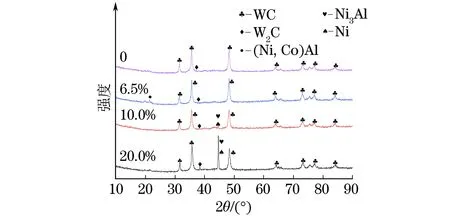
圖2 添加不同質(zhì)量分?jǐn)?shù)NiCrAlY合金粉后所得涂層的XRD譜Fig.2 XRD patterns of the coatings obtained by addition of different mass fractions of NiCrAlY alloy powder

圖3 添加不同質(zhì)量分?jǐn)?shù)NiCrAlY合金粉后所得涂層截面的SEM形貌Fig.3 Cross-sectional SEM micrographs of the coatings obtained by addition of different mass fractions of NiCrAlY alloy powder
當(dāng)NiCrAlY合金粉的添加量分別為0,6.5%,10.0%,20.0%時(shí),所得涂層的孔隙率分別為2.45%,1.95%,1.85%,1.72%。可見(jiàn),添加NiCrAlY合金粉后涂層的孔隙率明顯下降,而當(dāng)合金粉添加量由6.5%增至20.0%時(shí),涂層孔隙率的下降趨勢(shì)減緩。NiCrAlY合金的熔點(diǎn)遠(yuǎn)低于WC-10Co4Cr金屬陶瓷的,在HVOF噴涂過(guò)程中,由于其焰流溫度相對(duì)較低,WC-10Co4Cr金屬陶瓷顆粒一般僅處于微熔或半熔化狀態(tài),而NiCrAlY合金顆粒已經(jīng)半熔或全部熔化,液相NiCrAlY合金滲入到未完全熔化的WC-10Co4Cr金屬陶瓷顆粒的間隙中,從而降低了金屬陶瓷涂層的孔隙率。
2.2 顯微硬度
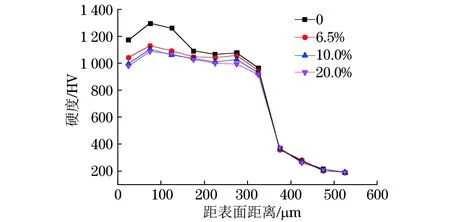
圖4 添加不同質(zhì)量分?jǐn)?shù)NiCrAlY合金粉后所得涂層的截面硬度分布Fig.4 Cross-sectional hardness distribution of the coatings obtained by addition of different mass fractions of NiCrAlY alloy powder
由圖4可以看出:未添加NiCrAlY合金粉(質(zhì)量分?jǐn)?shù)為0)涂層的硬度明顯高于添加NiCrAlY合金粉(質(zhì)量分?jǐn)?shù)6.5%~20.0%)涂層的,且當(dāng)NiCrAlY合金粉質(zhì)量分?jǐn)?shù)由6.5%增至20.0%時(shí),涂層硬度呈下降的趨勢(shì),這是因?yàn)閃C-10Co4Cr金屬陶瓷的硬度高于NiCrAlY合金的;4種涂層的硬度均在1 000~1 300 HV之間,為316L不銹鋼基體硬度的5.0~6.5倍,且均在距表面約50 μm處達(dá)到最大;在近界面處316L不銹鋼基體的硬度為200~350 HV,高于原始不銹鋼基體的,這是因?yàn)樵贖VOF噴涂過(guò)程中,近界面處的不銹鋼基體產(chǎn)生了一定的淬火效應(yīng)。
HVOF噴涂的涂層中會(huì)存在少量孔隙和由一定數(shù)量未熔顆粒造成的疏松等缺陷,因此會(huì)出現(xiàn)局部區(qū)域硬度較低的情況,涂層的硬度分布存在一定的分散性[16],僅由硬度的測(cè)試值和平均值難以準(zhǔn)確評(píng)價(jià)涂層的力學(xué)性能。Weibull分布是一種常用的描述材料力學(xué)性能及其缺陷分布的統(tǒng)計(jì)方法[17],其概率累積密度分布函數(shù)F(HV)可表示為
(1)
式中:HV為涂層顯微硬度;β為形狀參數(shù);η為尺度參數(shù)。
對(duì)lnHV和ln{-ln[1-F(HV)]}進(jìn)行線性回歸,可得到擬合公式
y=βx+η
(2)
在樣本數(shù)n小于50個(gè)的情況下,第i個(gè)測(cè)試值的累積密度函數(shù)Fi可表示為
(3)
在截面上,從基體與涂層界面處向涂層表面取點(diǎn)進(jìn)行硬度測(cè)試,計(jì)算得到熱處理前后涂層截面硬度的Weibull分布,如圖5所示。
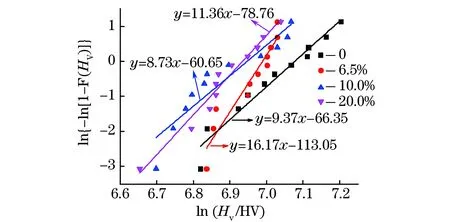
圖5 添加不同質(zhì)量分?jǐn)?shù)NiCrAlY合金粉后所得涂層截面硬度的Weibull分布Fig.5 Weibull distribution for cross-sectional hardness of the coatings obtained by addition of different mass fractions of NiCrAlY alloy powder

圖6 添加不同質(zhì)量分?jǐn)?shù)NiCrAlY合金粉后所得涂層的Tafel極化曲線Fig.6 Tafel polarization curves of the coatings obtained by addition of different mass fractions of NiCrAlY alloy powder
形狀參數(shù)β代表涂層力學(xué)性能分布的離散性,是衡量涂層可靠性的重要參數(shù)。β越大,表明測(cè)試值的分散性越小,涂層性能越穩(wěn)定。由圖5可知,當(dāng)NiCrAlY合金粉的質(zhì)量分?jǐn)?shù)為6.5%時(shí),β最大,為16.17,表明涂層硬度的分布最均勻。
2.3 極化曲線
圖6中的E為電位,i為電流密度。由圖6可以看出,添加不同質(zhì)量分?jǐn)?shù)NiCrAlY合金粉后,所得金屬陶瓷涂層在NaCl水溶液中的動(dòng)電位極化曲線均無(wú)鈍化區(qū)。
由表1可以看出:與未添加NiCrAlY合金粉的相比,添加6.5%(質(zhì)量分?jǐn)?shù))NiCrAlY合金粉所得涂層的自腐蝕電位略微正移,表現(xiàn)出較小的腐蝕傾向,自腐蝕電流密度降低,耐腐蝕性能增大;繼續(xù)增加NiCrAlY合金粉的添加量時(shí),涂層的耐腐蝕性能又下降。
適量NiCrAlY合金粉的添加能降低WC-10Co4Cr金屬陶瓷涂層的孔隙率,使得涂層更加致密,腐蝕介質(zhì)難以滲透并有效抑制極化過(guò)程中Cl-的擴(kuò)散,從而提高涂層的耐腐蝕性能;但當(dāng)NiCrAlY合金粉的添加量較多時(shí),鈷含量相對(duì)減少,且NiCrAlY合金顆粒形成了較為獨(dú)立的相結(jié)構(gòu),增加了涂層的相界,使得涂層的耐腐蝕性能下降。
表1添加不同質(zhì)量分?jǐn)?shù)NiCrAlY合金粉所得涂層的
電化學(xué)腐蝕測(cè)試結(jié)果
Table1ElectrochemicalcorrosiontestingresultsofthecoatingsobtainedbyadditionofdifferentmassfractionsofNiCrAlYalloypowder
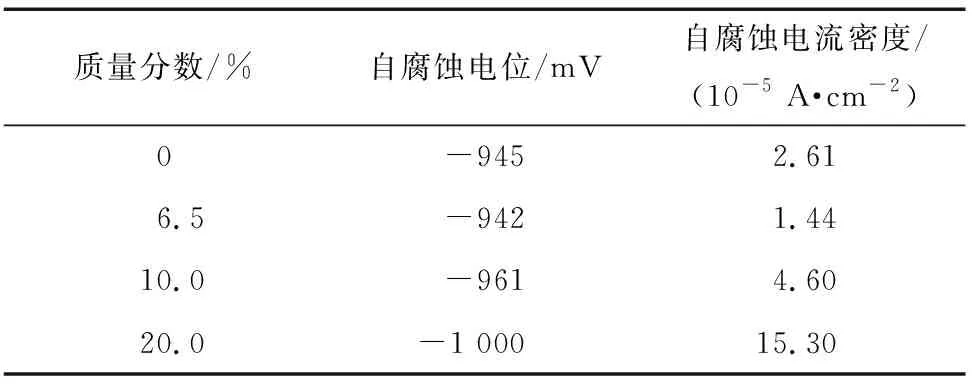
質(zhì)量分?jǐn)?shù)/%自腐蝕電位/mV自腐蝕電流密度/(10-5 A·cm-2)0-9452.616.5-9421.4410.0-9614.6020.0-1 00015.30
3 結(jié) 論
(1) 添加質(zhì)量分?jǐn)?shù)0~20.0%NiCrAlY合金粉后,WC-10Co4Cr金屬陶瓷涂層的顯微組織均主要由WC相組成,隨著NiCrAlY合金粉添加量的增加,涂層中的鎳和Ni3Al相含量增多,涂層孔隙率降低。
(2) NiCrAlY合金粉的添加明顯降低了WC-10Co4Cr金屬陶瓷涂層的顯微硬度,但當(dāng)NiCrAlY合金粉添加量由6.5%增至20.0%時(shí),涂層的硬度呈緩慢下降趨勢(shì);當(dāng)NiCrAlY合金粉添加量為6.5%時(shí),涂層的硬度分布最均勻。
(3) 隨NiCrAlY合金粉添加量(0~20.0%)的增加,金屬陶瓷涂層的耐腐蝕性能先增后降,當(dāng)NiCrAlY合金粉的質(zhì)量分?jǐn)?shù)為6.5%時(shí),涂層的耐腐蝕性能最好。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
汽車觀察(2016年3期)2016-02-28 13:16:26
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
