深孔機床DF系統射流間隙的結構與參數分析
2018-10-16 06:55:58常豆豆
裝備機械 2018年3期
關鍵詞:結構
□常豆豆□潘 杰
1.運城職業技術學院 機電工程系 山西運城 044000
2.太原鵬躍電子科技有限公司 太原 030000
1 研究背景
深孔廣泛應用于機械制造行業中,并且有不可替代的功能。但因為深孔加工設備和加工工藝特殊,封閉的加工環境和較大的鉆削長徑比,造成了排屑困難、無法直接觀察切削狀況、加工系統剛度低等問題[1-3]。
DF(Double Feeder)系統雖然緩解了小直徑深孔加工的排屑難題,但其負壓抽吸效果卻未充分發揮,主射流能量的利用率較低[4-5]。
為此,筆者以現有深孔機床DF系統為基礎,對影響利用率的重要結構——射流間隙進行深入研究,并優化相關參數。
2 深孔機床DF系統工作原理
圖1所示為深孔機床DF系統工作原理。通過油泵供給的切削液經節流閥分成前后兩支。前一支為排屑流Q1,進入輸油器,并經過鉆套、已加工孔壁與鉆桿的通油間隙流向切削區,將切屑沖入鉆頭內腔,沿鉆桿排屑通道流出。后一支為主射流Q2,經噴嘴副間的射流間隙進入抽屑器。主射流在流經噴嘴副通道時,因流道面積變小而獲得較高的流速,噴入鉆桿末端產生負壓區域,促使排屑流被加速吸入抽屑器,并與主射流混合。通過剪切作用,排屑流的速度和能量再次提高,最后加速排出加工切屑。

圖1 深孔機床DF系統工作原理圖
3 DF系統仿真分析
3.1 數學模型
假定切削液為不可壓縮流體,且黏度為常數,建立質量方程、動量方程和k-ε方程[6-7]:

式中:ui為沿xi方向的速度;uj為沿xj方向的速度;p為靜壓力;μ為切削液的運動黏度;μt為切削液的紊流運動黏度;ρ為切削液的密度;Gk為由平均速度梯度引起的湍動能k產生項;σk和σε分別為與湍動能 k 和耗散率 ε 對應的普朗特數,σk=σε=1.39;C1ε和C2ε為經驗常數,C1ε=1.42,C2ε=1.68。
3.2 仿真前處理
DF系統射流間隙的結構分析通過Fluent軟件完成。因其幾何模型是旋轉體,故選取旋轉面作為計算域模型,如圖2所示。計算域為流體,深孔切削液密度為887 kg/m3,動力黏度為0.019 36 kg/(m·s)。前排屑通道和抽屑器入油口為質量流量入口邊界,其值為0.45 kg/s。后排屑通道尾部為壓力出口邊界,因與大氣相通,其值為0。旋轉中心為軸邊界,射流間隙、排屑通道和抽屑器腔室內壁邊界設置為Wall。選取RNG k-ε模型、壓力速度耦合隱式算法、二階迎風離散格式進行求解[6]。

圖2 DF系統計算域模型
3.3 仿真分析
圖3所示為現有DF系統直線型射流間隙的總壓力云圖,壓力在間隙中迅速下降,并且間隙內壁附近數值更低。在間隙出口處,中心區總壓從1.5 MPa降到1 MPa,壁面處則低至0.5 MPa,說明相比于間隙的寬度,直線型縫隙已顯得狹長,由于結構不合理而導致主射流與間隙內壁產生較多的摩擦損耗。因此,需要對目前的直線型射流間隙進行優化,以提高主射流能量的利用率。
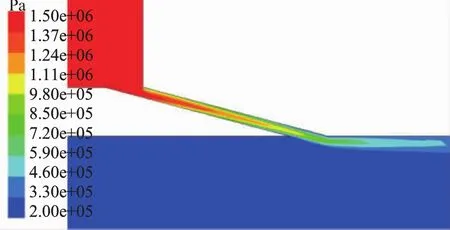
圖3 直線型射流間隙總壓力云圖
目前關于DF系統射流間隙結構優化方面的文獻較少,但對流液在射流噴嘴中的研究則較多[8-9]。在射流噴嘴中,錐型噴嘴造成的能量損失明顯低于直線型噴嘴。通過分析可知,主射流在射流間隙中的運動原理與在噴嘴中相似,為此,參照錐型噴嘴的結構,將DF系統的間隙入口段修改為漸縮的錐線型入口。
圖4所示為錐型射流間隙的總壓力云圖,間隙錐形段與排屑器油腔相接,壓力在1.5 MPa左右。錐型段內壁附近壓力降低較小,為1.24 MPa~1.37 MPa,高于直線型間隙同位置的壁面壓力(0.98 MPa~1.11 MPa)。在錐型間隙的直線段內,依舊保持著較高的壓力,為1.37 MPa~1.5 MPa,比直線型間隙同位置的壓力值(1.11 MPa~1.24 MPa)高出兩個等級。當射流從錐型間隙噴出后,對排屑流的影響范圍和影響力度也遠大于直線型間隙。

圖4 錐型射流間隙總壓力云圖
圖5、圖6所示分別為不同結構射流間隙的速度和壓力損失沿程對比。兩者在入口處(x=34.5 mm)幾乎沒有能量損失,且由于直線型間隙的入口截面積較小,入口速度略大。在x=34.5~35.5 mm范圍內,直線型間隙的速度和壓力損失都急劇增大,速度由10 m/s加快至31 m/s,壓力損失由0增大至0.15 MPa,說明在入口段已有較多的靜壓轉化為動壓,速度梯度較高,且轉化中流液間碰撞劇烈。而錐型間隙內速度只是略微增大,由4 m/s增大至8 m/s,能量幾乎沒有損耗。在x=35.5~41 mm范圍內,直線型間隙的壓力損失呈現為一條斜率較高的直線,說明高速流液與壁面發生持續的摩擦損耗,且靜壓向動壓轉換得較少,導致速度加快的幅度較小,相反,錐型間隙的漸縮口結構使壓力由靜壓向動壓轉換平穩,避免了高速流液與間隙內壁產生的較大摩擦損失,保證了速度的穩步增大,最終速度值在x=39 mm時超過直線型間隙,帶著大量的動能噴入后排屑通道。

圖5 不同結構射流間隙速度沿程對比

圖6 不同結構射流間隙壓力損失沿程對比
研究表明,將DF系統的射流間隙入口修改為漸縮的錐型結構,可以有效減小能量在間隙中的損耗。但是,這只是在一種射流間隙寬度下流道線型的對比,并不能證明這種結構的通用性。為此針對兩種間隙結構,比較不同射流間隙寬度下切削液在射流間隙中的損失因數,損失因數k為:

式中:P1、P2分別為切削液進出射流間隙時的總壓力;v為切削液的出口速度。
圖7所示為不同射流間隙寬度下,兩種間隙結構的損失因數對比。當間隙寬度為0.7 mm時,直線型間隙的損失因數與錐型間隙較為接近,因為當間隙較寬時,錐型間隙的直線段在間隙長度中所占的比例較大,與直線型相差較小。隨著間隙寬度的減小,損失因數均逐漸增大,但直線型增大更快。當間隙寬度為0.3 mm時,直線型間隙的損失因數已經高出錐型間隙一倍。可見,不同射流間隙寬度下,錐型間隙和錐型噴嘴一樣,相比直線型均能減小切削液的能量損失,且間隙寬度越小,效果就越明顯。

圖7 不同射流間隙寬度時損失因數對比
通過資料得知[10-11],射流間隙的主要結構參數有入口與出口的直徑D1和D2、噴嘴收縮角α、過渡段長度l、過渡段長度和出口直徑之比l/D2,如圖8所示。射流經過收縮段時,以高度紊流的狀態噴出,過渡段使紊亂的射流穩定,降低紊流形態。過渡段太長,會增大射流與噴嘴內壁的摩擦損耗,降低射流能量。過渡段太短,又起不到對射流的穩定作用。噴嘴收縮角決定著射流的流動阻力,收縮角較大時,入口流動阻力較小,但收縮角過大會造成流動射流不能充分發展從而影響射程。收縮角較小時,可有效減小流體在間隙內產生的渦流損失,但過小又會增大高速流液與間隙內壁摩擦的長度。可見,噴嘴過渡段長度與出口直徑之比l/D2和噴嘴收縮角α存在使流液能量損失最小的數值。
圖9所示為在不同噴嘴收縮角α和l/D2時損失因數的對比,其中 α 選擇為 5°、10°、15°,l/D2選擇為1、3、5、7。在不同的α下,損失因數均在l/D2=1時最小,并且隨l/D2的增大而增大。α=5°和α=15°時,損失因數曲線幾乎重合,且損失因數均在α=10°對應的曲線之上,說明射流間隙結構參數α=10°、l/D2=1時,射流間隙造成的能量損失最小。

圖9 不同錐型間隙噴嘴收縮角時損失因數對比
4 試驗驗證
為減小試驗模型數量和試驗成本,選取α=10°、α=15°,以及 l/D2=1、l/D2=3、l/D2=5 進行損失因數試驗研究,試驗結果與仿真結果的對比見表1。

表1 損失因數試驗結果與仿真結果對比
從表1中可以看出,損失因數仿真結果與試驗結果的誤差較小,均在合理的范圍內。同時,試驗結果也符合仿真中所得結論,即對于DF系統,射流間隙結構參數α=10°、l/D2=1時,可獲得最佳的噴射效果,具有實踐參考價值。
5 結論
在深孔機床DF系統中,直線型射流間隙對射流能量造成的損失較大,改用錐型間隙后,能量損失明顯減小。射流間隙結構參數α=10°、l/D2=1時,射流間隙造成的能量損失最小,射流間隙的噴射效果最佳。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50