基于結構光視覺的鍛件尺寸測量系統
2018-10-16 06:55:56曹晨霞
裝備機械 2018年3期
□ 曹晨霞
上海電氣集團股份有限公司 中央研究院 上海 200070
1 研究背景
大型鍛件是各類重大裝備的關鍵性基礎部件,一般用在機械設備的核心部位[1]。作為大鍛件生產中非常重要的一環,鍛件尺寸能否有效測量直接影響鍛件生產的成本與質量。
當前生產過程中,鍛件尺寸測量主要采用傳統的人工測量方式,比如利用大尺寸接桿式內徑千分尺等機械量具來進行測量[2]。這一類人工測量方式不可避免地會帶來較大的測量誤差,導致鍛件的終鍛尺寸無法滿足生產工藝要求,從而造成廢料。
為了盡量避免鍛件在生產過程中出現廢料,鍛件在鍛壓的過程中大多采用增大余量的方法來解決。這一方法雖然在一定程度上降低了廢料率,但也增加了鋼錠材料的損耗和精加工過程中的時間成本及能耗成本等,從而降低了鍛件產品的利潤率。此外,在惡劣環境中生產鍛件也使人工接觸式測量方法越來越不適應企業的發展需求[3]。
為了對鍛件在鍛壓過程中是否已達到終鍛尺寸進行及時掌握,技術人員尋求運用新技術對鍛件尺寸展開高效測量。
筆者提出利用結構光和高速視覺系統,實現對大型鍛件的在線測量,這對生產實踐有很大的現實意義。為實現完全自動化生產,將計算機視覺技術與其它大型鍛造生產設備的控制系統相結合,將成為重型機械制造業的發展趨勢[4]。通過利用結構光視覺實現非接觸式大型鍛件尺寸測量方法,能夠幫助現場生產工人更為精確地了解鍛壓過程中鍛件的實際狀態,從而降低因尺寸難以測量而帶來的生產原材料浪費,避免產品報廢現象,同時為鍛件生產過程數字化、自動化信息采集與提取,以及整個鍛壓流程自動化、智能化打下基礎。
2 鍛件測量方法研究現狀
大型鍛件的尺寸測量技術已有多年研究,許多成果在實際工業生產中已得到應用。從目前的研究現狀來看,尺寸測量技術可以按照是否與被測對象有直接接觸進行劃分。鍛件在生產過程中,表面高溫和高壓力導致傳統的接觸式測量方法測量精度低、效率差、不易操作,測量工具容易產生變形。從已有的研究結果來看,接觸式測量方法已無法滿足現代工業發展的需求,因此,非接觸式測量方法逐漸取而代之[5]。
隨著計算機技術與光電技術的發展,國內外研究的熱點集中到非接觸測量方法上[6]。當前大鍛件的非接觸式測量方法包括激光測距、視覺測量,以及計算機視覺配合結構光光柵等測量方法[7]。激光測距技術測量結果精度相對較高,但測量時間較長,對于完成被測件尺寸和位移的快速實時測量還存在一定缺陷,尤其是在工況復雜的條件下[8]。視覺技術通過獲取圖像信息來實現測量,測量范圍大,但精度較低。這種新型尺寸測量技術的關鍵點是計算機視覺,同時也包含了光學原理、電力電子技術和機械技術,是一種新興技術[9]。
3 鍛件尺寸測量系統
基于結構光視覺的鍛件尺寸測量系統采用兩側同時掃描的方式進行,具體測量方法如圖1所示。在車間中,在被測對象兩側各布置一套基于結構光視覺的鍛件尺寸測量系統,其中任意一套測量系統都采用兩個云臺分別帶動相機與激光器進行掃描,完成整個亮點數據的獲取。相機的掃描方式是俯仰掃描,結構光的掃描方式是水平掃描[10]。在搭建視覺測量系統的過程中,通過分析測量需求選擇合適的相機等設備,并設計相關的云臺、控制柜、光學平臺等。

圖1 基于結構光視覺的鍛件尺寸測量方法
選用橫向分辨率為8 192像素件高速高靈敏度線陣電荷耦合器件相機,像元尺寸為7 μm。其余鏡頭及濾光片等結合車間的實際光線情況進行選擇,盡可能提高成像質量,同時降低環境光給系統帶來的干擾。考慮到鍛件鍛壓過程中溫度較高,鍛件本身為紅色,為了便于相機更有效地提取亮點,選擇測量系統用的光為綠色線結構光,定制波長為532 nm的大功率綠激光器,并使其線寬在距離被測對象5 m處達到2 mm的標準,同時使其光平面處于垂直狀態。相機云臺主要的設計要求是體積小、質量輕、運動慣量小、動態響應速度快。控制柜與支架部分包含四個支架,固定于地面上。支架上方放置光學平臺,光學平臺上分別放置相機云臺和激光器云臺。這兩個云臺外設置防塵箱,防塵箱前端為玻璃材質,保證激光和相機通透。光學平臺設計專門與相機云臺及激光器云臺匹配的螺紋接口,使同一臺面可以適用于兩個云臺底板。結合對車間現場的安裝環境分析,最終完成整個系統在車間內的安裝調試。在數據處理方面,通過高速現場可編程門陣列實現亮點的預處理與數據傳輸,進而在上位機內利用標定的參數進行具體的測點坐標解算[11]。
鍛壓生產車間中安裝條件有限,同時需要盡量減小現場安裝過程對現有生產任務帶來的不利影響,在滿足車間安全要求的基礎上,尋找合適的安裝位置。通過與車間現場工人多次溝通,明確兩套測試設備在鍛壓機南側與北側的位置。通過利用依據車間實際測量尺寸數據建立的鍛壓機車間模型,對測量系統的視野情況進行分析,車間模型如圖2所示。在實際測量系統車間現場安裝過程中,結合現場現有其它設備及車間的實際情況,對車間模擬位置進行細微調整,同時盡量借助車間現有的線槽、供電網絡等基礎設施,展開實際測量系統的安裝工作。含中間的三段階梯軸。在上位機控制界面內設置好掃描范圍、相機和激光器的旋轉速度,以及步進角度等參數后,就可以進行掃描。由于第二套系統離測量工件的距離較遠,因此選擇較小的相機步進角度,以便于獲取更多的工件表面數據。上位機控制界面如圖4所示。
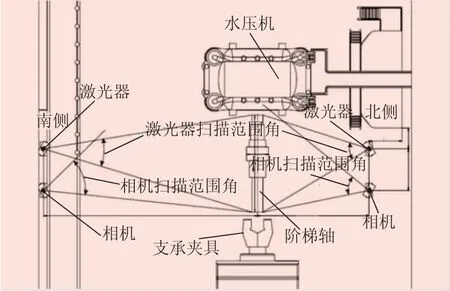
圖2 車間模型

圖3 階梯軸零件現場測量
4 現場測量
為了在車間現場環境中對實際工件展開測量試驗,在某重型機器廠存放大型鑄鍛件的倉庫中選擇一個階梯軸零件。該零件材料為鑄鐵,質量為18 t,將其按如圖3所示方式擺放在相機視野范圍之內。點動旋轉兩套系統的結構光,選擇視覺測量系統的實際測量范圍。最終確定有效掃描范圍為3.3 m,包
點擊啟動檢測按鈕,上位機獲取由以太網發送而來的現場可編程門陣列亮點數據,并可以自動進行點云數據的預處理和尺寸擬合,將擬合結果顯示在上位機界面上。顯示的尺寸信息包括所測量每段階梯軸的直徑、長度、同軸度和偏心量。

圖4 上位機控制界面
點擊三維顯示按鈕,可將上位機三維重構的結果顯示出來,如圖5所示。不同的顏色表示不同的誤差等級,根據顏色可以判斷各段軸實際鍛壓情況與理想尺寸的偏差。白色代表正偏差超過10%,黃色代表正偏差3.33%,橘黃色代表無偏差,紅色代表負偏差3.33%,黑色代表負偏差超過10%。
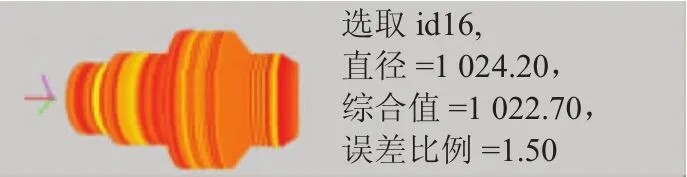
圖5 三維顯示
按X軸正向對臺階進行區分,分別標注第一段至第五段階梯軸,如圖6所示。選取合適的測量手段后,對線結構光掃描范圍之內的三段階梯軸長度和直徑進行測量,并與上位機擬合結果進行對比,結果見表1。第一段及第五段臺階被下方砧臺遮擋,其數據結果具有不確定性,不作比較。由表1中數據可以看出,在測量系統能夠進行有效測量的第二、第三、第四段臺階中,獲取的尺寸對鍛件實際生產過程有一定的指導意義。經過預處理及尺寸擬合后建立的點云數據模型如圖7所示,紅色與藍色表示兩套系統分別測出的鍛件表面坐標,綠色是根據原始數據點擬合出來的曲線。

圖6 臺階區分
測量系統的標定參數經過補償之后,測點誤差精度達到預期。在實際車間生產環境的應用過程中,存在一些客觀不利因素,導致最終的尺寸獲取精度略有降低。從現場測試環境來看,車間南側墻上大面積玻璃外墻導致現場測試時有較強的陽光投射,而陽光是全波段的,因此在測量系統進行濾光片物理過濾之后,陽光的照射仍然會帶來較多的雜散亮點,從而對相機的測點亮點數據采集造成一定影響,進而給點云數據濾波和尺寸擬合帶來干擾。

表1 測量結果對比

圖7 點云數據模型
5 結論
經過相關技術研發與試驗調試,針對基于結構光視覺的鍛件尺寸測量系統展開研究,在實際測量系統搭建和優化改進后,進行實際軸類工件測量驗證工作。
測量結果顯示,基于結構光視覺的鍛件尺寸測量系統在經過前期標定之后,利用標定的參數能夠較為精確地獲取工件表面測點的三維坐標,被測工件的尺寸計算結果與實際工件的尺寸誤差較小。
在實際工程生產應用的過程中,鍛件車間生產的環境較為復雜,測量系統容易受到現場環境因素的干擾。可見,如何更進一步提高鍛件尺寸測量系統的精度,將是需要持續進行研究的方向。鍛件在鍛壓過程中,鍛件表面測點坐標的獲取能夠有效反映當前時刻鍛件的形狀信息。通過持續不斷的數據積累,并進一步與鍛壓工藝結合,進行持續改進研究,可以為鍛壓過程的自動化、智能化打下堅實的基礎。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(2017年9期)2017-09-26 03:41:45