去除電磁繼電器簧片裝配應力的工藝優化
2018-10-15 06:25:32
機電元件 2018年5期
(桂林航天電子有限公司,廣西桂林,541002)
1 引言
電磁繼電器裝配過程中釬焊、調試過程均會對簧片產生應力,裝配應力釋放不充分會導致電磁繼電器在試驗時釋放電壓低失效,應力釋放不充分除與簧片材料固有性能有關之外,直接反映是產品靜壓力小。
以往研究繼電器簧片應力的文獻較少,且多針對設計、試驗、系統開發方面,去除裝配應力的研究尚未見報道。文獻[1]、[2]是關于應用開發彈性材料應力松弛測試系統,選定兩種簧片材料,對繼電器接觸簧片加速應力松弛試驗,找出短期變化規律,以外推出長期的應力松弛量,為繼電器可靠性設計提供必要依據[1,2]。文獻[3]從選定繼電器總結出簧片應力集中點在觸點動作過程中的應力變化,得出接觸力作用點位置、簧片尺寸、倒角大小對應力集中點應力值的影響規律,從而得到設計優化改進建議[3]。文獻[4]也是從設計方面、針對具體繼電器型號異形簧片計算及推桿疲勞強度計算分析繼電器應力的失效案例[4]。文獻[5]是從試驗階段出發,研究隨機振動環境應力篩選方法,剔除有早期失效隱患的產品[5]。
應力釋放不充分會導致電磁繼電器靜壓力不穩定、試驗中因釋放電壓低失效,去除繼電器裝配應力的方法通常是機械老煉和溫度老煉。以上兩種常用方法不足以使簧片裝配應力釋放充分,因此本文提出新的工藝方法,選用高溫按壓方式去除簧片裝配應力,穩定靜壓力,實驗驗證后效果明顯,解決了試驗過程中釋放低的問題。
2 常用工藝方法應用情況
引言中已提及去除繼電器裝配應力兩種常用方法是機械老煉和溫度老煉。機械老煉指在一段時間內(按設計文件)使繼電器不加負載,用額定工作電壓(脈沖)驅動,使其零、部件承受機械力的交替作用。溫度老煉指在一段時間(按設計文件)內使繼電器承受高溫,用以消除調整和裝配過程中零部件產生的內應力,穩定磁性能[6]。
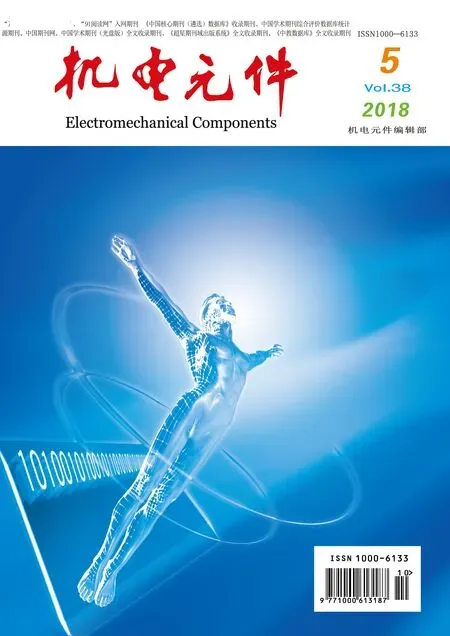
為研究常用方法是否能有效去除簧片裝配應力,對采用常溫機械老練、真空烘烤工藝方法前后的產品靜壓力變化情況(表1、表2)進行分析,與試驗后產品靜壓力變化情況(表3)對比,詳見圖1:
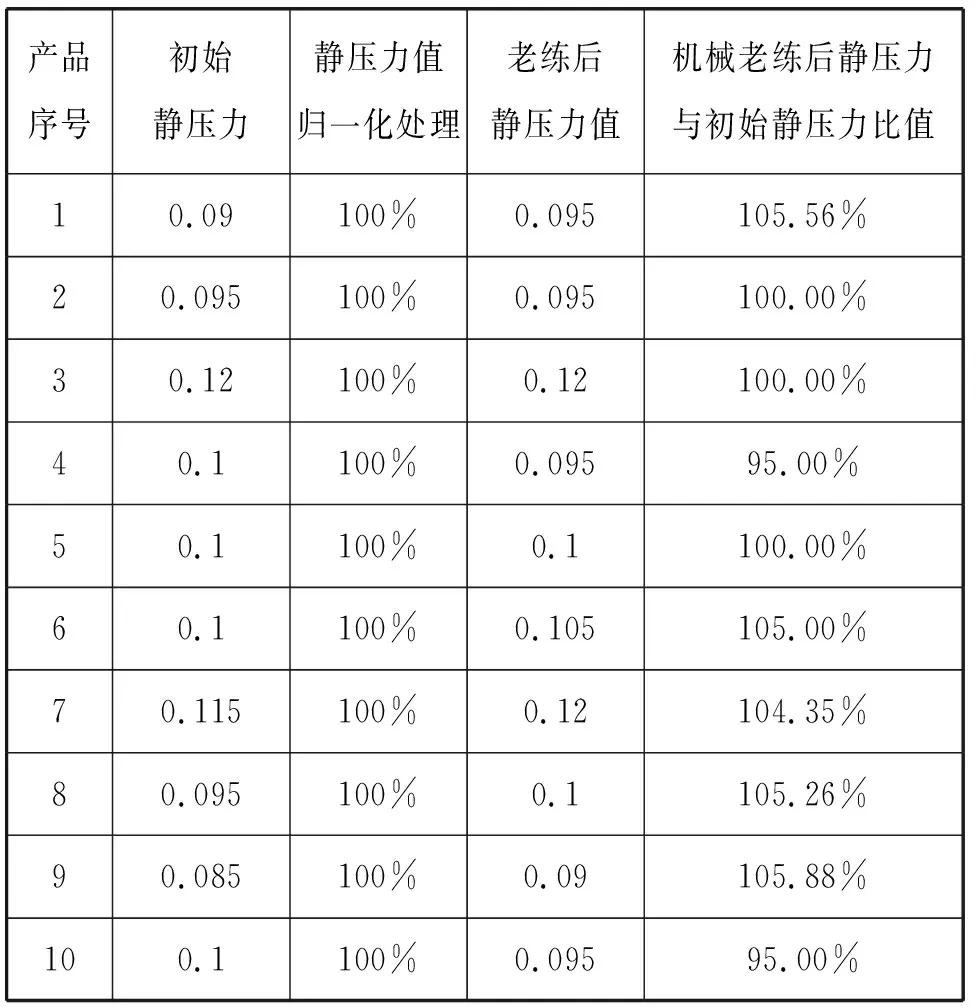
表1 機械老練前后靜壓力值(N)
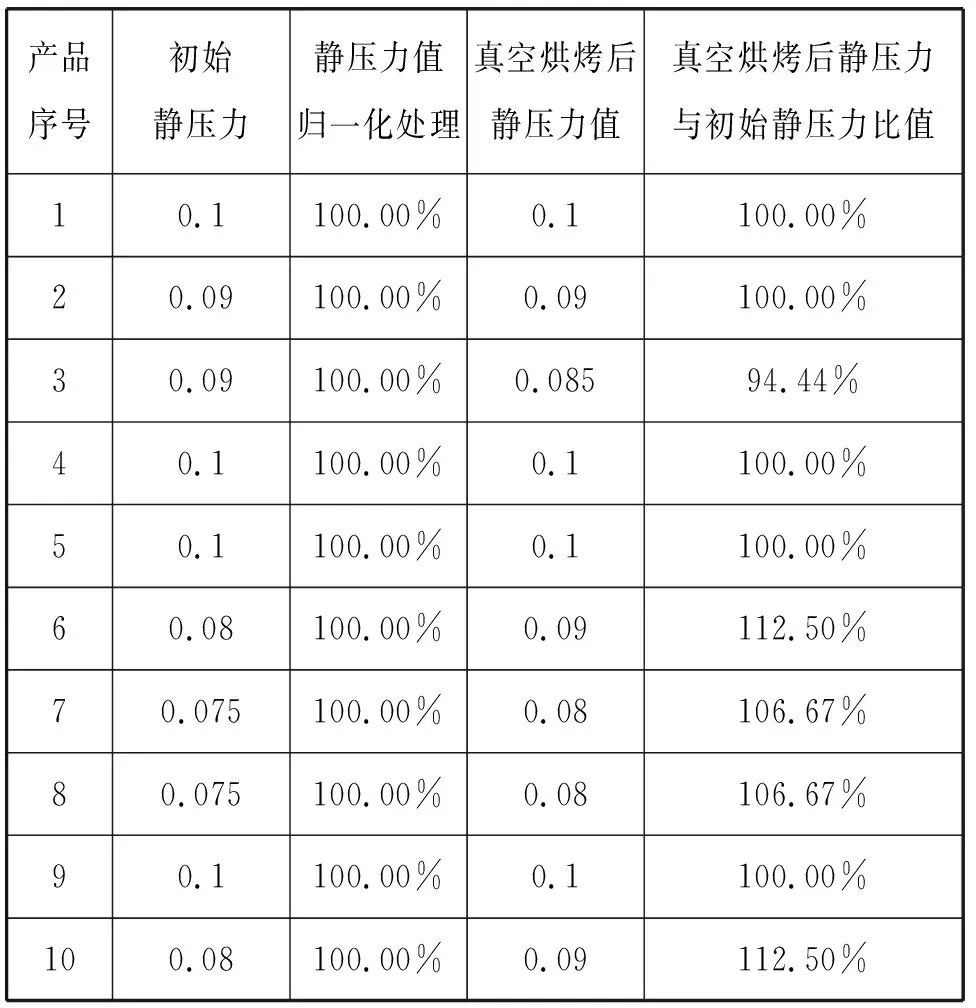
表2 真空烘烤前后靜壓力值(N)
表3 試驗前后靜壓力值(N)
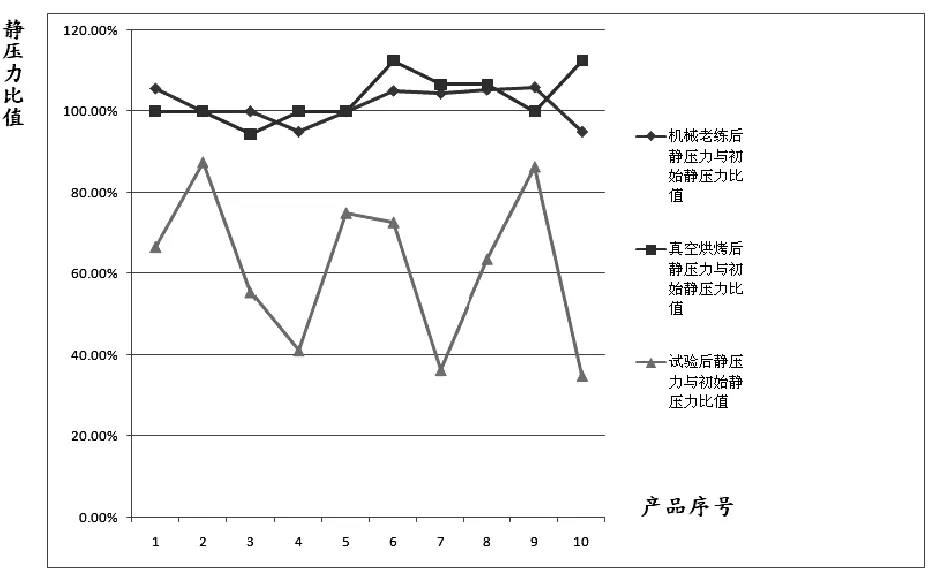
圖1 機械老練、真空烘烤、試驗后靜壓力值變化情況
從以上圖表可知,機械老練后靜壓力與初始靜壓力比值范圍(95%~105%)、真空烘烤后靜壓力與初始靜壓力比值范圍(90%~112%)、試驗后靜壓力與初始靜壓力比值范圍(35%~111%)。
得到以下結論:
①試驗后靜壓力減小,變化值遠大于機械老練、真空烘烤后的靜壓力值變化;
②機械老練、真空烘烤的工藝方法不足以使試驗過程中靜壓力穩定,簧片裝配應力未釋放充分。
3 工藝優化過程
對試驗后靜壓力小的產品拆殼分析,靜壓力變小的因素有靜壓力超出簧片材料許用應力和簧片應力釋放不充分兩方面[7],針對以上兩項因素開展工藝優化工作。
3.1 強度校核
為驗證簧片裝配應力釋放不充分是否與靜壓力超出簧片材料許用應力相關,采用仿真方法對簧片強度進行校核。在簧片根部模擬施加靜壓力均值(圖2),此時最大應力為材料抗拉強度的1/6,符合≤1/3的設計原則[8]。

圖2 簧片應力計算模型
3.2 去除簧片裝配應力的工藝優化
通過以上強度校核,排除了靜壓力超出簧片材料許用應力導致靜壓力小的因素。以下針對簧片應力釋放不充分進行新的工藝方法驗證實驗。
3.2.1 裝配高低溫篩選工藝方法
因裝配中產品機械老練或真空烘烤的溫度范圍不能覆蓋試驗溫度范圍,導致產品在溫沖試驗后參數變化。為此采用產品套殼前整件經受高低溫篩選試驗、提前釋放簧片應力的新工藝方法來替代原機械老練、真空烘烤的工藝方法,使裝配中溫度范圍覆蓋試驗溫度范圍,詳見表4、表5、圖3、圖4。
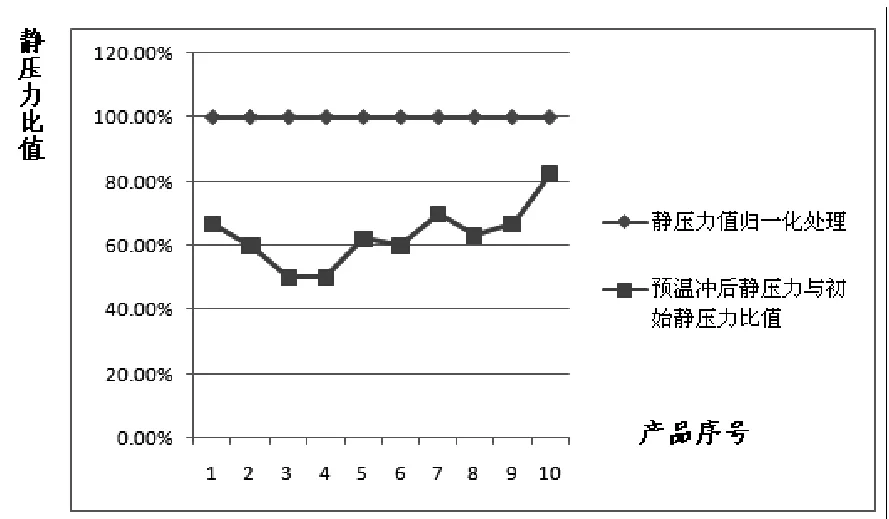
圖3 預溫沖試驗后靜壓力值變化情況
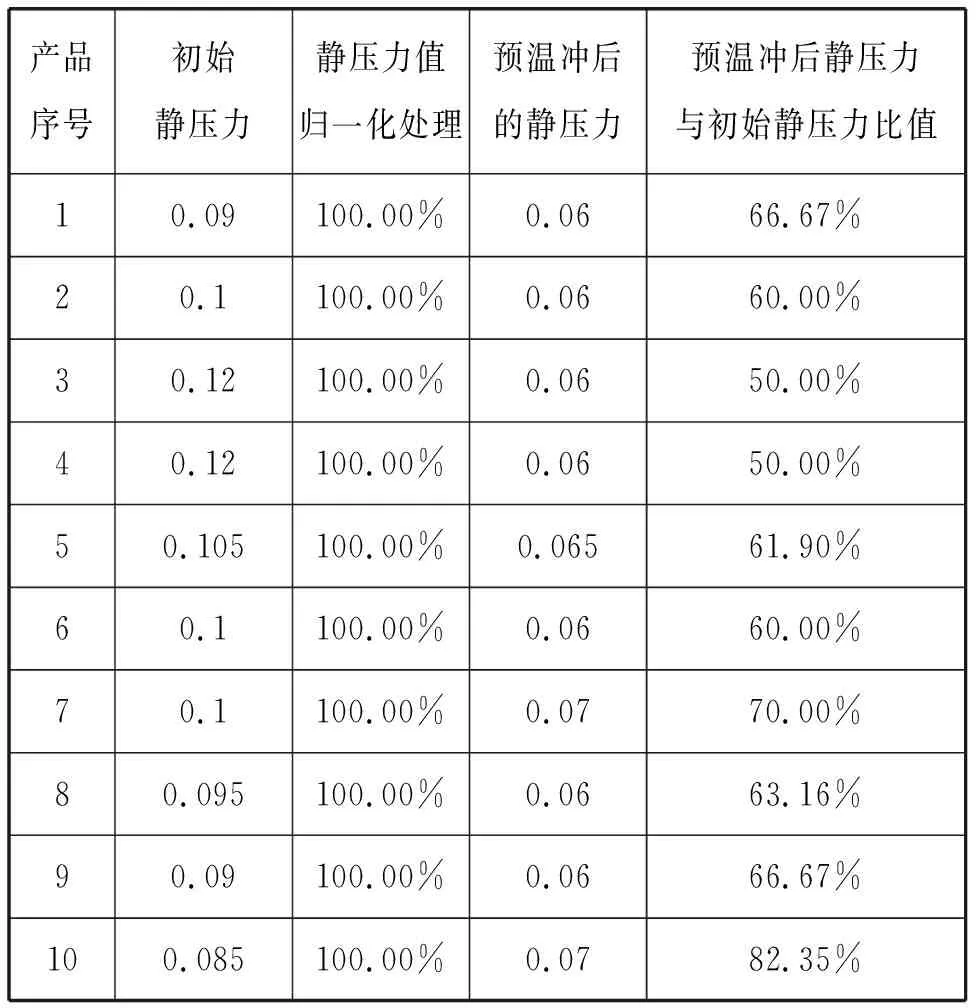
產品序號初始靜壓力靜壓力值歸一化處理預溫沖后的靜壓力預溫沖后靜壓力與初始靜壓力比值10.09100.00%0.0666.67%20.1100.00%0.0660.00%30.12100.00%0.0650.00%40.12100.00%0.0650.00%50.105100.00%0.06561.90%60.1100.00%0.0660.00%70.1100.00%0.0770.00%80.095100.00%0.0663.16%90.09100.00%0.0666.67%100.085100.00%0.0782.35%
由表4及圖3可知,經過預溫沖后靜壓力變化較大,變化范圍(50%~82.35%)。
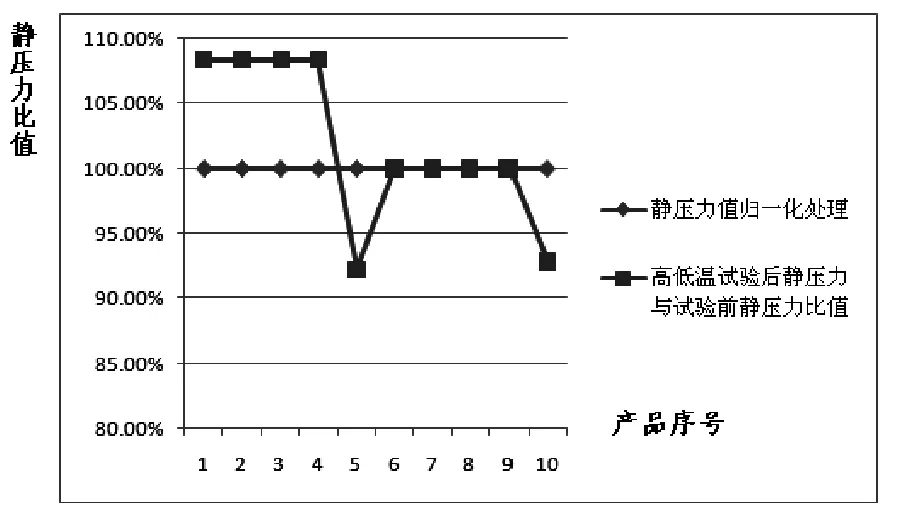
圖4 高低溫試驗后靜壓力值變化情況
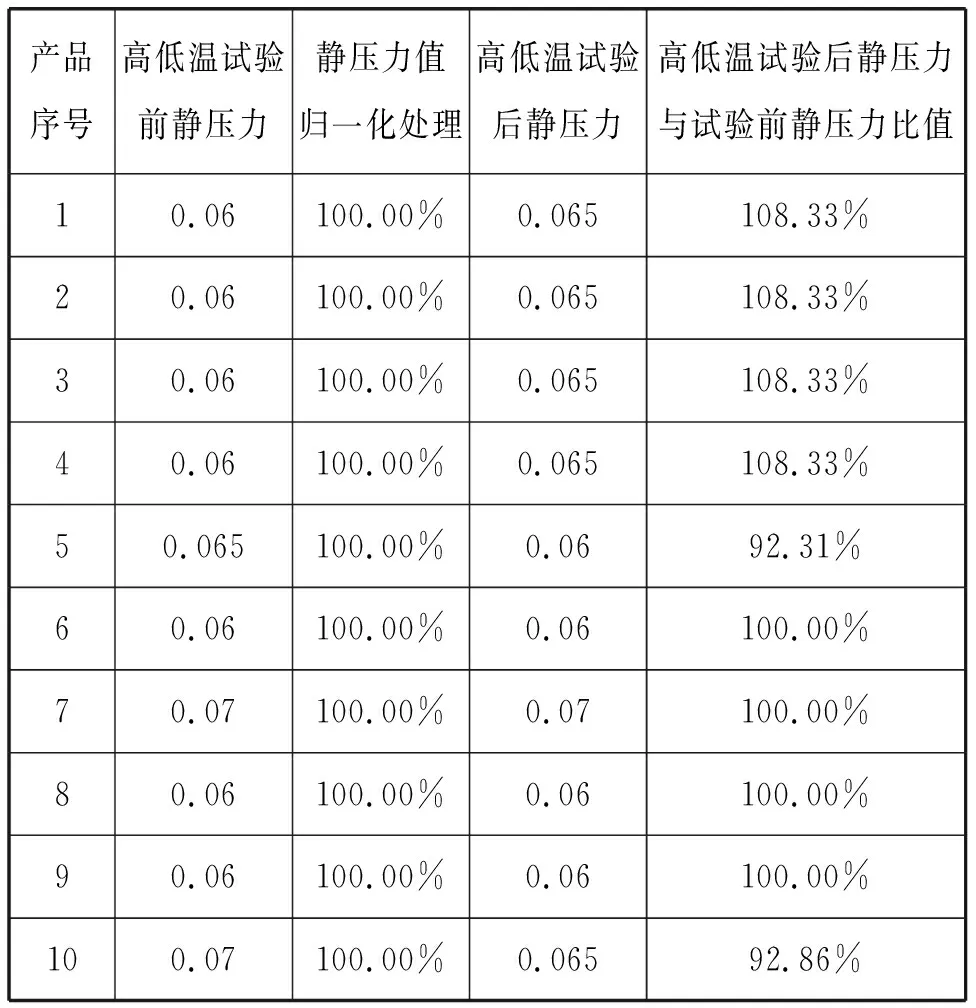
產品序號高低溫試驗前靜壓力靜壓力值歸一化處理高低溫試驗后靜壓力高低溫試驗后靜壓力與試驗前靜壓力比值10.06100.00%0.065108.33%20.06100.00%0.065108.33%30.06100.00%0.065108.33%40.06100.00%0.065108.33%50.065100.00%0.0692.31%60.06100.00%0.06100.00%70.07100.00%0.07100.00%80.06100.00%0.06100.00%90.06100.00%0.06100.00%100.07100.00%0.06592.86%
由表5及圖4可知,高低溫試驗前后靜壓力變化較小,變化范圍(92.31%~108.33%),說明預溫沖措施有效,靜壓力應力釋放充分。
綜上,預先溫沖試驗的方法對改善高低溫試驗后靜壓力值變化有明顯效果。但方案實施時是將產品從高溫烘箱真空環境直接放至室溫大氣中,空氣中雜質過多、失去高純N2保護的產品,薄鍍層的簧片表面極易與空氣中各類元素發生化學反應,易氧化,形成絕緣膜,導致產品接觸電阻增大,在直流感性壽命中出現斷故障[9],試驗結果見表6。
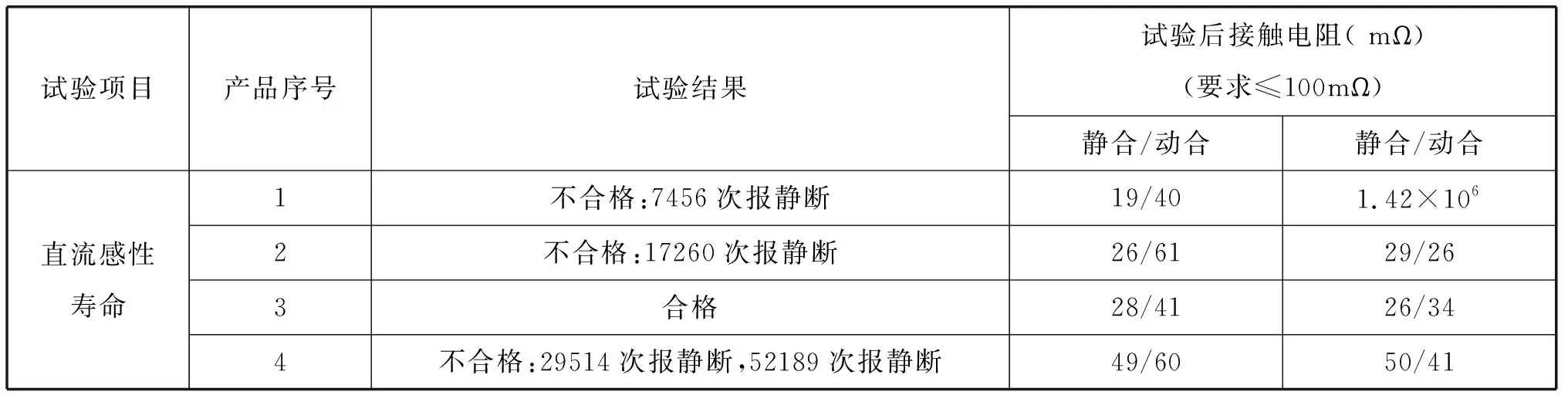
表6 試驗結果
經驗證,裝配高低溫篩選的工藝方法用于產品裝配過程中不可行。
3.2.2 高溫按壓工藝方法
因常用機械老練、真空烘烤工藝方法均未使動簧片反力處于最極限狀態,決定采用高溫按壓的新工藝方法來替代原工藝。
1) 高溫按壓實驗
進行高溫按壓實驗,即在真空烘烤條件下、使推動器將動簧片形變推至超行程,與通常真空烘烤下的區別如示意圖5所示。查閱文獻可知,在材料的彈性極限內,影響應力松弛的主要因素是溫度和時間,制定不同的烘烤溫度和時間進行高溫按壓實驗,測試靜壓力的變化情況,詳見表7、圖6:
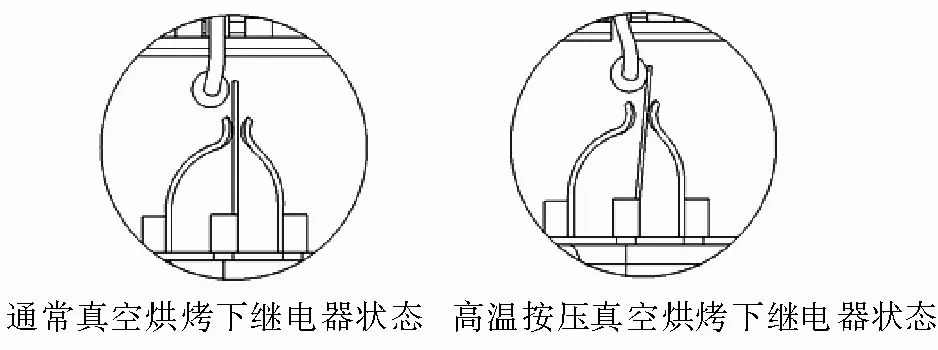
圖5 通常真空烘烤與高溫按壓下繼電器對比示意圖
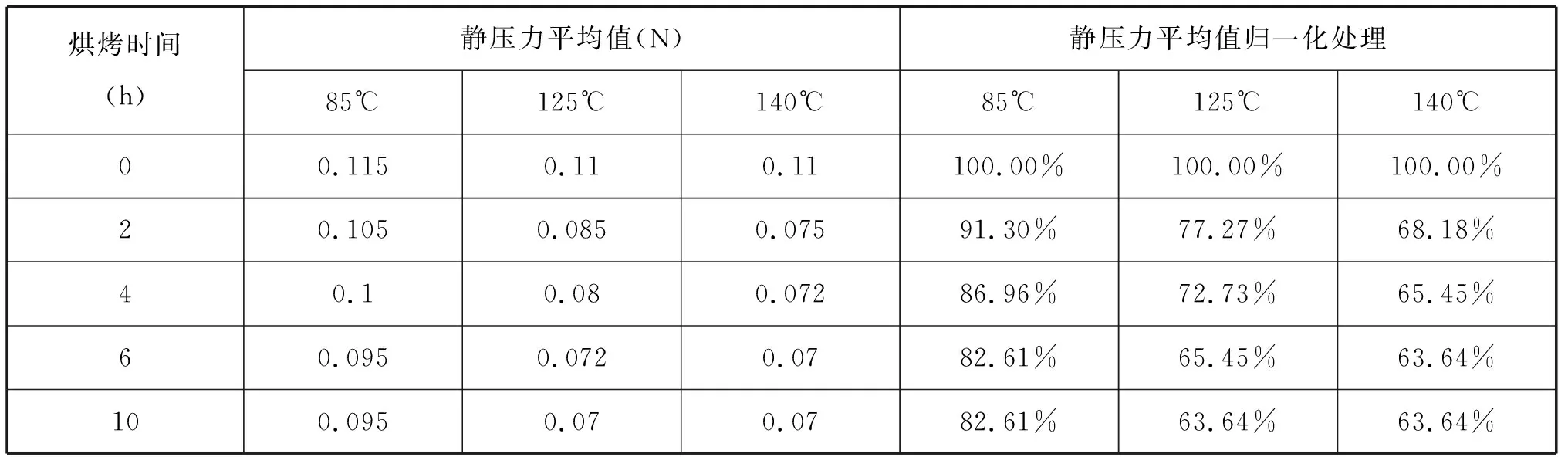
烘烤時間(h)靜壓力平均值(N)靜壓力平均值歸一化處理85℃125℃140℃85℃125℃140℃00.1150.110.11100.00%100.00%100.00%20.1050.0850.07591.30%77.27%68.18%40.10.080.07286.96%72.73%65.45%60.0950.0720.0782.61%65.45%63.64%100.0950.070.0782.61%63.64%63.64%
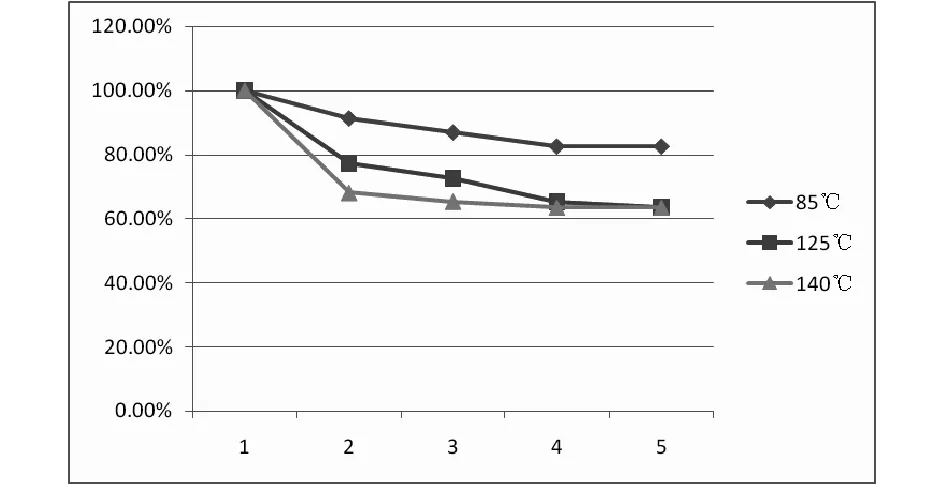
圖6 不同烘烤溫度、時間下靜壓力下幅幅度曲線
由此表明:不同烘烤溫度下的靜壓力值均在烘烤6h后趨于穩定,其中125℃分組與140℃分組變化趨勢接近,同時結合產品環境溫度范圍、此時靜壓力值符合吸反力匹配原則,確定烘烤參數(130±5)℃,6h[10]。
采用高溫按壓法的產品按照烘烤參數(130±5)℃,6h進行真空烘烤后進行試驗驗證,試驗前后靜壓力的變化情況詳見表8、圖7:
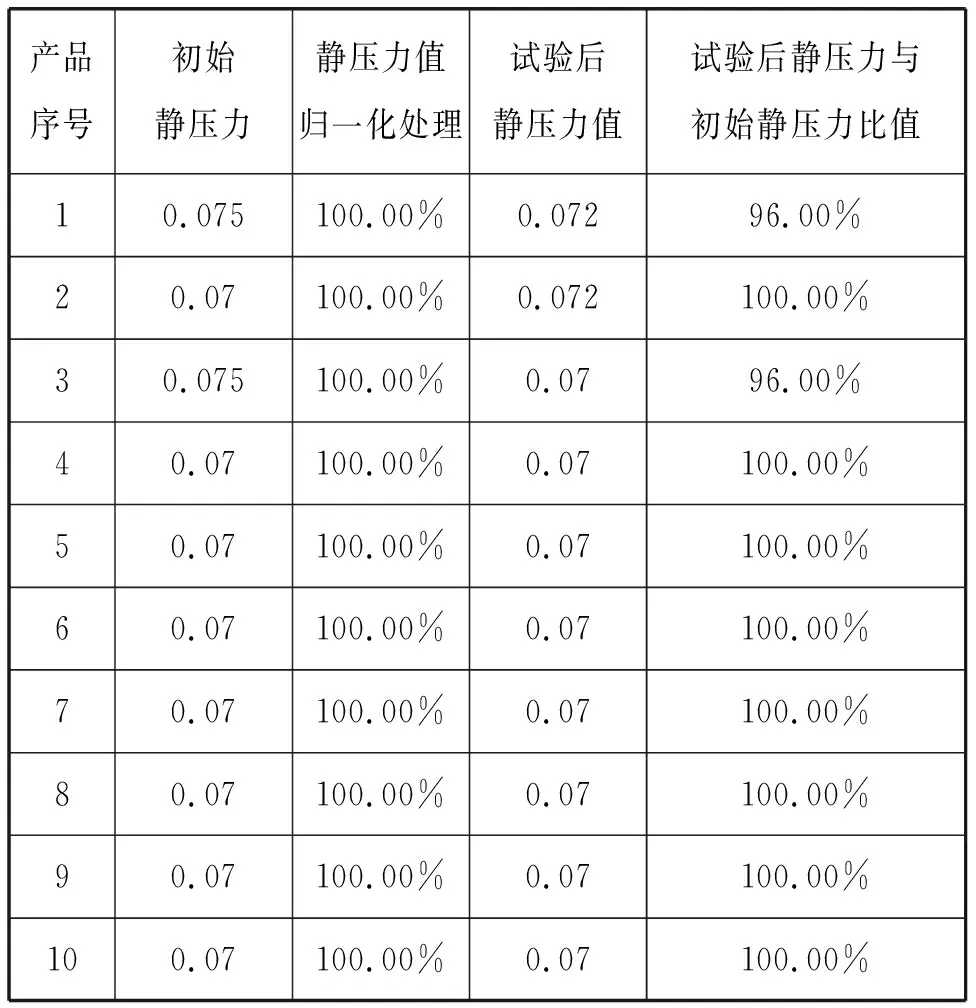
表8 試驗前后靜壓力值(N)
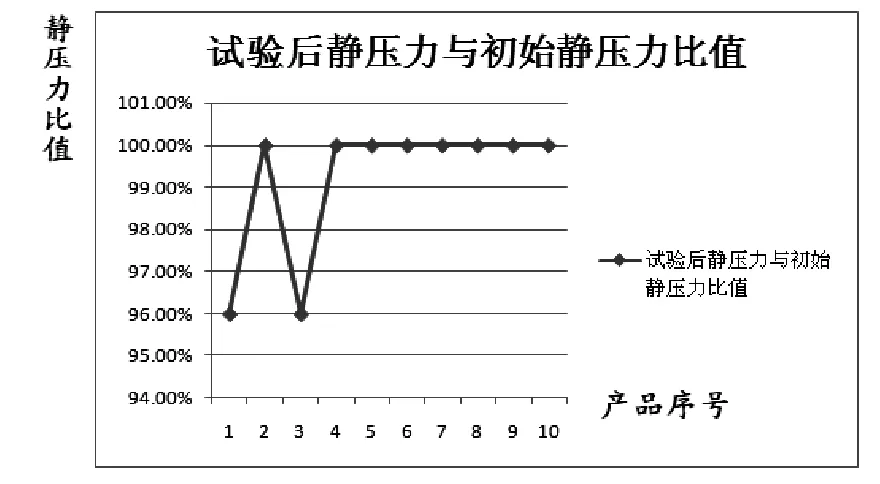
圖7 試驗后靜壓力值變化情況
實驗驗證,采用高溫按壓法去除簧片裝配應力后的產品,在試驗過程中靜壓力值穩定,試驗后靜壓力變化小。
2) 高溫按壓方法
高溫按壓方法有線圈加電法、磁間隙塞塞片法。
線圈加電法,因在真空環境下、線圈加電時真空散熱條件惡劣,線圈溫升會超出漆包線材料許用溫度,導致漆包線絕緣層受損。分別在大氣、真空環境下,高溫+125℃條件下進行線圈加電實驗,詳見圖8:
從圖8可知,真空中高溫125℃線圈加電的線圈溫度遠高于大氣環境中的溫度,最高溫度達到近200℃,已接近線圈漆包線材料的極限溫度220℃,所以此種方法不可行。
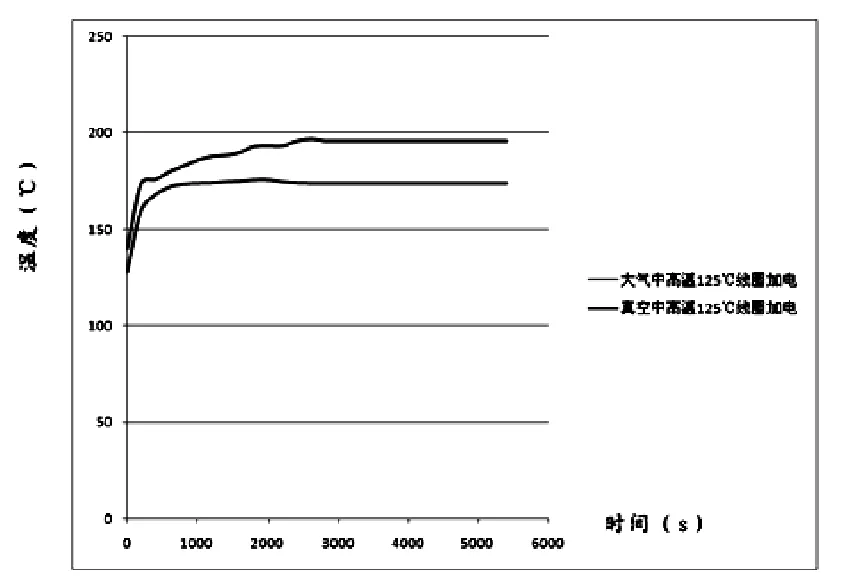
圖8 線圈加電溫度曲線
磁間隙塞塞片法(示意圖9),簡單易操作,能夠定量推動器推壓動簧片形變、一致性好,工藝可靠性高。
圖9 磁間隙塞塞片法示意圖
4 效果
將優化后的工藝方法應用于批生產中,試驗過程中釋放電壓穩定,提高了電磁繼電器關鍵電參數釋放電壓的可靠性。試驗前后靜壓力穩定、一致性好,詳見圖10,明顯改善了優化前靜壓力變化大的情況。
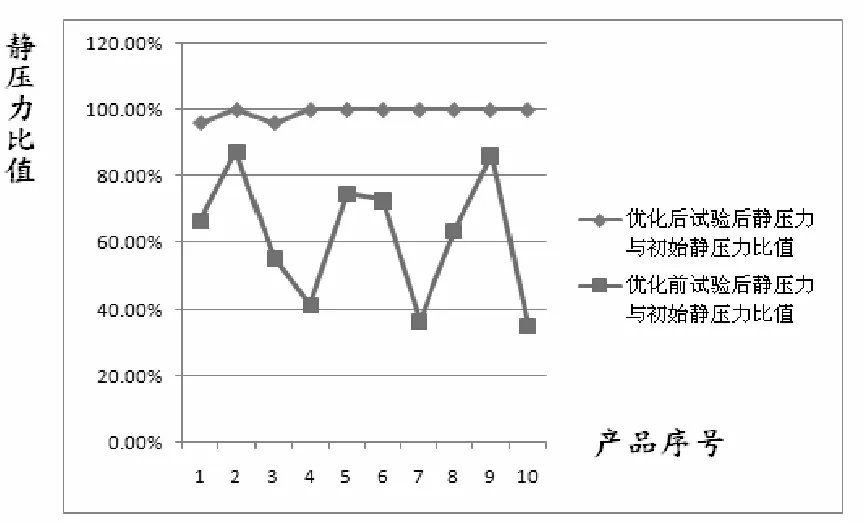
圖10 優化前后靜壓力變化情況
5 結論
本文首次對去除電磁繼電器簧片裝配應力的方法進行研究,通過理論、仿真與實驗相結合的方法,確定適合、有效于去除電磁繼電器簧片裝配應力的工藝方法,優化后的方法能有效提高生產效率、滿足產品質量。得到以下結論:
(1)覆蓋試驗溫度范圍的裝配高低溫篩選工藝方法不適合在產品裝配過程中應用,對產品接觸電阻造成不良影響。
(2)高溫按壓法工藝,能夠簡單有效地去除簧片裝配應力,靜壓力穩定,提高了電磁繼電器關鍵電參數釋放電壓的可靠性,提高了生產效率。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
石油化工應用(2014年8期)2014-03-11 17:40:03