車身夾具調試驗收方法及滾邊工藝分析
2018-10-15 10:40:10陸勇
汽車零部件 2018年9期
關鍵詞:調試
陸勇
(北京奔馳汽車有限公司MFA裝焊車間,北京 100176)
0 引言
X156項目是北京某前驅平臺的首款車型,擔負著新平臺在中國市場的認可與認同任務。該項目于2013年3月正式啟動試裝,自動化率僅為40%左右,眾多的手工工裝對整車的質量和穩定性提出了嚴苛的考驗。因此,在生產線自動化率嚴重低下的現實情況下,如何實現白車身零件的尺寸合格且穩定狀態,成為了最棘手的問題,需要系統化的解決方案。
在試裝階段,探討并實踐了一系列的夾具驗收與調試方法,通過系統的分解任務和時間節點,以結果為導向,形成了夾具精度符合性檢查、夾具穩定性檢查、滾邊胎調試、裝具調試、產品符合性調試等系統化的方法。
覆蓋件的尺寸問題是影響整車外觀質量最重要的因素,對覆蓋件進行滾邊優化是亟待解決的問題。通過X156項目的實踐,總結了一系列的滾壓包邊工藝技術要求,探討了滾邊尺寸穩定性保持方法、滾輪正常工作狀態的要求、滾邊尺寸的調整方法,并通過生產驗證使滾壓包邊工藝滿足工藝要求。
文中將從夾具驗收與調試方法以及機器人滾壓包邊工藝兩方面進行探討,并進行詳細介紹。
1 白車身夾具驗收與調試方法
白車身工裝夾具在投入系列化生產前要歷經設計審核、現場驗收及調試兩個重要階段。在設計審核階段,需要在夾具結構設計上避免不合理,保證設計標準統一,防止影響夾具功能的實現;在現場驗收及調試階段,需要消除夾具的制造及裝配問題,進行功能調試,保證產品的尺寸需求[1]。
1.1 夾具精度符合性檢查
夾具交付到現場后,首先需要對夾具的精度進行檢查及確認,對不符合精度要求的夾具結構進行整改。
1.1.1 夾具標定
夾具在交付現場進行組裝后需要由區域供應商對夾具精度進行重新標定,標定完成后需要抽測10% 的夾具進行檢驗,其中定位焊夾具占抽測樣本7%,補焊夾具占抽測樣本3%。若抽測中發現夾具偏差大于0.2 mm,且有嚴重錯誤,抽測樣本擴大至50%,若同樣發現嚴重錯誤,抽測樣本為全部夾具。供應商需對標定不合格的夾具進行精度整改,并重新標定。
1.1.2 鋼板間隙
夾具標定保證了所有定位元件的精度,但是夾具壓塊的精度需要由鋼板間隙來保證,即確保夾具托塊與壓塊之間的間隙與數模中此處全部鋼板的厚度和一致,鋼板間隙比此處全部鋼板的厚度和大0.05~0.1 mm。需要對全部夾具進行鋼板間隙檢查,否則無法達到穩定性要求[2]。
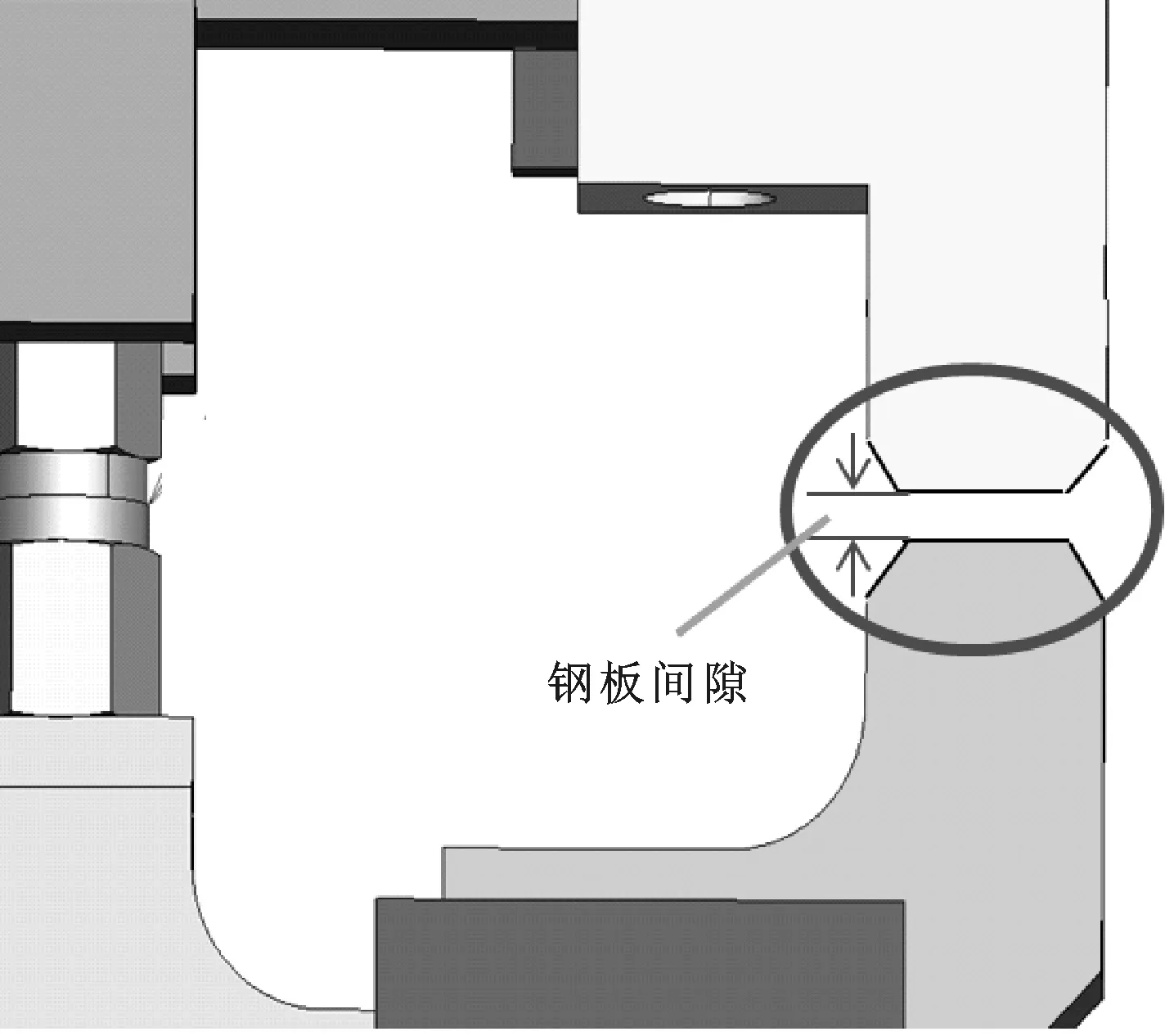
圖1 夾具鋼板間隙
1.1.3 墊片
所有夾具定位元件的調整墊片均由5 mm墊塊及2、2、1 mm墊片組成。其中在夾具標定時如需調整定位元件精度,需將5 mm墊塊更換為相應厚度的墊塊,并保持2、2、1 mm的墊片總數量不變。
1.1.4 U形限位塊
斷掉夾具氣源,用手輕輕搖動夾爪臂,觀察U形限位塊是否單邊磨損,如果磨損會損壞夾具的精度、壽命及穩定性,需要進行整改。
1.1.5 定位抓手
將定位抓手放置于夾具上,通氣后夾緊夾具,此時對定位抓手進行精度標定,檢查夾具及定位抓手4個限位塊的標定數據,以及所有定位元件的標定數據。定位抓手不抓取零件,自由放置于夾具上,檢查4對限位塊是否完全貼合以及鋼板間隙是否合格。定位抓手是保證零件尺寸的重要工裝,需要對其進行全部檢查。
1.2 夾具穩定性檢查
夾具需要進行穩定性檢查,以保證生產出尺寸穩定的零件。
1.2.1 貼合狀態
使用紅丹粉(四氧化三鉛或紅色氧化鉛)檢查零件與托塊和壓塊的貼合狀態;檢查零件與零件間的貼合狀態。確保所有相關零件及夾具貼合良好,如貼合不良,需要進行調整。
1.2.2 干涉問題
將零件放置在夾具上,檢查所有零件與夾具是否干涉、夾具與夾具是否干涉。要求零件與夾具部件(包括運動軌跡)的間隙大于3 mm,零件與零件翻邊及料邊無干涉。
1.2.3 裝夾穩定性
將零件裝配好,夾具通氣并夾緊。在零件與零件每個方向的配合面至少鉆2個孔,孔徑5 mm,鉆孔后需要鉸孔并打磨孔邊緣毛刺,鉆孔時需避讓焊點。鉆好孔后反復裝配零件5次,用標準的塞棒檢查每次裝配孔的錯位情況,要求不能大于0.3 mm。
1.2.4 焊接穩定性
如果零件裝配穩定性良好,最后一次裝夾后對其進行焊接,焊接完成后再用標準的塞棒檢查孔的錯位情況,錯位的部分不能超過0.3 mm。
1.3 滾邊胎穩定性檢查
1.3.1 貼合狀態
調試方法同夾具穩定性檢查一致,這里不再一一贅述。
1.3.2 干涉問題
調試方法同夾具穩定性檢查一致,這里不再一一贅述。
1.3.3 裝夾穩定性
將零件裝配好,夾具通氣并夾緊,滾邊胎上內、外板零件各粘至少3個測量球作為測量點,并且避讓機器人軌跡及滾邊胎模裝夾部件等。裝配完成后,反復裝配零件5次,用關節臂測量內、外板上的測量球,要求每次裝配后單方向的內、外板測量球相對移動量小于0.3 mm。
1.3.4 包邊穩定性
如果裝夾穩定性良好,在最后一次裝夾后,進行包邊,包邊后檢查內、外板測量球的移動量,單方向的內、外板測量球相對移動量要求小于0.3 mm,如果小球移動超出范圍,則另外裝配一套零件,分步進行包邊,檢查在哪一步包邊零件相對移動較大。
1.4 裝具穩定性檢查
1.4.1 裝夾穩定性
將同一個分總成反復在同一個車身上裝配5次,檢查覆蓋件周圍的間隙及面差值,要求波動小于0.3 mm。
1.4.2 鉸鏈裝配穩定性
鉸鏈在車身上裝配后,在鉸鏈的周圍刻線。同一個鉸鏈和同一個車身,反復裝配5次,檢查鉸鏈的位移是否小于0.3 mm。
1.5 產品符合性調試
當夾具精度和穩定性都滿足要求后,需要對產品進行三坐標測量,并針對測量結果進行夾具調整,以達到產品尺寸要求。
1.5.1 工序尺寸
連續測量5套零件,檢查工序定位點處的測量數據是否在公差范圍內;檢查工序定位點處的數據穩定性,要求波動小于0.66T。當定位點尺寸及穩定性不合格時,需要針對夾具進行工序間檢查及調整。
1.5.2 功能尺寸
當重要的工序尺寸已經合格時,檢查功能尺寸點處的測量數據是否在公差范圍內,連續測量5套零件,檢查功能尺寸點處的數據穩定性,要求波動小于0.66T。當功能尺寸不合格時,確認問題零件位置及工序。
1.5.3 夾具調整
所有夾具、裝具、包邊胎等的墊片調整,均需記錄時間、調整人、調整原因;夾具調整單存放位置:書面的記錄單存放至現場夾具旁文件袋中,區域工程師負責更新電子文檔。
1.6 車身尺寸考核成果
圖2為X156車身三坐標考核分值。SOP后X156車身最低考核分值為1.25,穩定于1.4~1.5左右,是某公司車身三坐標考核分值最好、穩定性最高的車型。
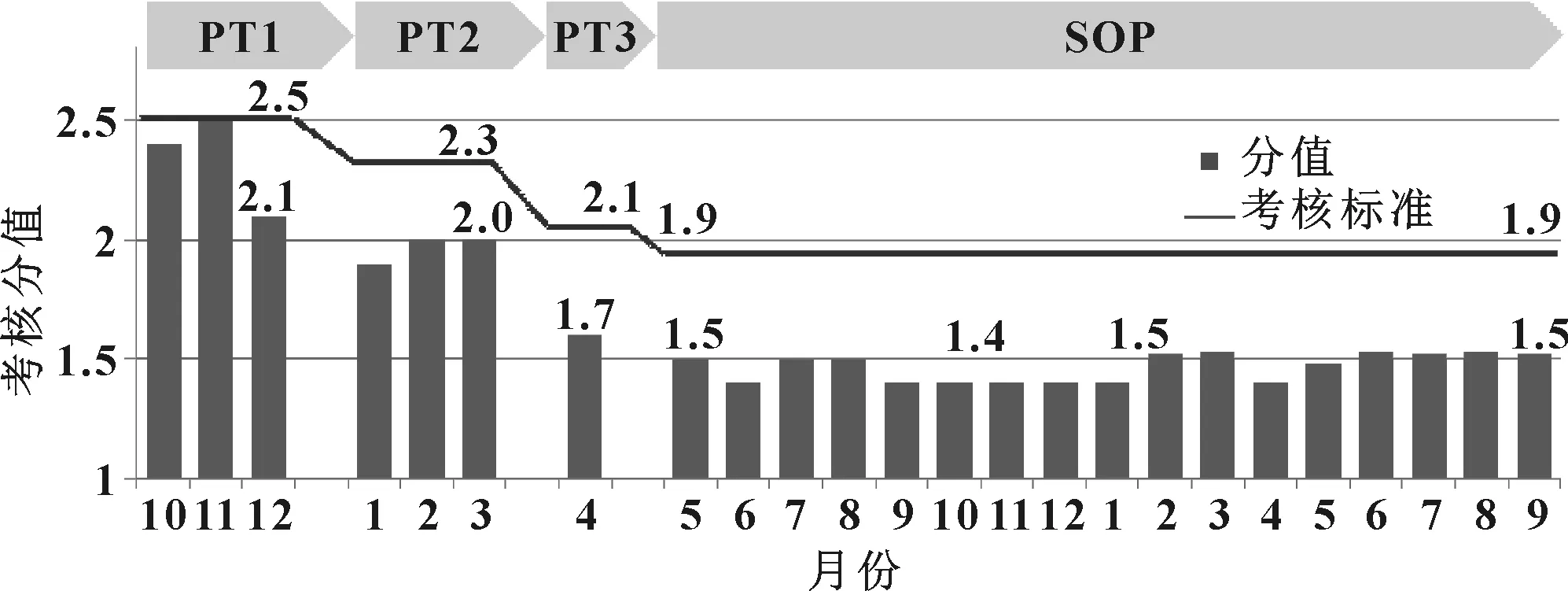
圖2 X156車身三坐標考核分值
2 機器人滾壓包邊工藝分析
機器人滾壓包邊是指通過機器人控制安裝在其手臂末端的滾邊工具,對板件邊緣進行滾壓,使外板沿內板邊緣翻折,實現兩者的裝配。該技術可以根據實際生產節拍需要,靈活選擇工藝方案及加工產品;根據車型的生命周期,可隨時更換滾邊壓合夾具來實現產品的更新換代[3]。圖3即為滾邊工藝過程。

圖3 滾邊工藝過程
2.1 滾邊尺寸穩定性因素
滾邊調整多數為工藝質量調整,而非尺寸調整。滾邊極少出現尺寸波動,若不得不因為尺寸問題調整滾邊,只能證明工藝和工序不穩定,問題極有可能不在滾邊工序,需要排查其他工序。
沖壓內外板狀態將直接影響滾邊質量的穩定性。對于HOP各總成件,測量基準的尺寸變化會導致所有尺寸的變化。間隙尺寸(包括滾邊尺寸)的變化常常是基準不穩定的表征,因此,重點在于:嚴格監控沖壓件基準位置的尺寸穩定性;優化夾具,確保在裝焊工序范圍內,基準的尺寸可控。
只有設備運轉穩定、滾輪位置及角度正常、機器人程序編寫規整,滾邊尺寸才能保持穩定,如果因程序或設備問題造成滾輪的非正常損耗,滾邊質量將存在重大隱患。
因此尺寸組需監控滾邊法蘭面外觀質量、合邊厚度、法蘭邊長度等常規質量項,這些質量項的波動與否反映著沖壓件與設備運轉是否正常。
2.1.1 滾邊程序的基本要求
SOP時,滾邊程序必須滿足下列要求:程序中不得出現Cirl語句;一條程序中只允許有一個Offset;一條程序只允許有一個TCP;在滾邊胎不上件的情況下運行滾邊程序,在程序的每一個單步位置,滾輪必須可以轉動,否則視為壓力過大。
SOP后,滾邊程序的調整要求如下:如無特殊質量需求,不得增加Hemming Offset;如非緊急停線調整,每次調整均需備份程序;每月一次,備份所有區域的滾邊程序至專用U盤。
2.1.2 滾邊尺寸的監控
三坐標監控重要滾邊尺寸如圖4所示。
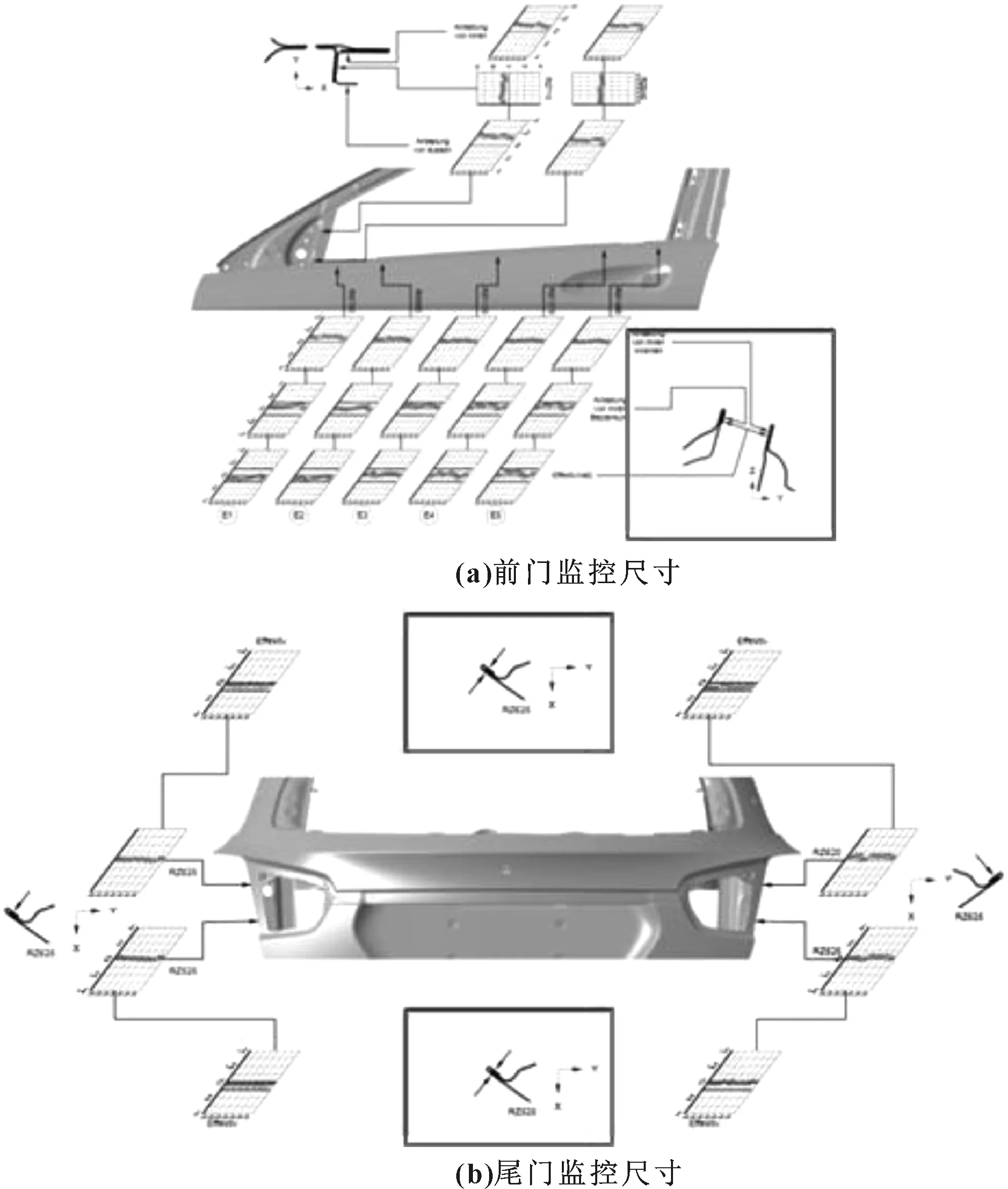
圖4 三坐標重要監控尺寸
工裝組藍領定期抽檢滾邊尺寸,如圖5所示,目視檢查法蘭面是否有劃痕,用檢具檢測滾邊厚度,用卡尺檢測合邊法蘭長度。

圖5 滾邊尺寸檢具
2.2 滾輪的工作狀態
2.2.1 TCP的選取要求
如圖6所示,正確的TCP位置選取在滾輪截面中部,保證調整時TCP與沖壓外板接觸。
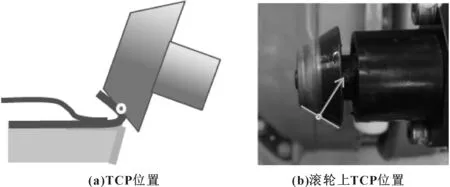
圖6 正確的TCP位置
錯誤的TCP位置有兩種情況。
第一種情況為TCP靠近滾輪后角,如圖7所示。這種情況下,滾輪與工件為點接觸,若工件為較軟的鋁件,將發生塑性變形,導致自動狀態下,滾輪軌跡發生偏移,滾邊結束后合邊表面出現曲線狀溝痕。

圖7 TCP靠近滾輪后角
第二種情況為TCP靠近滾輪前角,如圖8所示。這種情況下,滾輪軌跡穩定,但前角會與法蘭面接觸,若工件為較軟的鋁件,同樣會造成滾邊表面的溝痕。
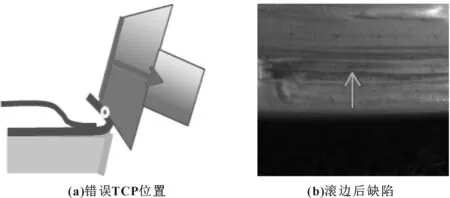
圖8 TCP靠近滾輪前角
2.2.2 預滾邊
預滾邊(90°~135°)工序正常工作狀態如圖9所示,正常狀態下,兩次滾壓步驟平均分配受力夾角,可保證耗材的正常使用壽命。
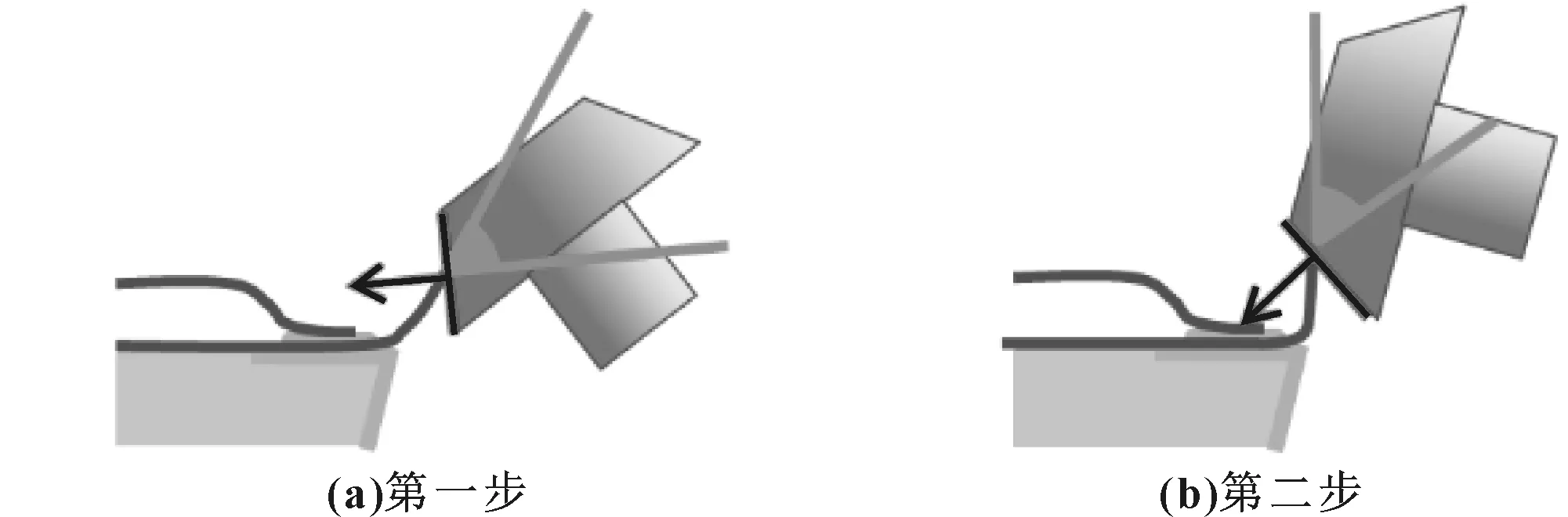
圖9 預滾邊工序
正常工作狀態下如果沖壓件法蘭邊翹曲,會導致滾輪過量磨損,具體如圖10所示。
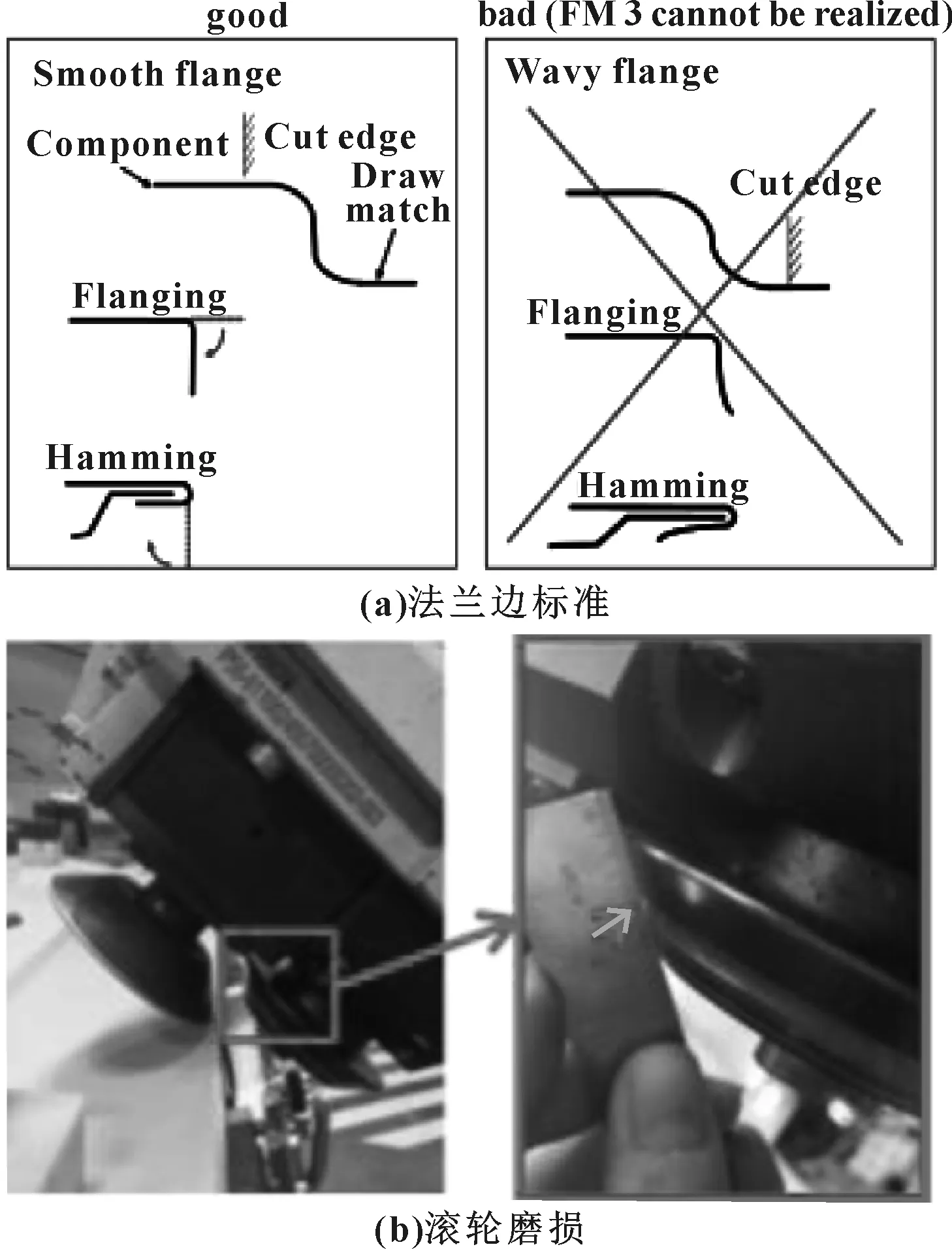
圖10 法蘭邊翹曲導致滾輪磨損
預滾邊工序失效會導致滾輪磨損嚴重,滾邊內表面出現壓痕。預滾邊工序失效的狀態如圖11所示,預滾邊失效,直接進入第二步。零件邊緣劇烈刮蹭滾輪,導致滾輪磨損、法蘭邊表面質量變差。
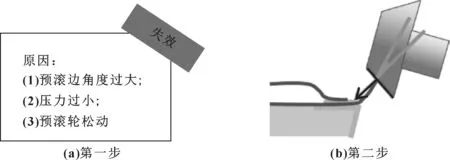
圖11 預滾邊失效
2.2.3 滾輪壓力
一般情況下,選擇60°~90°這一道滾邊進行間隙尺寸的調整。但調整時一定注意避免滾輪壓力過大或過小,否則會造成質量問題。
如圖12所示,如果滾輪壓力過大會導致外板邊緣變形、過于鋒利、表面質量不合格、滾邊胎和滾輪受力過大,影響使用壽命;如果滾輪壓力過小會導致滾邊失敗、法蘭邊外翻、總成報廢。
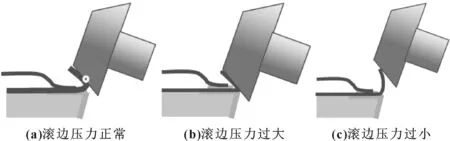
圖12 滾邊壓力正常、過大、過小
2.2.4 滾輪姿態
滾輪端面與外板修邊的距離應為1 mm左右,圖13為正確的滾輪Y向位置。如圖14所示,如果滾輪向Y-方向偏移會導致滾輪表面粘膠;如圖15所示,如果滾輪向Y+方向偏移會導致法蘭邊表面出現壓痕(壓力大)或者滾邊表面出現波浪(壓力小)。
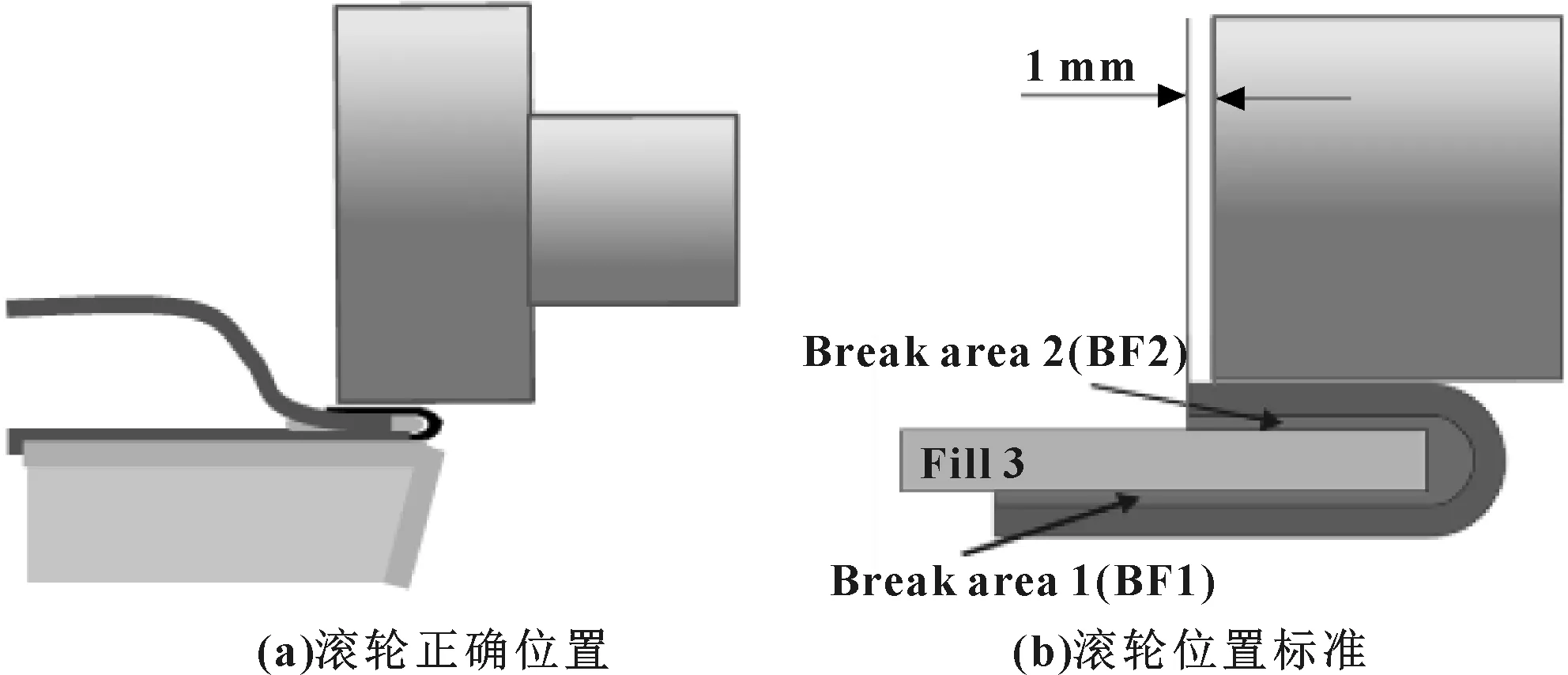
圖13 正確的滾輪Y向位置
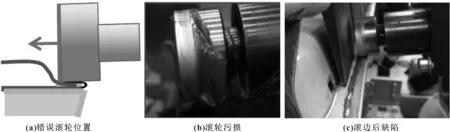
圖14 滾輪向Y-方向偏移

圖15 滾輪向Y+方向偏移
正確的滾邊角度為滾輪與滾邊胎平行,如圖16所示。
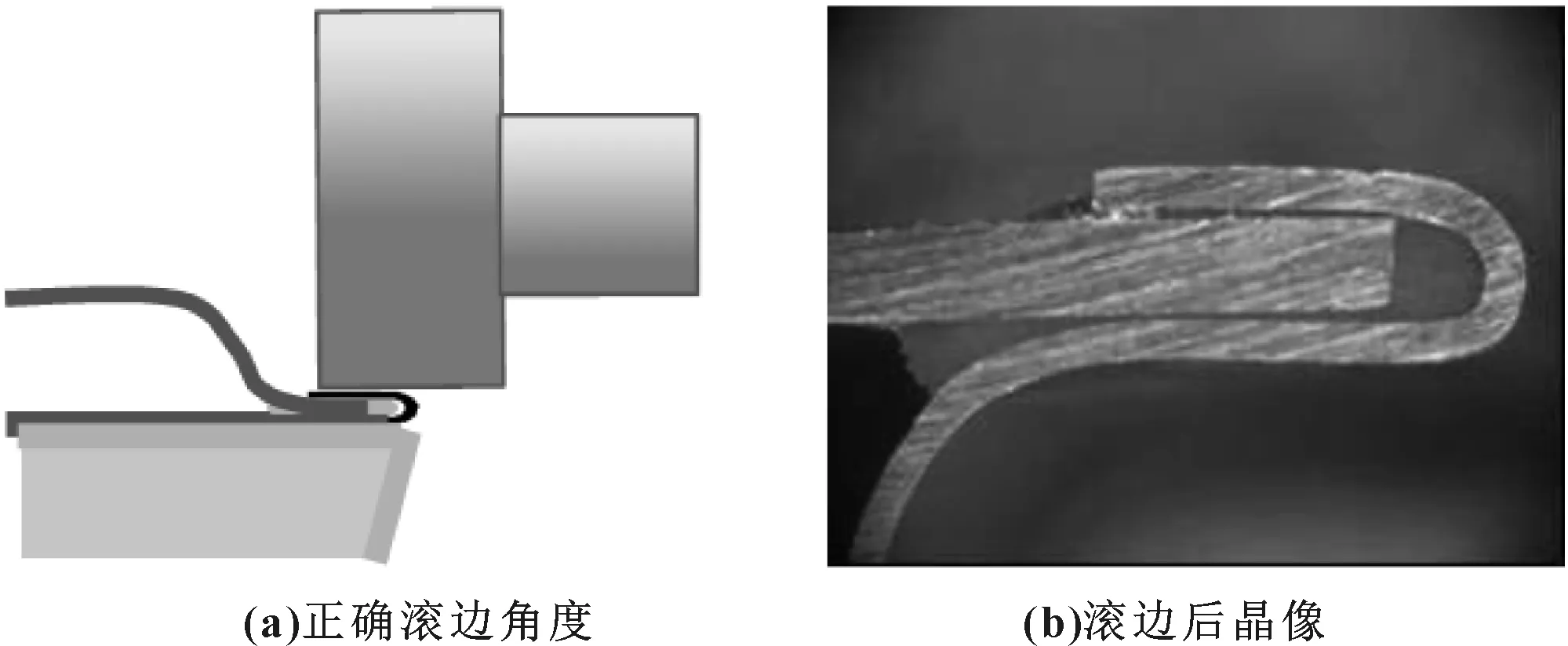
圖16 正確的滾邊角度
錯誤的滾邊角度會導致質量問題:如圖17所示,當滾輪向C-方向旋轉會導致滾邊截面厚度過大;如圖18所示,當滾輪向C+方向旋轉會導致法蘭邊翹起,電泳時內外板之間的膠會被電泳液沖出。
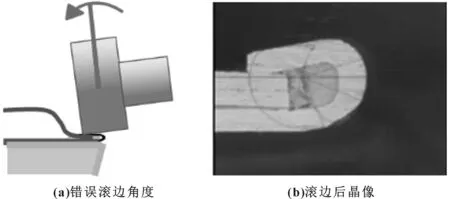
圖17 滾輪向C-方向旋轉
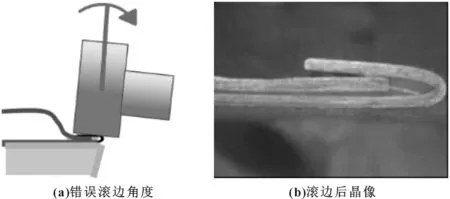
圖18 滾輪向C+方向旋轉
2.2.5 滾邊尺寸調整方法
通過滾邊調整尺寸的調整量有限,0.5 mm以上的偏差需通過其他調整或優化沖壓件解決,否則會造成其他質量問題。
正向調整如圖19所示,可以放大滾邊尺寸。

圖19 正向調整
負向調整如圖20所示,可以縮小滾邊尺寸。
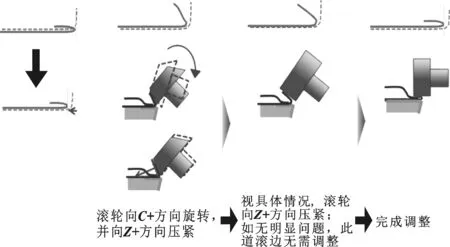
圖20 負向調整
3 結論
夾具驗收和現場調試的有效性是保證工裝精度及穩定性的重要工作,通過文中論述的方法可以保證夾具的功能,生產出符合質量要求的車身零件,避免方法上錯誤引起的調試難度和效率低下。滾壓包邊工藝的正確實施及良好調試可以達到覆蓋件的尺寸需求,通過論述的工藝要求和調試方法,可應用于不同車型,解決實際生產中的滾邊調試問題,具有重要的實用價值。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00