轉子大凹面葉輪的車削加工方法
2018-10-13 02:09:44王紅海
機械工程師 2018年10期
王紅海
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
0 引言
汽輪機轉子是汽輪機的核心部件,轉子由轉子本體部分和葉片部分共同組成[1]。其中轉子本體部分由鍛件廠家鍛造,按采購廠家要求粗加工成毛坯料,采購廠家通過機械加工方法生產(chǎn)成設計圖樣要求的精加工狀態(tài),安裝葉片,形成整個轉子。轉子是回轉件,本體加工使用臥式車床車削外圓、端面等位置,但是有些轉子葉輪的輪面設計結構復雜,帶有大凹面(大凹面指的是轉子葉輪凹面底部到葉輪端面尺寸大),使用常規(guī)的車削刀具加工無法完成,因此需要尋求新的車削加工方法及刀具,解決轉子大凹面葉輪的車削加工問題。
1 轉子結構分析
汽輪機機組中的轉子通常分為高中壓轉子和低壓轉子兩種。汽輪機轉子由對輪、軸頸、葉輪、汽封齒等特征部分組成;對輪是轉子相互聯(lián)接時的對接部分,軸頸是轉子安裝在汽缸中的支撐位置,葉輪是整根轉子加工完成后安裝葉片部分,汽封齒是轉子本體上的一些有規(guī)律的高低凸臺,通流時起密封作用[2-4]。圖1為低壓轉子示意圖。
2 常規(guī)轉子的葉輪結構及加工方法
常規(guī)的高中壓轉子葉輪外圓到底徑尺寸小,端面為平直面;低壓轉子的葉輪外圓到底徑的高度尺寸稍大,輪面結構為平直面或淺凹面。在轉子車削加工葉輪端面時,我們加工葉輪輪面時通常使用一把刀具車削加工完成。如圖2所示,使用加工刀具加工葉輪輪面,刀片采用φ16 mm圓形標準刀片,加工時采用數(shù)控程序加工;同時使用數(shù)控程序控制車削的加工參數(shù)。粗加工時控制每刀切深小于3 mm,線速度100 m/min左右,進給0.2 mm/r。精加工時切深0.5 mm,線速度100 m/min左右,進給0.2 mm/r。首先,在機床設備中根據(jù)刀具編號輸入刀具補償值;其次,使用刀具在葉輪外圓及轉子軸向基準面進行對刀;然后使用數(shù)控程序進行輪面車削加工,同時根據(jù)實際加工情況微調(diào)加工參數(shù),完成轉子葉輪輪面的加工。

圖1 葉輪結構
3 帶有大凹面的葉輪結構及加工方法

圖2 葉輪輪面加工
隨著電廠裝機容量的增大,單機的發(fā)電量由常規(guī)的30萬kW、60萬kW,逐步增加到100萬kW,因此機組中相應零部件的尺寸也變得越來越大;同時帶動轉子的尺寸也變得越來越大。以百萬當量機組低壓轉子為例,轉子毛坯質(zhì)量接近200 t,轉子總長11 000 mm,最大葉輪外圓直徑φ2800 mm,底部直徑φ1240 mm,葉輪高度780 mm(相當普通低壓葉輪高度的2倍);同時,轉子葉輪輪面設計成帶有大凹面的結構,凹面的深度170 mm,葉輪與葉輪之間開檔間隙尺寸小,寬度92 mm,結構如圖3所示。
3.1 車削加工設備的選擇
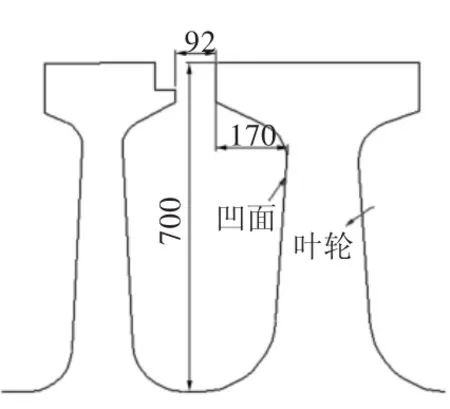
圖3 葉輪凹面結構
轉子毛坯來料時葉輪與葉輪之間的開檔寬度小于90 mm,并且是直面結構,葉輪凹面最深部分余量超過170 mm;同時,轉子毛坯的質(zhì)量接近200 t。根據(jù)轉子的結構特點選擇加工轉子的臥車,轉子車要求承重250 t左右,過刀架車削直徑2800 mm以上,刀排伸出長度800 mm以上。因此我廠選用250 t轉子加工重型臥車,車削加工此葉輪端面時,使用的刀排寬度為60 mm(小于葉輪與葉輪之間的開檔寬度),車削加工時刀排在開檔中有軸向移動空間。
3.2 車削加工刀具的選擇
臥式車床60 mm寬的刀排的刀具接口為C5接口,加工這種類型的轉子的葉輪凹面時,刀排伸長800 mm,車削凹面最深位置時刀具刀尖到刀排端面尺寸大于170 mm,通過有限元分析得出,C5接口在刀具懸出刀排上述要求尺寸加工零件時,容易出現(xiàn)轉矩過大,造成刀排接納器損壞,從而損傷加工工件的情況。通過有限元分析得出使用通用的刀具接口已經(jīng)不能滿足這種大凹面的葉輪輪面加工要求。因此,設計專用的刀具接納器,改變刀具接口,使刀具的C5接口改變成圓形的刀具接口,增加刀具尾柄的長度,提高刀具接柄位置的抗扭轉力,滿足轉子輪面切削的需要[6]。圖4為有限元分析刀具接口所受的轉矩。
常規(guī)轉子輪面的車削加工時,由于轉子葉輪高度小,加工時刀排伸出機床床身短,刀排的剛性好,因此輪面車削加工時通常采用圓形刀片,以提高轉子車削加工后的零件表面質(zhì)量;而在刀排伸出較長的情況下,為減小車削加工中的抗力,選取的車削刀片通常選用菱形刀片。菱形刀片車削加工時的優(yōu)點在于切削抗力小,不易出現(xiàn)由于抗力過大打刀現(xiàn)象,輪面加工質(zhì)量容易保證。
為了保證車削加工方案的可行性,在技術準備階段進行刀具加工試驗。試驗件選取帶余量的產(chǎn)品轉子,刀具使用設計方案中先生產(chǎn)出來的試驗刀具。首先,車削使用的刀排伸出800 mm長(產(chǎn)品加工中需要伸出的長度),同時,選取加工凹面位置時伸出刀排最長的刀具,在轉子端面位置進行車削;加工參數(shù):切深2 mm,線速度100 m/min,進給0.2 mm/r;車削加工時觀察刀排振動情況及產(chǎn)生鐵屑情況,同時加工完成后檢查輪面加工的粗糙度。實驗結果:車削加工時刀具無振動,加工完成后零件表面粗糙度達到圖樣要求。通過試驗驗證這種刀具的選擇是合理的。圖5為加工刀具。
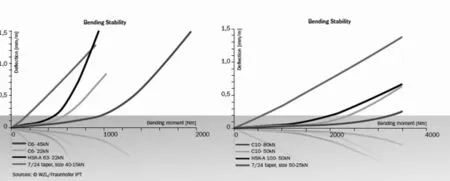
圖4 刀具接口轉矩有限元分析

圖5 加工刀具
3.3 車削加工刀具配備方案
常規(guī)車削加工時,刀具安裝完成后,使用安裝好的刀具在工件外圓及基準端面對刀,然后將刀具開到加工位置開始車削加工。但是這種常規(guī)加工葉輪輪面刀具已經(jīng)不適合這根轉子的凹面葉輪加工,轉子葉輪與葉輪間開檔寬度小于90 mm,轉子葉輪端面的凹面車削加工深度為170 mm,刀具刀排寬度60 mm,車削加工時刀具長度加上刀排寬度已經(jīng)遠遠大于葉輪開檔寬度,車削加工時刀具無法從葉輪外圓位置進入開檔中車削葉輪端面。因此,研究開發(fā)可調(diào)整長度的車削刀具進行葉輪凹面的車削加工。刀具的刀柄、刀體設計成通用的結構,刀柄與刀頭之間采用定位銷方式連接;刀具的刀頭部分可以拆卸,刀頭與刀體之間采用燕尾方式連接,同時根據(jù)刀排在葉輪間的軸向移動的空間把刀頭部分設計成不同長度,車削加工時更換不同長度的刀頭完成轉子葉輪凹面部分的車削。圖6為車削刀具。
3.4 車削加工方法
轉子凹面車削步驟:轉子上轉子車→裝夾→找正(按軸頸找正到跳動0.01 mm以內(nèi))→對刀→粗加工葉輪凹面部分(單面留3 mm余量)→精加工葉輪凹面部分。
轉子車削加工葉輪凹面時,先使用刀具1進行車削加工,刀具1的寬度尺寸小于葉輪開檔寬度,可以伸到開檔中進行車削加工,對刀時在轉子外圓及基準面進行對刀。然后更換刀具2進行車削加工(刀具2設計成可以更換刀頭結構),刀具2對刀時同樣在轉子外圓及基準端面對刀,對刀完成后,將刀具2開到葉輪開檔位置,拆下刀頭,將刀具開到葉輪開檔內(nèi)部,然后安裝上刀頭,進行葉輪凹面車削。刀具2的刀頭設計成不同的長度,車削加工時,更換不同長度的刀頭,滿足轉子葉輪凹面車削加工軸向深度的需要[7-10]。圖7為凹面加工部分示意圖。使用圖7所示車削刀具車削加工時,由于葉輪凹面部分設計成圓弧型線聯(lián)接的結構,與走刀方向相反的刀具背部一側轉子葉輪,由于刀具刀尖位置的原因有一部分車削不到,因此刀頭的刀尖設計成上、下兩種結構;轉子葉輪凹面車削加工時通過更換不同長度、不同刀尖方向的刀頭,實現(xiàn)轉子葉輪凹面的車削。車削加工時的走刀軌跡,粗車去余量時采用機床X軸走直線的方式進行車削加工,凹面精車時按凹面的型線進行車削加工。具體操作按數(shù)控加工程序執(zhí)行[11-15]。以下為部分加工程序:

圖6 刀具和刀柄結構
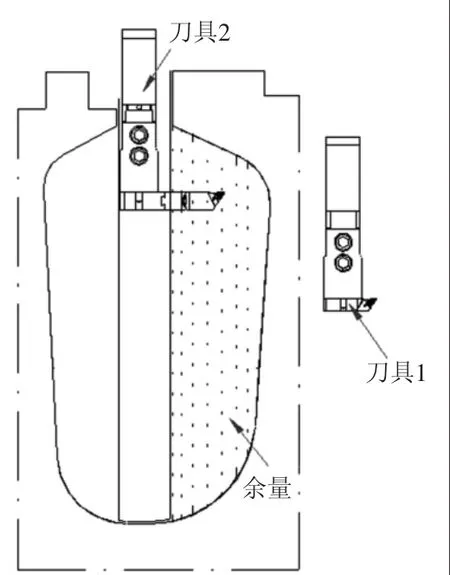
圖7 凹面加工示意圖

4 結論
本文通過設計專用臥車車刀接納器、更改常規(guī)的刀具接口,提高刀具車削加工時的剛性;設計專用的車削刀具,刀具可以調(diào)整長度,滿足葉輪凹面加工的需要;通過刀具車削試驗驗證刀具的合理性。這種凹面的車削方法實現(xiàn)了轉子的葉輪凹面的車削加工。在同類型產(chǎn)品的生產(chǎn)加工中可以推廣應用。
