淺談GK400密煉機(jī)轉(zhuǎn)子密封裝置安裝方法
2018-10-11 01:43:06盧溢超彭森明
橡塑技術(shù)與裝備 2018年19期
盧溢超,彭森明
(萬(wàn)力輪胎股份有限公司,廣東 廣州 510904)
膠料在密閉空間煉制過(guò)程中,轉(zhuǎn)子對(duì)膠料的剪切、擠壓以及上頂栓砣體的加壓,使密煉室產(chǎn)生較高壓力,必須采用專(zhuān)門(mén)轉(zhuǎn)子軸端密封裝置,以阻止膠料從轉(zhuǎn)子軸頸與主機(jī)側(cè)板間隙泄漏。目前我司GK型密煉機(jī)轉(zhuǎn)子采用接觸式斷面密封裝置,即由一對(duì)相對(duì)滑動(dòng)的耐磨環(huán)(動(dòng)環(huán)與靜環(huán))組成的平面摩擦副,從而達(dá)到密封的目的。動(dòng)環(huán)耐磨材料采用硬質(zhì)合金,靜環(huán)耐磨材料采用青銅,使用壽命基本低于3年。而密封環(huán)更換大修工程量較大,在安裝調(diào)試過(guò)程中因?yàn)椴僮鞑襟E繁瑣、標(biāo)準(zhǔn)較多,安裝調(diào)整方法沒(méi)有統(tǒng)一的標(biāo)準(zhǔn),需要規(guī)范施工標(biāo)準(zhǔn)以提高技改大修效率。
本文通過(guò)GK型密煉機(jī)轉(zhuǎn)子密封裝置更換大修工程,從成功經(jīng)驗(yàn)中提煉出各零部件安裝標(biāo)準(zhǔn)及精度調(diào)整方法。其中包括了轉(zhuǎn)子密封環(huán)動(dòng)環(huán)安裝加工、調(diào)心軸承安裝調(diào)整、轉(zhuǎn)子端面與耐磨板間隙調(diào)整、轉(zhuǎn)子竄動(dòng)量調(diào)整的方法。
本文以具體大修工程實(shí)例為背景,針對(duì)性提出更快更好的GK400密煉機(jī)轉(zhuǎn)子密封裝置安裝方法,實(shí)用性強(qiáng),為提高技改大修效率提供較好的參考。
1 GK400密煉機(jī)主機(jī)基本結(jié)構(gòu)
1.1 GK400密煉機(jī)主機(jī)機(jī)體結(jié)構(gòu)介紹
GK400密煉機(jī)主機(jī)機(jī)體主要由以下幾部分組成:①混煉室:由合金鋼板焊接而成,室壁四周鉆孔冷卻,內(nèi)壁堆焊硬質(zhì)耐磨合金;②兩件水平剖分的支架,用于支承耐磨板及轉(zhuǎn)子軸承;③兩對(duì)垂直方向剖分的耐
磨板,表面堆焊了耐磨合金,密封裝置中的靜環(huán)安裝在壓環(huán)上,定位于密煉室側(cè)壁耐磨板孔內(nèi);④底板:混煉室用高強(qiáng)度螺釘與機(jī)架相連。拆卸時(shí),松開(kāi)螺釘可以將混煉室向外拉出,而無(wú)須將其他部件拆開(kāi);⑤轉(zhuǎn)子:轉(zhuǎn)子由合金鑄鋼整體鑄成的轉(zhuǎn)子體和長(zhǎng)軸裝配而成,密封裝置中的動(dòng)環(huán)固定在轉(zhuǎn)子端部;⑥轉(zhuǎn)子軸的支承:轉(zhuǎn)子支承在自動(dòng)潤(rùn)滑的雙列球面滾子軸承(23164CACK/W33)上,軸承內(nèi)孔為錐形孔,可用液力加壓裝置(常用高壓油槍?zhuān)┻M(jìn)行拆卸安裝;轉(zhuǎn)子由雙列推力軸承(29328)確定軸向位置,并以此調(diào)整轉(zhuǎn)子與側(cè)板間隙與轉(zhuǎn)子竄動(dòng)量。
1.2 轉(zhuǎn)子密封裝置結(jié)構(gòu)介紹
如圖1所示,轉(zhuǎn)子密封裝置由一個(gè)固定在耐磨板上的靜耐磨環(huán)及跟著轉(zhuǎn)子轉(zhuǎn)動(dòng)的動(dòng)耐磨環(huán)構(gòu)成,動(dòng)環(huán)固定在轉(zhuǎn)子端部,靜環(huán)安裝在壓環(huán)上,定位于密煉室側(cè)壁耐磨板孔內(nèi)。每對(duì)密封環(huán)都通過(guò)4個(gè)油缸同時(shí)直接作用于靜環(huán)圓周上的4個(gè)點(diǎn),使靜環(huán)壓緊轉(zhuǎn)子端面的動(dòng)環(huán)。整個(gè)密封裝置共需16個(gè)油缸,進(jìn)油口均相連,保證油缸動(dòng)作一致。在密封端面及轉(zhuǎn)子端面均注入高壓潤(rùn)滑和密封油,以形成油膜,平衡動(dòng)靜耐磨環(huán)的壓力,減少摩擦力,防止外泄膠料擠壓至滑動(dòng)端面而致使密封失效。
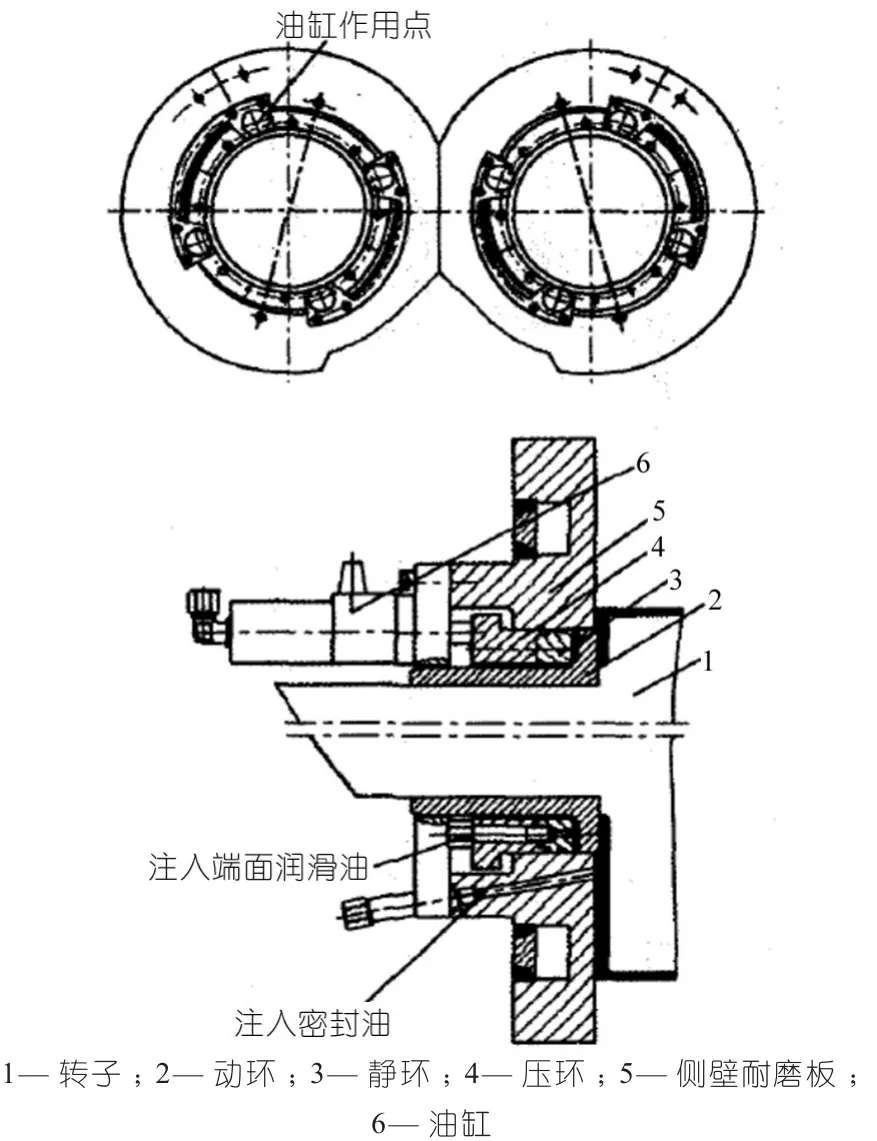
圖1 液壓密封裝置示意圖
2 主要典型零部件安裝方法
2.1 動(dòng)耐磨環(huán)安裝方法
如圖2所示,動(dòng)耐磨環(huán)安裝在轉(zhuǎn)子端面,其中有3個(gè)面分別與轉(zhuǎn)子和靜耐磨環(huán)配合,下面分別對(duì)動(dòng)耐磨環(huán)內(nèi)徑與轉(zhuǎn)子安裝的公差配合、動(dòng)耐磨環(huán)外端面與轉(zhuǎn)子端面間隙、動(dòng)耐磨環(huán)內(nèi)端面相對(duì)于軸中心線的垂直度進(jìn)行探討。
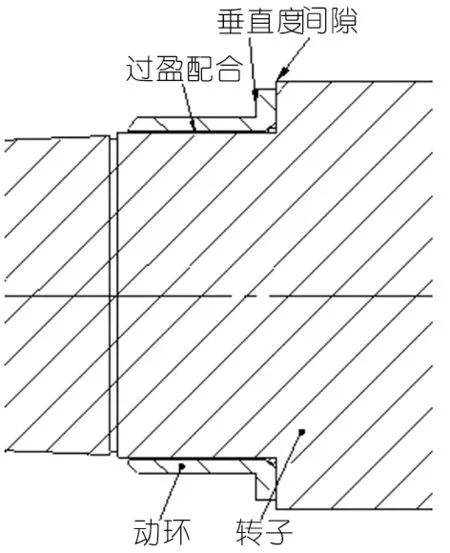
圖2 動(dòng)環(huán)安裝示意圖
(1)動(dòng)耐磨環(huán)內(nèi)徑與轉(zhuǎn)子安裝的公差配合(見(jiàn)表1)。動(dòng)耐磨環(huán)安裝在轉(zhuǎn)子端面上,其設(shè)計(jì)公差配合采用過(guò)盈配合。為保證順利安裝,安裝前需分別測(cè)量轉(zhuǎn)子軸面外徑尺寸與動(dòng)環(huán)內(nèi)徑尺寸,確保有足夠過(guò)盈量后,采用感應(yīng)加熱法或氣焊加熱法,紅外測(cè)溫槍對(duì)其溫度進(jìn)行檢測(cè),可用孔徑內(nèi)卡確保動(dòng)環(huán)內(nèi)徑膨脹后大于轉(zhuǎn)子軸頸外徑后,在轉(zhuǎn)子軸頸均勻涂上潤(rùn)滑脂,利用工裝(包括千斤頂、套筒)將動(dòng)環(huán)徐徐壓進(jìn)轉(zhuǎn)子端面。

表1 動(dòng)環(huán)安裝公差配合
(2)動(dòng)耐磨環(huán)外端面與轉(zhuǎn)子端面間隙(見(jiàn)表2)。為確保動(dòng)環(huán)外端面與轉(zhuǎn)子端面間隙在標(biāo)準(zhǔn)范圍內(nèi),防止膠料擠進(jìn)間隙中,安裝前需提前做好套筒工裝,采用千斤頂將動(dòng)環(huán)壓進(jìn)轉(zhuǎn)子端面后保持至動(dòng)環(huán)冷卻至常溫。用塞尺檢測(cè)動(dòng)環(huán)外端面與轉(zhuǎn)子端面間隙,并在動(dòng)環(huán)外徑上鉆孔種釘固定,防止動(dòng)環(huán)相對(duì)轉(zhuǎn)子跑移。

表2 動(dòng)環(huán)安裝間隙
(3)動(dòng)耐磨環(huán)內(nèi)端面相對(duì)于軸中心線的垂直度(見(jiàn)表3)。動(dòng)環(huán)內(nèi)端面與靜環(huán)緊密貼合,形成相對(duì)滑動(dòng)的平面摩擦副。動(dòng)環(huán)端面與靜環(huán)端面能否緊密貼合將決定整機(jī)膠料密封的效果。因?yàn)殪o環(huán)安裝在耐磨板上,具備與轉(zhuǎn)子軸中心線垂直的條件,為保證動(dòng)、靜環(huán)端面貼合效果,所以安裝動(dòng)環(huán)后,需檢測(cè)動(dòng)環(huán)內(nèi)端面與轉(zhuǎn)子軸線的垂直度。通常情況下,需對(duì)轉(zhuǎn)子上車(chē)床,裝夾好后精車(chē)其動(dòng)環(huán)端面,在確保表面粗糙度的情況下,使動(dòng)環(huán)內(nèi)端面與轉(zhuǎn)子軸線的垂直度達(dá)到要求。

表3 動(dòng)環(huán)安裝垂直度
2.2 調(diào)心軸承安裝方法及注意事項(xiàng)
雙列球面滾子調(diào)心軸承作為轉(zhuǎn)子支承,為了獲得良好的軸承配合,帶錐度的內(nèi)環(huán)孔直接安裝在同樣帶錐度的轉(zhuǎn)子軸頸上,軸承的拆卸和安裝均可采用液力加壓裝置進(jìn)行。
(1)調(diào)心軸承安裝(見(jiàn)圖3)。在安裝之前,首先將軸承及轉(zhuǎn)子清洗干凈,除去防護(hù)油脂,并利用塞尺測(cè)量軸承的初始徑向游隙。使軸承和軸頸之間的溫度相同,兩者之間的溫差絕對(duì)要低于10℃。將軸承裝到轉(zhuǎn)子的錐形軸頸上,逐步打緊調(diào)整逼母。待調(diào)整逼母壓到一定程度后,一邊檢測(cè)軸承徑向游隙,一邊慢慢打緊調(diào)整逼母,使調(diào)心軸承游隙逐步減少,最終達(dá)到軸承安裝要求,對(duì)調(diào)整螺母鎖緊固定。見(jiàn)表4。
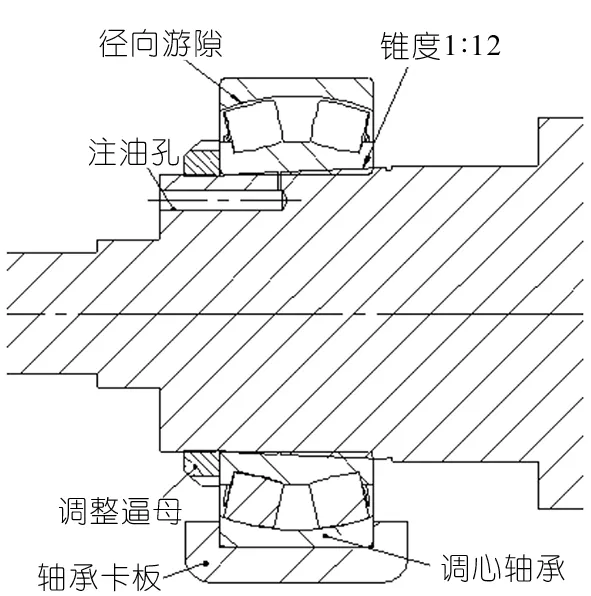
圖3 調(diào)心軸承安裝示意圖

表4 調(diào)心軸承安裝調(diào)整 mm
(2)軸承安裝注意事項(xiàng)。在調(diào)整調(diào)心軸承時(shí),如果對(duì)軸承清洗不干凈,那么安裝前游隙測(cè)量值將不準(zhǔn)確,需注意對(duì)軸承進(jìn)行徹底清洗及壓縮空氣吹干。在調(diào)心軸承清洗過(guò)程中,容易將軸承調(diào)亂,在回裝到轉(zhuǎn)子的時(shí)候軸承外圈調(diào)反方向,會(huì)致使外圈卡板安裝到機(jī)臺(tái)后不平,使馬鞍座難以就位,所以清洗前,需對(duì)軸承做好標(biāo)記方向。
3 轉(zhuǎn)子端面與耐磨板間隙調(diào)整及轉(zhuǎn)子竄動(dòng)量調(diào)整方法
3.1 轉(zhuǎn)子端面與耐磨板間隙調(diào)整方法
如圖4所示,轉(zhuǎn)子端面與耐磨板間隙對(duì)主機(jī)轉(zhuǎn)子運(yùn)轉(zhuǎn)具有重要意義,間隙過(guò)大將引起膠料的泄露,間隙過(guò)少將造成轉(zhuǎn)子與耐磨板的滑動(dòng)磨損,引起溫升、異響異震等問(wèn)題。轉(zhuǎn)子與耐磨板間隙標(biāo)準(zhǔn)見(jiàn)表5。
GK型密煉機(jī)轉(zhuǎn)子由雙列推力軸承確定軸向位置,因?yàn)檗D(zhuǎn)子工作端面長(zhǎng)度各異,所以每一次更換密封裝置,都必須重新通過(guò)冷卻水端的推力軸承來(lái)調(diào)整轉(zhuǎn)子端面與耐磨板的間隙。轉(zhuǎn)子的軸向移動(dòng),是通過(guò)調(diào)整逼母、推力軸承襯套、推力軸承、推力軸承座共同實(shí)現(xiàn)。當(dāng)調(diào)整逼母往驅(qū)動(dòng)端方向張緊時(shí),襯套端面與轉(zhuǎn)子軸端面接觸,同時(shí)推力軸承外圈端面與軸承座端面接觸,在共同的作用力下,轉(zhuǎn)子將往驅(qū)動(dòng)端方向移動(dòng)。其中,推力軸承襯套將起到轉(zhuǎn)子左右軸向移動(dòng)的關(guān)鍵作用,減少其長(zhǎng)度(車(chē)削端面),將使轉(zhuǎn)子往進(jìn)水端移動(dòng);增加其長(zhǎng)度(加墊片),將使轉(zhuǎn)子往驅(qū)動(dòng)端移動(dòng)。
以下將闡述轉(zhuǎn)子端面與耐磨板間隙調(diào)整的步驟:
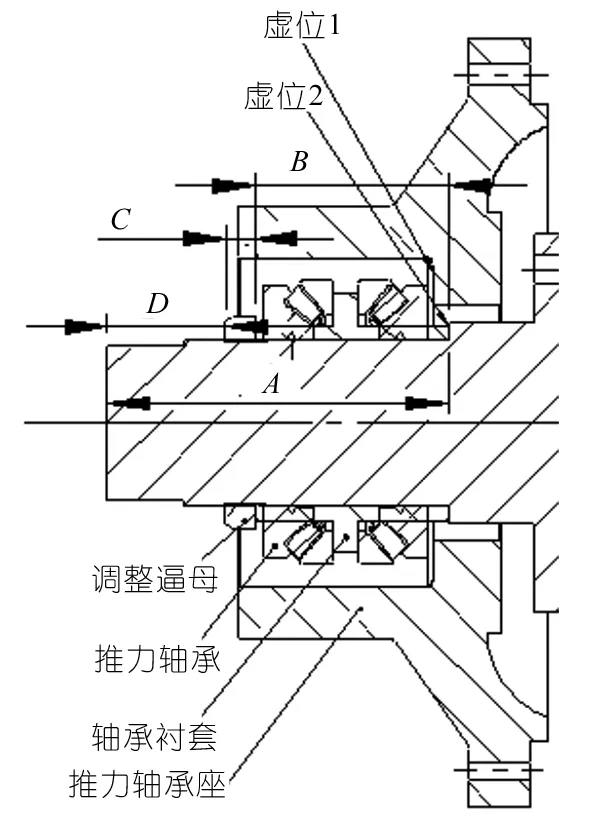
圖4 間隙調(diào)整示意圖
(1)將轉(zhuǎn)子往冷卻水端拉,再完全張緊調(diào)整螺母,分別測(cè)量前后轉(zhuǎn)子冷卻水端和驅(qū)動(dòng)端的間隙值,根據(jù)間隙標(biāo)準(zhǔn),確定轉(zhuǎn)子軸向調(diào)整偏移量。
(2)在張緊調(diào)整螺母過(guò)程中,當(dāng)轉(zhuǎn)子往驅(qū)動(dòng)端移動(dòng),則證明如圖虛位1和虛位2已經(jīng)分別與軸承座端面和轉(zhuǎn)子軸端面貼合。只要根據(jù)轉(zhuǎn)子軸向偏移量確定是否加墊片或者車(chē)削端面。
(3)在張緊調(diào)整螺母整個(gè)過(guò)程中,若轉(zhuǎn)子沒(méi)有發(fā)生移動(dòng)現(xiàn)象,則在虛位2中軸承襯套與轉(zhuǎn)子軸端面沒(méi)有接觸貼合。需在張緊調(diào)整逼母后,分別測(cè)量轉(zhuǎn)子軸頸長(zhǎng)度A、襯套長(zhǎng)度B、調(diào)整逼母長(zhǎng)度C、轉(zhuǎn)子端面與逼母端面距離D,虛位2=A-B-C-D。墊片厚度=轉(zhuǎn)子偏移量+虛位2。

表5 轉(zhuǎn)子與耐磨板標(biāo)準(zhǔn)間隙
3.2 轉(zhuǎn)子竄動(dòng)量調(diào)整方法
轉(zhuǎn)子對(duì)膠料的剪切、擠壓的過(guò)程中,將產(chǎn)生大量的熱量,將引起轉(zhuǎn)子的受熱膨脹。調(diào)心軸承采用帶錐度的內(nèi)環(huán)孔直接安裝的方式,為防止軸承因轉(zhuǎn)子長(zhǎng)度變形而造成徑向游隙減少,軸承不能有效形成油膜而燒傷或咬傷,必須在進(jìn)水端方向利用推力軸承壓蓋調(diào)整轉(zhuǎn)子竄動(dòng)量,以彌補(bǔ)轉(zhuǎn)子受熱膨脹量。見(jiàn)圖5所示。
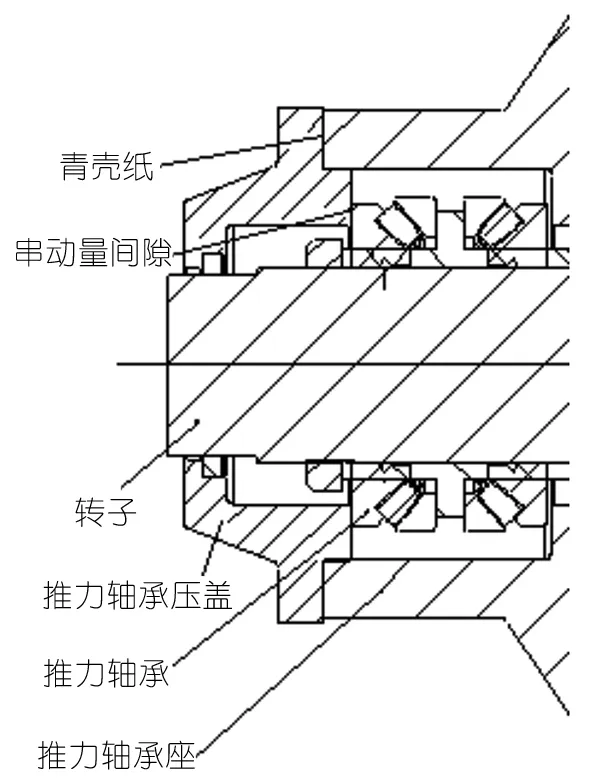
圖5 竄動(dòng)量調(diào)整示意圖
轉(zhuǎn)子竄動(dòng)量的調(diào)整,需要在推力軸承調(diào)整逼母完全壓緊后,利用深度尺分別測(cè)量推力軸承座端面與推力軸承外圈端面的距離A,和推力軸承壓蓋止口的高度B,根據(jù)標(biāo)準(zhǔn)竄動(dòng)量間隙的大小C(標(biāo)準(zhǔn)值為0.2mm),最終求出在推力軸承壓蓋安裝面添加的青殼紙厚度D。運(yùn)算公式為:D=A-B-C。若計(jì)算結(jié)果得出D小于0,則顯示推力軸承壓蓋止口的高度B過(guò)少,需對(duì)推力軸承壓蓋安裝端面上車(chē)床車(chē)削一定深度E。運(yùn)算公式為:E=A-B-C。如表6所示。

表6 轉(zhuǎn)子軸向竄動(dòng)量規(guī)范
4 結(jié)束語(yǔ)
本文通過(guò)公司近年來(lái)對(duì)GK400密煉機(jī)密封裝置更換大修工程,針對(duì)性地將寶貴的成功經(jīng)驗(yàn)與安裝技巧總結(jié)下來(lái),取其精華,通過(guò)新技術(shù)不斷優(yōu)化大修規(guī)程及安裝方法。目前本論文提出的安裝方法,已通過(guò)幾年來(lái)的施工驗(yàn)證,使密煉機(jī)密封環(huán)更換大修工程得到了更高安裝質(zhì)量,同時(shí)施工效率也得到一定提升,大修施工沿著標(biāo)準(zhǔn)化、制度化、規(guī)范化方向邁進(jìn)。