自動化焊接在CRH380A型動車組枕梁中的應用
2018-10-08 07:41:40仇志遠金昌海陳貝
金屬加工(熱加工) 2018年9期
關鍵詞:焊縫
■ 仇志遠,金昌海,陳貝
關鍵字:自動化;枕梁內焊縫焊接;焊接順序;組裝精度

掃碼了解更多
CRH380A型動車組枕梁組成內部結構復雜,焊縫數量多且空間狹小,制造難度大、成本高,而枕梁結構是CRH380A型高速動車組車體的關鍵部件之一,它的焊接質量要求高,如何能夠既保證焊接質量,又能降低制造難度和制造成本成為枕梁生產的首要任務。
本文通過對CRH380A型動車組枕梁內焊縫焊接的研究,確定了枕梁內焊縫采用機器人進行自動化焊接的工藝方案。
1. 枕梁組成結構
鋁合金枕梁是中車青島四方機車車輛股份公司生產的CRH380A型動車組的關鍵部件之一,具體結構如圖1所示。它的內部包含12塊L形補強板、2塊方型厚板、6塊長方形厚板,內腔空間最狹窄尺寸僅為170mm,因此,它的焊接質量要求高、制造難度大、成本高。

圖1 枕梁三維圖及現場實物
2. 自動化焊接設備
自動化焊接設備采用奧地利公司生產的IGM自動焊機,焊接機器人此系統配備帶旋轉的懸臂立柱機構RST,可在地軌RTS上左右移動。在懸臂下方左右兩側可平行布置各兩臺焊接工位。系統采用單回轉式變位機,夾具與變位器旋轉面板連接緊固。機器人可以依靠懸臂機構可在四個焊接工位上方空間運動,保證焊縫可達。在中央計算機的控制下自動控制工業機器人、旋轉機構、焊接電源和焊槍清理機構等協調動作。機器人配備傳感器,用于焊縫起始點尋找與焊縫跟蹤。

圖2 安裝樣板設計

圖3 枕梁內焊縫焊接順序
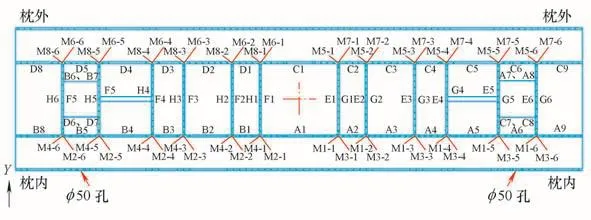
圖4 枕梁內焊縫自動焊程序編號
3. 枕梁內焊縫自動化焊接工藝
(1)枕梁組裝 自動化焊接對枕梁內焊縫各個零件的組裝精度要求較高,為保證枕梁組裝精度,本文設計制作了如圖2所示的安裝樣板,樣板采用激光整體下料,嚴格保證零件組裝精度。
(2)枕梁組裝后在自動焊胎位的固定 枕梁零件組裝后使用天車吊運枕梁至枕梁內焊縫自動焊胎位,為方便機器人找點,在工裝上設置端部定位塊及側面定位塊,枕梁吊運時需保證枕梁與端部及側面定位塊靠緊。靠緊后使用程序控制風動液壓裝置壓緊枕梁(工裝兩側各3個液壓裝置,共計6個),以控制枕梁內焊縫焊接變形。
(3)枕梁內焊縫自動焊焊接工藝 第一,雙工位枕梁內焊縫自動焊交替順序:枕梁內焊縫自動焊接采用雙工位交替焊接方式焊接,機器人設備焊接流程:工位Ⅰ(或Ⅱ)打底焊接 工位Ⅱ(或Ⅰ)打底焊接 工位Ⅰ(或Ⅱ)蓋面焊接工位Ⅱ(或Ⅰ)蓋面焊接。工位Ⅰ(或Ⅱ)焊接時,工位Ⅱ(或Ⅰ)進行上件、焊前清理、層間處理及焊縫修整。
第二,單個枕梁內焊縫自動焊接順序:先焊接枕梁與下蓋板搭接焊縫,再焊接下蓋板與補強板T形對接焊縫,最后焊接枕梁立面與補強板T形對接焊縫。焊接方向采取由中心向兩端的方式進行逐次焊接,具體如圖3所示。
第三,單工位枕梁內焊縫自動焊程序編號及焊接位置說明。程序編號代表焊縫說明及焊接順序:①A1-A9-B1-B8為枕梁與下蓋板船型焊,胎位為45°傾斜,打底焊及覆蓋層均有焊接尋位。②C1-C9-D1-D8為枕梁與下蓋板船型焊,胎位為45°傾斜,打底焊及覆蓋層均有焊接尋位。③E1-E6-F1-F6-G1-G6-H1-H6為補強板與下蓋板平角焊,胎位水平,打底焊有焊接尋位,無覆蓋層。④M1-1-M1-6-M2-1-M2-6--M3-1-M3-6-M4-1-M4-6為補強板與枕梁平角焊,胎位為90°垂直,打底焊有焊接尋位,無覆蓋層。⑤M5-1-M5-6-M6-1-M6-6--M7-1-M7-6-M8-1-M8-6為補強板與枕梁平角焊,胎位為90°垂直,打底焊有焊接尋位,無覆蓋層。具體如圖4所示。
4. 現車驗證
采用上述工藝措施后,枕梁內焊縫自動焊進行了現車焊接驗證,同時模擬現車情況制作了工作試件分別進行金相試驗、拉伸試驗、彎曲試驗,結果如下。
(1)現車焊縫外觀 使用枕梁內焊縫自動焊焊完現車后觀察焊縫成形美觀,焊縫尺寸符合標準要求,具體如圖5所示。
(2)宏觀金相 金相試樣垂直于焊接方向取樣,首先使用水砂紙打磨焊縫截面,然后拋光,其次使用混合型酸溶液在室溫下腐蝕20~30s,最后在Zeiss-AIM光學顯微鏡下觀察焊縫金相組織形貌,如圖6所示。由圖6可以看出,焊縫整體成形美觀,未見裂紋和明顯的夾渣等焊接缺陷。
(3)焊縫微觀組織 顯微組織中未見微裂紋及其他缺陷,焊縫組織較為致密,呈枝晶狀,焊接效果良好。在焊接過程中熔合區組織靠近焊縫一側為沿散熱方向以聯生結晶形式形成的柱狀晶組織,而靠近基體一側則為纖維狀組織;熱影響區組織比焊縫區的略為粗大,第二相發生聚集長大;母材晶粒沿軋制方向伸長,晶粒呈纖維狀,且與軋制方向相同,組織為少量的析出強化相。
(4)拉伸試驗結果 對兩組拉伸試樣進行試驗,獲得的接頭常規力學性能試驗結果如表1所示。拉伸試驗結果顯示抗拉強度均超過269.5MPa,滿足標準要求。
(5)彎曲試驗結果 對兩組彎曲試樣進行試驗獲得的接頭常規力學性能試驗結果如表2所示。焊接接頭試樣側彎達到180°時均完好,表明接頭的彎曲性能均達到相關標準的要求。

圖5 枕梁內焊縫自動焊后焊縫
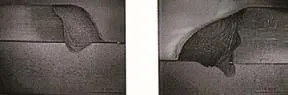
圖6 枕梁內焊縫自動焊焊縫宏觀金相
5. 結語
本文通過對枕梁結構及前期枕梁內焊縫焊條電弧焊接工藝的研究,最終確定了枕梁內焊縫自動焊的焊接工藝:焊前采用樣板安裝保證安裝精度,焊接工裝設置端部及側面定位塊方便機器人找點,工裝同時設置合理的剛性固定裝置控制焊接變形,雙工位焊接兼顧焊接質量及工作效率,制定合理的單個枕梁焊接順序控制焊接變形。
采取上述工藝措施后,枕梁內焊縫自動焊焊縫成形美觀,焊接性能滿足試驗要求,焊接質量高,操作簡單,達到了預期目標。目前枕梁內焊縫自動焊已同時在城際動車組及標準動車組中得到了廣泛應用。

表1 拉伸試驗結果
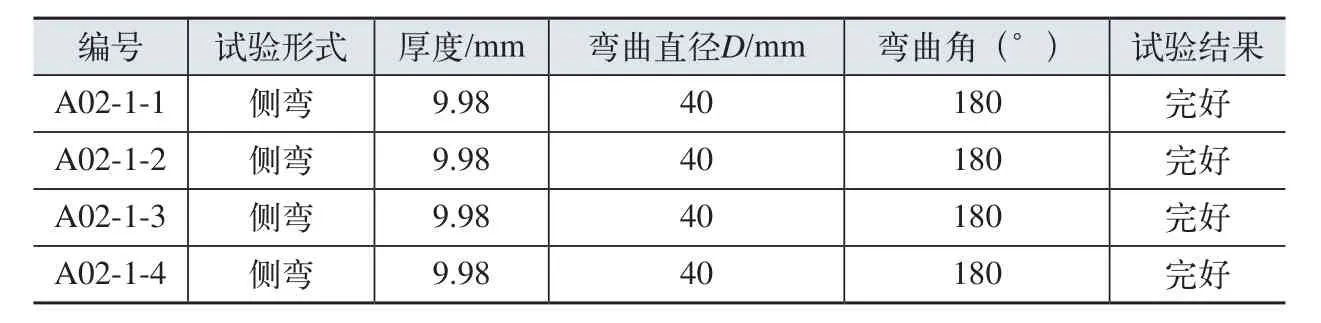
表2 彎曲試驗結果
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
