12t中頻感應電爐結殼問題的解決
2018-10-08 07:41:48毛永濤王安家喬進國林獻輝杜紀柱伍啟華
金屬加工(熱加工) 2018年9期
關鍵詞:工藝
■ 毛永濤,王安家,喬進國,林獻輝,杜紀柱,伍啟華

掃碼了解更多
我公司主要使用沖天爐-電爐雙聯熔煉工藝生產發動機鑄件,近幾年隨著發動機功率的不斷提升,對缸體、缸蓋等鑄件要求越來越高,材料牌號種類變化較大,給生產帶來不便,目前新建的鑄造車間采用德國ABP公司12t中頻感應電爐熔煉鐵液生產鑄件,熔煉方式的轉變給生產帶來一定的便利,但在生產中也遇到一些沖天爐熔煉不曾出現的問題,特別是熔化過程中出現的電爐結殼現象。本文主要通過在電爐熔煉生產中的實踐,從原材料質量控制、配料、冷啟熔工藝、熔化工藝等幾方面對12t中頻感應電爐熔煉過程解決電爐結殼問題進行探討。
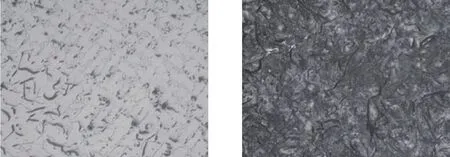
圖1 結殼鐵液澆注的鑄件金相組織(100×)
1. 結殼問題發生的現狀
中頻感應電爐熔煉沒有顯著的冶金反應過程,而是大量廢鋼、合金以及增碳劑等材料的重熔過程,與沖天爐的高溫冶金反應后能夠進行渣鐵分離是不同的,中頻感應電爐熔煉過程中,鐵液完全熔融后爐渣和鐵液混在一起,經過挑渣后將爐渣與鐵液分離,而爐渣是伴隨著鐵液熔化過程出現的,在整個鐵液熔融過程中,爐渣也會經歷融化過程。爐渣的密度相對于鐵液而言比較低,在電爐進行熔化時是與鐵液一起在爐內不斷翻滾,與鐵液是混合在一起的,不容易單獨上浮,一旦電爐降低功率或中斷熔化過程,爐渣就會迅速上浮到鐵液表面;爐渣有很大的黏度,如果是在熔化過程中上浮就會和爐內沒有熔化的爐料如增碳劑、硅鐵、錳硅合金、硫鐵、廢鋼等材料結成殼,且爐渣上浮后與爐料混合到一起后容易將爐內鐵料與鐵液分離開,鐵料無法與爐內的鐵液結合在一起,爐渣本身不能吸收來自電爐線圈的電磁感應熱,使得熔化過程很難繼續進行下去,這種情況下就出現了電爐結殼現象,嚴重影響電爐熔化過程,導致鐵液出現過熱現象。
電爐結殼現象出現后,電爐需要3h左右才能完全將鐵料熔化,熔化出的鐵液澆注鑄件會出現D型、E型石墨(見圖1),性能偏低,質量無法滿足要求,鐵液需要通過工藝調整才能進行澆注,導致鐵液供應出現問題,增碳劑、硅鐵、錳硅合金等材料都燒損嚴重(燒損約40%),增加了電爐的熔化成本。
2. 原因分析
在電爐熔煉過程中有兩種情況下容易出現結殼現象:一是電爐從冷爐啟動開始進行加熱再進行熔化的過程中容易出現結殼現象,這是我們常說的冷啟熔過程,這一過程中有很長時間是通過很低的功率將爐內鐵料緩慢加熱到800~1000℃,由于首爐加料時,是先將生鐵加入到電爐內,然后再加入廢鋼,最后加入回爐料。這樣由于廢鋼熔點較高,導致熔化時間加長,在此緩慢加熱過程中就會導致鐵料被嚴重氧化,鐵料表面的氧化皮與其他爐料如增碳劑、硅鐵等摻雜在一起容易結成殼,在熔化過程中容易將未熔化的鐵料與鐵液隔離開而形成結殼。二是由于鐵料形狀不規則,鐵料表面不潔凈,有一些銹蝕和砂子、塵土等雜質,進入爐內后引起鐵料不能正常熔化等原因導致電爐突然斷電一定時間,這種情況容易引起爐內熔化的部分鐵液突然停止加熱,鐵液內的爐渣迅速降溫后浮出鐵液表面后與硅鐵、錳鐵、增碳劑等爐料混合在一起就會結成一層殼,將未熔化的鐵料與鐵液隔離,爐內鐵料就很難繼續熔化。
因此,要想解決電爐結殼問題,必須從原材料質量、冷啟熔工藝、電爐熔化工藝等方面來采取措施。
3. 應對措施及效果
(1)原材料質量 感應電爐熔化過程中主要的爐料是廢鋼、回爐料、生鐵、硅鐵、錳鐵和增碳劑等,最容易影響電爐結殼的材料主要有廢鋼、生鐵、回爐料,如果廢鋼、生鐵表面氧化嚴重,帶有大量的銹蝕、塵土等雜質,回爐料表面帶有大量的砂子,在熔化過程中都容易出現大量的渣子而引起電爐結殼,因此廢鋼、生鐵、回爐料質量必須嚴格控制。為保證感應電爐熔煉鐵液質量,我公司專為電爐熔煉制定了感應電爐熔煉用廢鋼標準,與沖天爐用廢鋼區分開來,規定感應電爐熔煉用廢鋼表面不得有銹蝕、不得混有其他雜質,為保證電爐熔煉用回爐料表面的潔凈度,可對澆冒口等含有砂子的回爐料進行拋丸處理。
為了保證爐料的潔凈度,我公司專門制定了“電爐熔煉原材料使用管理規定”,建立感應電爐熔煉材料使用的管控措施、材料使用記錄表,對原材料進行批次質量控制,減少由鐵料不潔凈產生爐料結殼的可能性。
(2)冷啟熔工藝優化 每天生產前第一爐熔化都是要經過冷啟熔過程,將爐子從室溫狀態緩慢加熱到熔化狀態,這個過程很重要,加熱的過程既不能太慢,也不能太快,太慢就會造成鐵料的嚴重氧化,增加電爐材料結殼的概率,太快就會嚴重影響爐襯材料壽命,容易引起鐵液滲透等情況,所以制訂冷啟熔工藝非常重要,起初為了電爐安全性考慮,制定了較為安全的冷啟熔工藝(見圖2),從室溫到1000℃加熱的時間為5h,在1000℃保溫150min,從冷爐到正式進行熔化需要7.5h,這個時間足以保證能夠將電爐爐襯材料完全加熱到安全狀態,但是對鐵料熔化卻沒有好處,過長的低功率加熱及保溫導致鐵料長時間與空氣接觸,鐵料表面氧化非常嚴重,容易出現結殼現象。
為了既保證電爐爐襯能夠經歷足夠時間的預熱,又降低爐內鐵料的氧化程度,改善感應電爐結殼現象,必須對現有的冷啟熔工藝進行優化。通過正交試驗,確定了電爐冷啟熔工藝中的升溫時間、保溫時間及保溫溫度等參數,優化后的冷啟熔工藝如圖3所示。在不影響電爐爐襯的情況下,我們將冷啟熔過程中的加熱時間調整為4h,在保證不影響爐襯材料的情況下將保溫溫度調整為800℃,保溫時間調整為3h。從圖3可以看出,雖然保溫溫度和升溫時間有所降低,但是提升了保溫時間,有利于保護爐襯材料。由于減少了升溫時間,降低了鐵料在加熱升溫過程中的氧化程度,從而減少了后期熔化過程中鐵料的氧化渣與其他材料混在一起后引起的結殼現象。
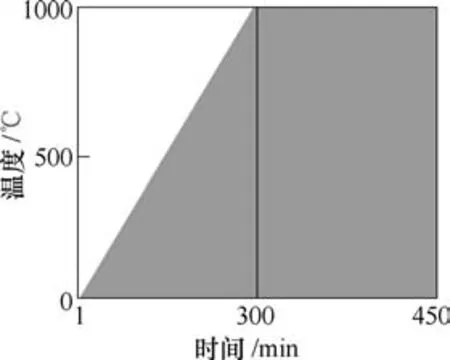
圖2 優化前冷啟熔工藝
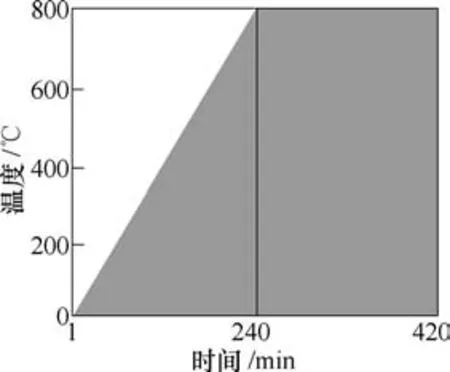
圖3 優化后冷啟熔工藝
(3)電爐熔化工藝 電爐熔化工藝對結殼現象影響很大,加料時的加料順序、加料種類、加料時間、加料原則、熔化功率的設定等因素都對電爐結殼有一定影響。
首先,從冷啟熔開始,確定電爐進行冷啟熔時加入爐料種類及加入順序,能夠從爐料本身降低冷啟熔過程中材料氧化程度,也會提高熱效率利用率;加料時,先將加料小車中的生鐵振動到小車前方,然后再往小車內加入回爐料,最后加入廢鋼,這種情況下生鐵與回爐料在廢鋼前面加入到電爐內,12t的電爐容量開始加滿爐的鐵料量在4t左右,生鐵與回爐料基本就裝滿電爐了,氧化程度相對廢鋼來說輕一點,可減少渣量,后續熔化的爐次這種情況就相對減少了;除了第一爐的熔化,后面正常熔化的爐次爐料種類及加入順序沒有太多的要求,因為爐子已經不需要經過預熱過程,氧化程度非常低。
其次,就是電爐熔化功率的設定,由于熔化功率不匹配造成的結殼現象時有發生,因此必須對熔化功率進行優化,制訂電爐鐵料加入數量與熔化功率相匹配的工藝。熔化過程中熔化功率的輸出非常重要,熔化的不同階段熔化功率不能一成不變,熔化功率是根據電爐內鐵料的加入量來決定的,容量為12t的電爐熔化過程(非第一爐)中,第一次加滿料時,電爐功率只能在電爐額定功率的60%,因為電爐內鐵料量只有總容量的33%左右,太高的功率不僅浪費電能,而且由于鐵料數量有限不能完全利用感應熱量,對電爐的控制器材有很大的損害,所以必須做到功率與鐵料重量相匹配。隨著熔化過程不斷進行,電爐內鐵料重量不斷增加,熔化功率也不斷提升,在鐵料加入到額定重量的70%左右時,電爐熔化功率就可以提升到電爐額定功率的90%以上,功率與鐵料加入量的對應關系如圖4所示。這種熔化功率與鐵料重量相匹配的熔化方式能夠盡可能地利用電爐熔煉熱效率,將電爐熔煉的熱損失降到最低,鐵料熔化速度也能提到最高,減少熔化過程中爐渣的生成。
最后,就是爐料的加入時間及加料原則的制訂。增碳劑、錳硅合金、硅鐵、硫化亞鐵等輔料的加入時機選擇不合理,容易造成“搭棚”現象的發生。增碳劑的加入時間確定如下:在爐內鐵料加入到5.5t左右時,此時爐內已經有一定量的鐵液存在,此時開始加入增碳劑,并根據每爐的總加入量均分成3~4個批次,每加入1~2t鐵料時加入一批增碳劑,在爐內總鐵量達到9t時將增碳劑全部加入到爐內。這種加入方式能夠充分利用中頻感應電爐電磁攪拌作用,有利于碳的溶解和擴散,避免增碳劑浮在鐵液表面而被燒損或在鐵液表面與爐渣混合在一起結成殼。另外,硅鐵、錳硅合金、硫鐵等的加入時機都有一定的要求,既要保證各種材料的吸收率,還需在此基礎上保證硅鐵、錳硅合金、硫鐵不與爐渣混合在一起結成殼,因此應在加料過程中注意加料順序,以保證熔化的正常進行。
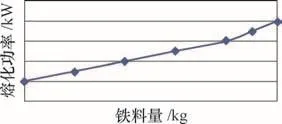
圖4 熔化功率與鐵料加入量對應關系
4. 結語
針對感應電爐熔煉出現的結殼現象,通過對產生這種現象的原因進行分析,總結出解決感應電爐熔煉結殼現象的方法,主要從原材料質量、冷啟熔工藝、電爐熔化工藝三方面進行控制和優化。采取相應的措施后,感應電爐熔煉中的結殼現象不再發生,電爐熔煉的鐵液質量得到相應的提升,生產安排也得到保證。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
