不等間隙碳鋼厚板機器人埋弧焊焊接工藝研究
2018-10-08 07:41:40周軍黃建鵬賈小磊陳永剛
金屬加工(熱加工) 2018年9期
■ 周軍,黃建鵬,賈小磊,陳永剛

掃碼了解更多
目前港口機械平衡梁構件作為岸橋起重機的組成配套件,是重要的承重構件。隨著市場需求逐漸增多,公司每年生產不同大小平衡梁數量也在逐漸提高。現有的平衡梁拼板焊接工序主要是FCAW打底→正面埋弧焊→反面碳弧氣刨清根→反面埋弧焊。仍然依賴傳統的焊接,且背面碳弧氣刨清根不僅增加了焊接生產周期和焊材成本,同時還會產生粉塵煙霧、噪聲弧光等污染,惡化工人的勞動環境。另外,由于碳弧的熱輸入較大,易造成構件變形而影響焊接質量。
埋弧焊焊接工藝具有生產效率高、焊縫質量優,且能夠降低裂紋傾向和改善接頭性能等優點,在生產實踐中得到廣泛的應用和發展。由于機器人的技術發展以及智能制造的提出,許多焊接技術與機器人進行相結合,促進了焊接技術的自動化發展。機器人自動化焊接技術的快速發展,加快了工業生產的自動化,整體提高了工廠生產的效率。
鑒于現有的厚板平衡梁拼板構件焊接工藝,本論文提出了機器人和埋弧焊相結合焊接工藝。此焊接工藝是弧焊和埋弧焊接相結合,均采用了機器人自動焊接。目前,在厚板直板埋弧焊接,還未見到過采用機器人焊接。本論文針對公司的產品研究此種焊接方法,通過前期科研研究,將來可以為公司生產推廣機器人自動化應用打下堅實的基礎,以此來推動公司產品制造方法的轉型升級,進一步提高公司的機器人自動化使用率。
1. 試驗方法
(1)試驗材料 試驗采用的母材Q235,板厚為30mm,坡口形式為V形,角度為50°。試驗焊絲直徑為1.2mm,實芯焊絲,牌號為伊薩OK AristoRod 12.50,焊絲化學成分和力學性能如表1和表2所示。埋弧焊絲直徑為2.5mm,牌號為大西洋CHW-S3,化學成分和力學性能如表3和表4所示。焊劑牌號為大西洋CHF101,氣體采用Ar和CO2混合氣體。

表1 伊薩焊絲化學成分(質量分數) (%)

表2 伊薩焊絲熔敷金屬力學性能
(2)試驗過程 試驗前將所需的母材,焊材和焊劑等準備好,并將坡口兩側30mm范圍內的鐵銹、油污、氧化皮等清除干凈,并打磨至金屬光澤,然后將試板進行定位點焊。采用反變形使工件成凸形,然后用卡瑪夾具將工件進行夾緊,防止焊接過程中產生大變形。工件裝配間隙如圖1所示,工件間隙呈現不等間隙,最大為3mm,最小為0mm。
在進行機器人埋弧焊焊接之前,需要將埋弧焊試劑進行300~350℃烘焙,然后在200℃保溫2h。
焊接順序如圖2所示,總共9道。首先工件焊接路徑都是經過機器人在線示教,然后通過機器人焊接程序自動焊接。第1道采用機器人弧焊打底,第2~8道采用機器人埋弧焊填充蓋面;最后對工件進行翻身并且固定好位置,進行第9道機器人埋弧焊蓋面。通過這種焊接工藝方法可以不進行清根處理,直接進行埋弧焊填充蓋面焊接,可以提高整個焊接工藝效率。焊接參數如表5所示。

表3 大西洋焊絲化學成分(質量分數) (%)

表4 大西洋焊絲熔敷金屬力學性能

圖1 工件裝配間隙
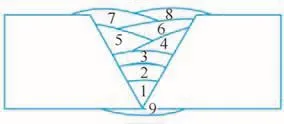
圖2 焊接順序

圖3 焊縫表面成形

圖4 焊縫橫截面

表5 焊接參數
2. 試驗結果與分析
(1)宏觀組織第一道采用機器人弧焊進行打底焊接,表面焊縫呈現魚鱗狀,側壁未出現未熔合狀態,表面均勻。第2~6道進行機器人埋弧焊填充,表面均勻,側壁未出現未熔合狀態。第7~8道進行機器人埋弧焊正面蓋面焊接,表面均勻,焊縫余高不到3mm。第九道進行機器人埋弧焊反面蓋面,焊縫表面均勻,焊縫余高不到3mm,如圖3所示。
將試件進行切割,通過觀察焊縫的橫截面,試件未出現未熔合現象,未發現任何氣孔,焊縫呈現左右對稱,如圖4所示。
(2)微觀組織 在焊縫中截取適當大小的試樣進行打磨拋光,用?(HNO3)4%的酒精溶液腐蝕20s,用酒精擦拭,然后把試樣放在金相顯微鏡觀察焊縫的組織。從圖5可以看出,焊縫區域由于受到不同的熱影響產生不同的組織,可以分成如下區域:熔合區,熱影響區,正火區、母材區。熔合區的焊縫組織晶粒細小,且焊縫由較多的鐵素體和少量珠光體組成,焊縫組織存在樹枝晶垂直于熔合線向內進行生長,樹枝晶間都是細小枝晶填充 ,最后在焊縫中心凝固結晶。臨近熔合線處的熱影響區溫度較高,使得組織變得粗大;遠離熔合線的熱影響區組織為正火區,組織均勻細小,比母材的組織要小,母材區的組織大小不一,不均勻。
(3)接頭力學性能 對焊接試板進行了力學性能測試,常溫下拉伸力學性能結果如表6所示。焊縫的屈服強度平均值為425MPa,抗拉強度為544MPa,伸長率為10.6%,試樣均斷裂于母材。說明焊縫處的拉伸力學性能優于母材,表現出良好的力學性能。斷裂在母材處主要是因為焊接熱影響區造成焊縫兩側母材性能下降。
試件V型缺口分別取于焊縫中心、熔合線+2mm和熔合線+5mm處等不同位置,進行了-20℃沖擊力學性能測試,結果如表7所示。從表7可以看出,首先,焊縫區域的沖擊吸收能量從焊縫區域中心線處向外逐漸降低,焊縫的中心處的沖擊吸收能量最大,平均為207J,其次是過渡區平均為128J,最低為熱影響區處平均為110J。可見在焊接熱影響區,由于焊接的熱循環作用,焊接熱影響區內組織晶粒長大,使得此區域的沖擊吸收能量最低。

表6 焊縫的拉伸力學性能

表7 沖擊力學測試
3. 結語
(1)不等間隙的30mm厚V形坡口碳鋼利用單電雙絲機器人埋弧焊可以實現,可以減少背面清根操作,提高工件整體生產的效率,總共9道完成。
(2)機器人埋弧焊試板正反面成形良好,未出現任何缺陷,余高不到3mm。焊縫主要由熔合區、熱影響區、正火區和母材區等組成。焊縫中心的組織晶粒細小,熱影響區的組織粗大,母材區的組織大小不均。
(3)焊接接頭的的力學性能優于母材,425MPa,抗拉強度為544MPa,伸長率為10.6%,試樣均斷裂于母材。焊縫熔合區的沖擊吸收能量最大,平均為207J,熱影響區的沖擊吸收能量最小,平均為110J。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
