基于SPD軟件的焊材精細化派工
2018-09-27 06:59:44顧黎軍孟云芳郭蘇琪
造船技術 2018年4期
關鍵詞:焊縫
顧黎軍, 孟云芳, 郭蘇琪
(1.上海江南長興造船有限責任公司, 上海 201913; 2.中國船舶工業集團有限公司, 北京 100044)
0 引 言
船舶生產設計階段主要對工藝、結構、焊材、鋼板等進行分解,將圖紙制作完成后供現場使用。對于焊材的測量,主要考慮焊接方法、焊接位置和焊腳高度等因素。為有效控制焊接成本,由結構重量按百分比估算焊材消耗,根據不同焊接方式、生產部門劃分焊材比例。通過人工、計算的方式得到焊材預估量。本文主要描述在此基礎上,將理論數據導入船舶產品設計(Ship Product Design, SPD)軟件,通過模型的轉換,生成精細化派工數據。
1 焊材的測算
按船型及結構重量去估算焊材,可通過系列船得到一個相對消耗系數[1],但對于不同船廠以及新船型來說,誤差較大。表1為各類船型的焊材消耗系數。
由于船型的多樣化,且各船型的焊材消耗系數不統一,因此需要由焊接設計人員進行細化,將整船按制作階段劃分成若干個區域,并計算出特殊焊材的實際消耗量,焊材需求量計算公式[2]為
(1)
式中:W為焊接材料需求量,g;A為截面積,cm2;ρ為密度,g/cm2,一般情況下,碳鋼取7.8,Cr-Ni不銹鋼取7.9,Cr-Ni-Mo不銹鋼取8.0,鎳及鎳合金取8.9;L為焊縫長度,cm;η為熔敷效率,一般情況下,焊條為55%,TIG/MIG/MAG/CO2為95%,藥芯焊絲為85%,埋弧焊絲為99%。
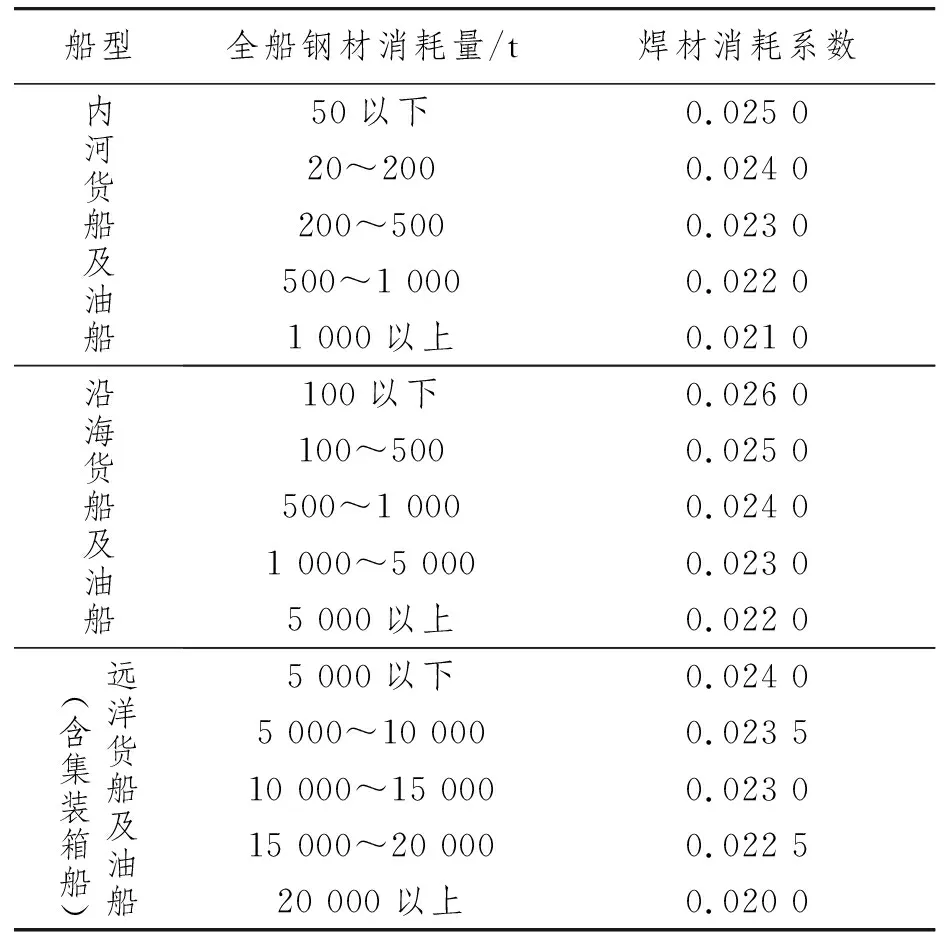
表1 各類船型的焊材消耗系數
焊接一般可分為對接形式和角接形式。
(1) 對接形式具體如圖1所示,其焊接截面積計算公式為
A=(g×t)+(t-f)2×tanθ(2)
式中:g為坡口間隙;t為板材厚度;f為坡口留根;θ為坡口角度。

圖1 對接形式
(2) 角接形式具體如圖2所示,其焊接截面積計算公式為
(3)
式中:a、b分別為對應焊接高度。
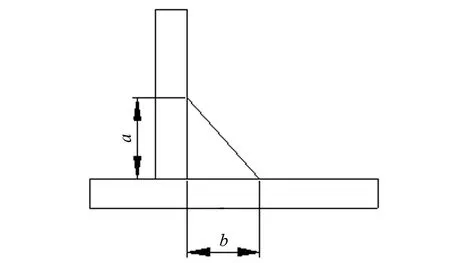
圖2 角接形式
通過上述計算公式,結合船體結構不同焊接方式,得到一份焊材預估表,如表2所示。
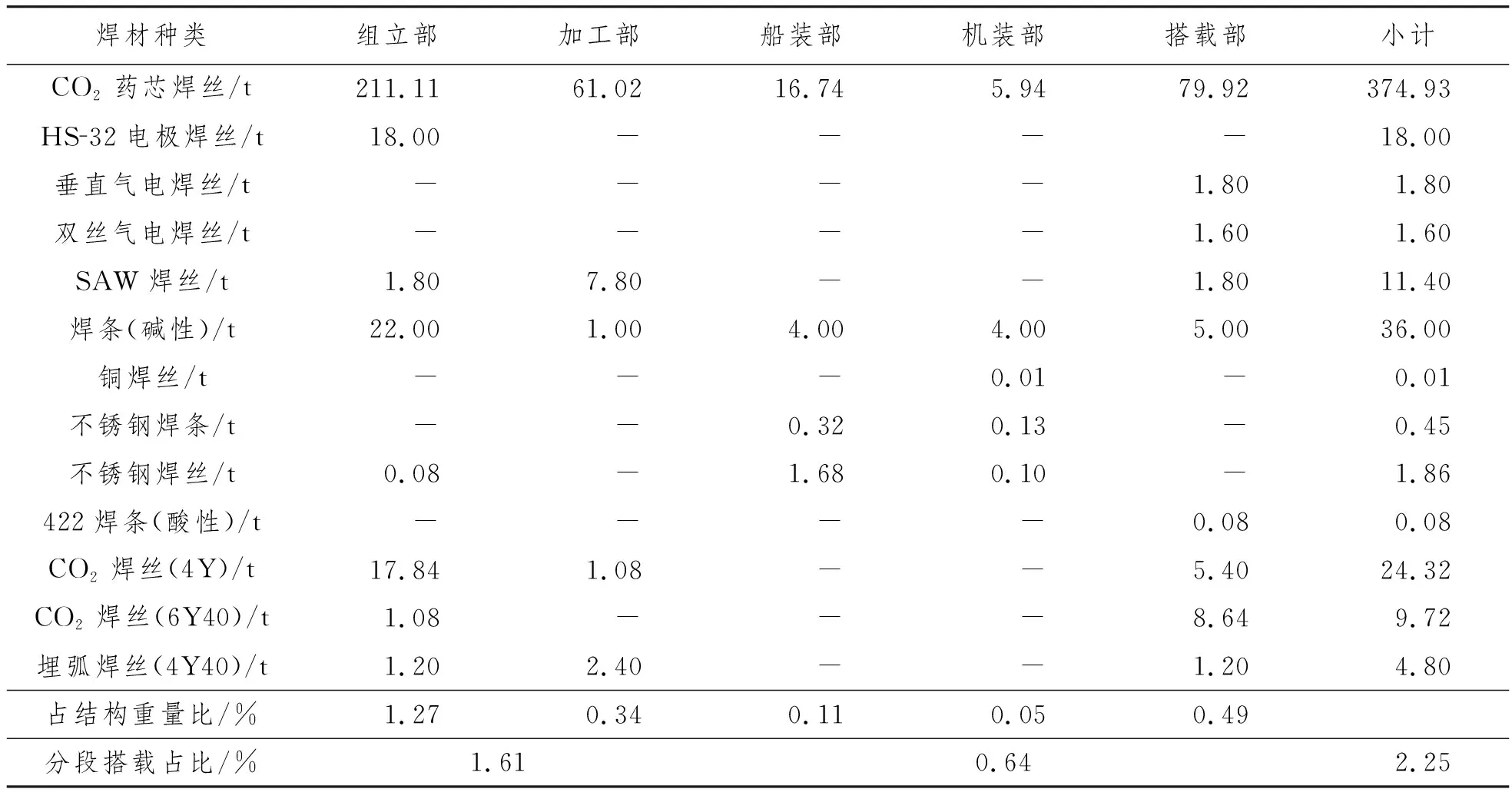
表2 某船型焊材定額
2 精細化派工制作
通過上述介紹,焊接設計人員對船型進行分析,對焊接方式進行測算,將焊材細化分配到部門來控制生產部門對焊材的消耗,但實際生產過程中,由于各種增補、返工、焊腳高度等原因,導致焊材需求量增加,實際焊材消耗系數遠大于表2中所示的2.25%。角焊縫中,焊腳高度指直角三角形的直角點(兩焊腳交點)到斜邊的距離[3]。通常由于施工原因,實際焊腳高度遠高于理論值,當焊腳高度由5 mm增加至7 mm時,焊材的消耗就會增加一倍。因此,嚴格控制角焊縫的焊腳高度能提高派工的精準度。據統計,此船型建造完成后的焊材消耗系數在2.4%~2.5%。因此,需要通過設計軟件提供大量準確數據完成現場焊材用量計算,并將數據制作為派工單供現場使用。
2.1 按DAP分配
在生產設計階段,每個分段按照生產設計流程進行制作,因此也決定了相應組立的分工。如圖3所示,BH、BJ、CH組立及其下屬組立為加工部建造,A、B、C及整個分段為組立部制作。因此,需將此分配作為焊接精細化派工的依據進行數據處理。
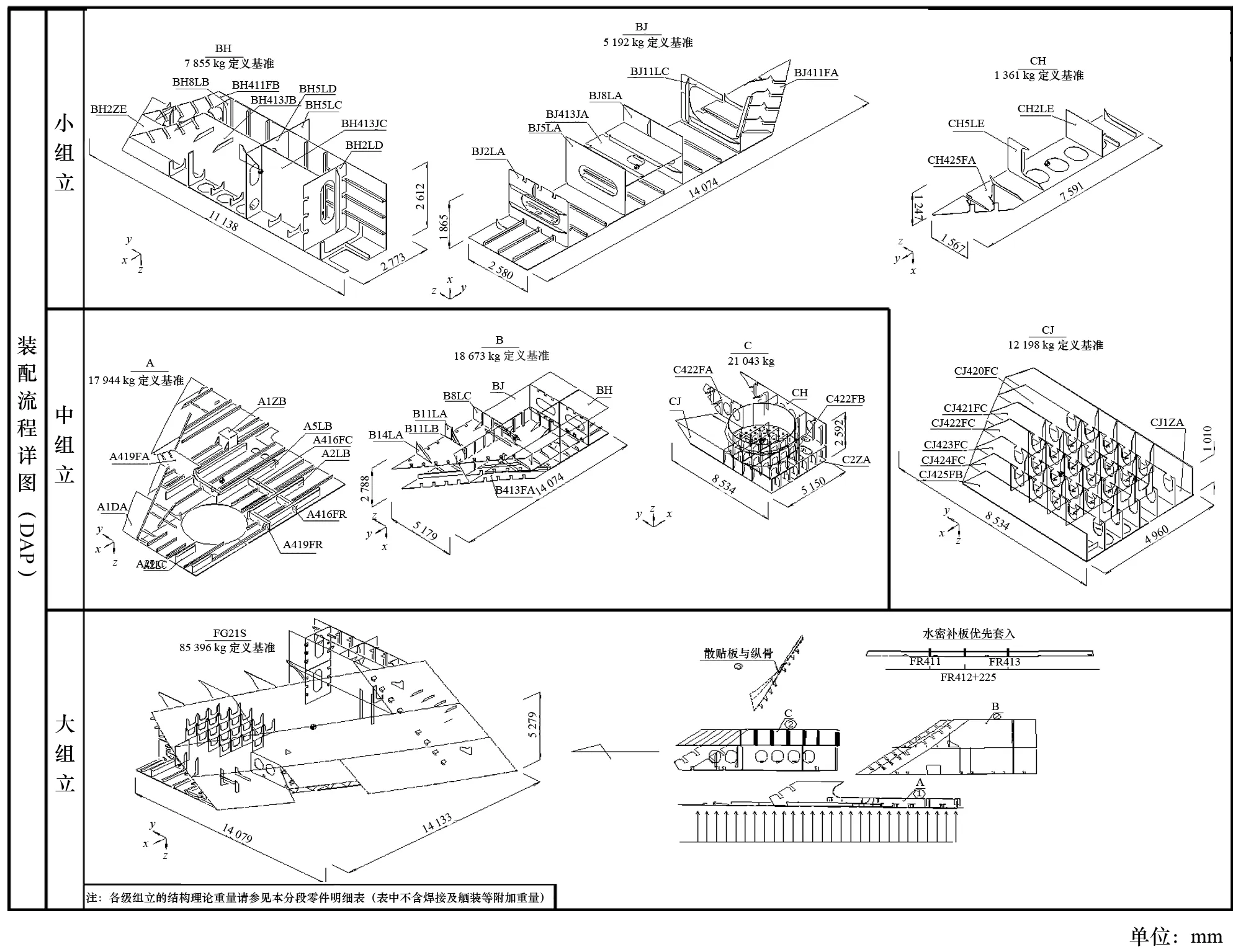
圖3 某分段建造流程
2.2 焊接計劃模塊
由于船舶上的焊縫數量眾多、型式各異,統計焊縫的長度和材料是一項繁瑣又易于出錯的工作。為減輕船舶設計人員的工作,并保證統計結果的準確性,在SPD 船體模塊的基礎上研發焊接計劃模塊。
SPD焊接模塊分為2部分。第1部分為定義焊接系數。如圖4所示,生產設計人員在制作模型的過程中會添加焊縫形式,例如埋弧焊、垂直氣墊焊等高效焊接形式。在模塊中,配置人員將此類焊接方式定義至系統中,包括對接形式、角接形式,其中角接焊為雙面角接焊。因此,在定義時,一條焊縫在實際生產過程中為兩次施焊。第2部分為焊接計劃抽取。三維模型及焊接形式定義完成后,通過SPD軟件船體設計模塊進入焊接計劃。點擊“操作設置-按分段設置焊接計劃對象”,選擇需抽取焊接計劃的分段號,右擊分段號,選擇焊縫逐級自動搜索,抽取完成后點取“確認并保存”完成焊接計劃抽取。圖5為焊接計劃抽取界面。
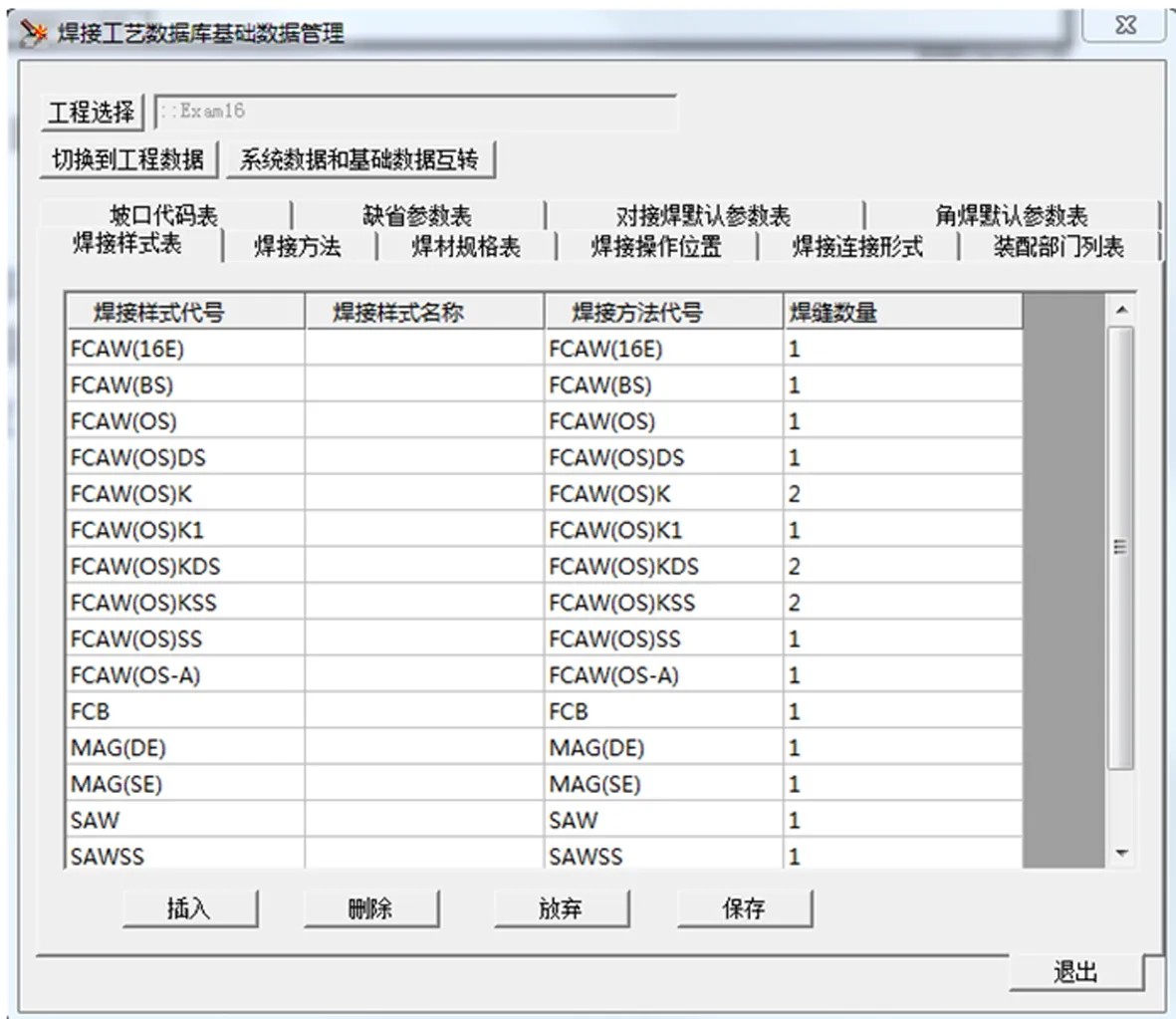
圖4 焊接工藝數據庫[4-5]
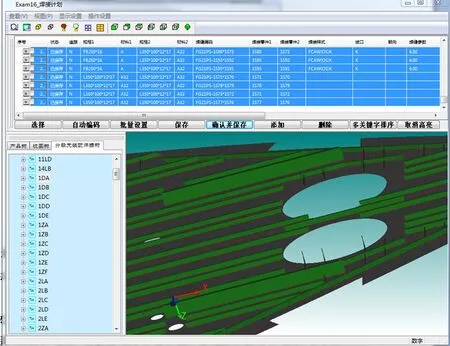
圖5 焊接計劃抽取界面
2.3 下發派工單
按上述操作完成后生成焊縫長度明細表。
如表3、表4所示,5DB~95FG后的數據分別為制作此組立需要焊接的焊縫長度,A組立由5DB~95FG及H組立組成,后面的數據為這些組立制作成A組立所需焊接的焊縫長度。生產部門可根據制作的組立階段,提取表中的數據進行派工單和焊材的同步下發,以控制目標成本。
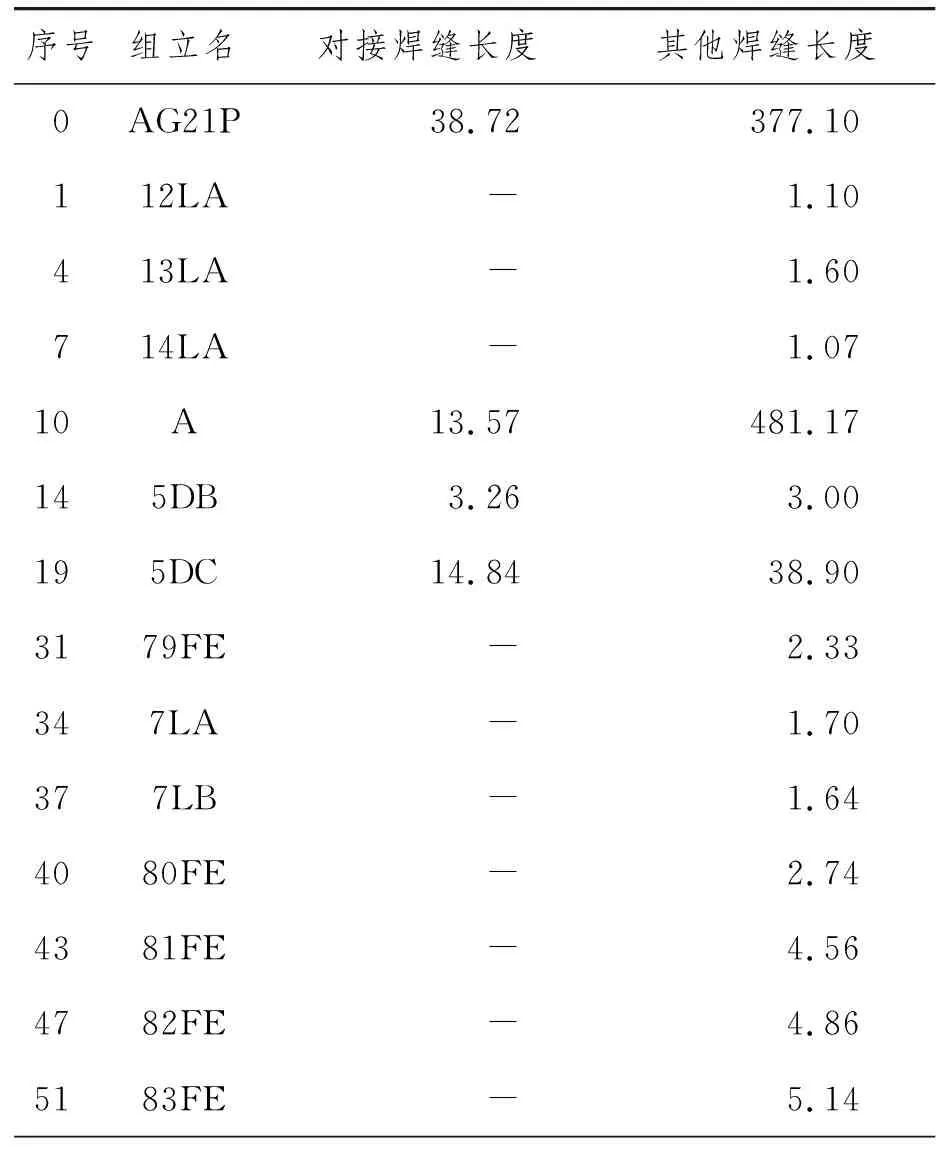
表3 分段內焊縫長度統計 m
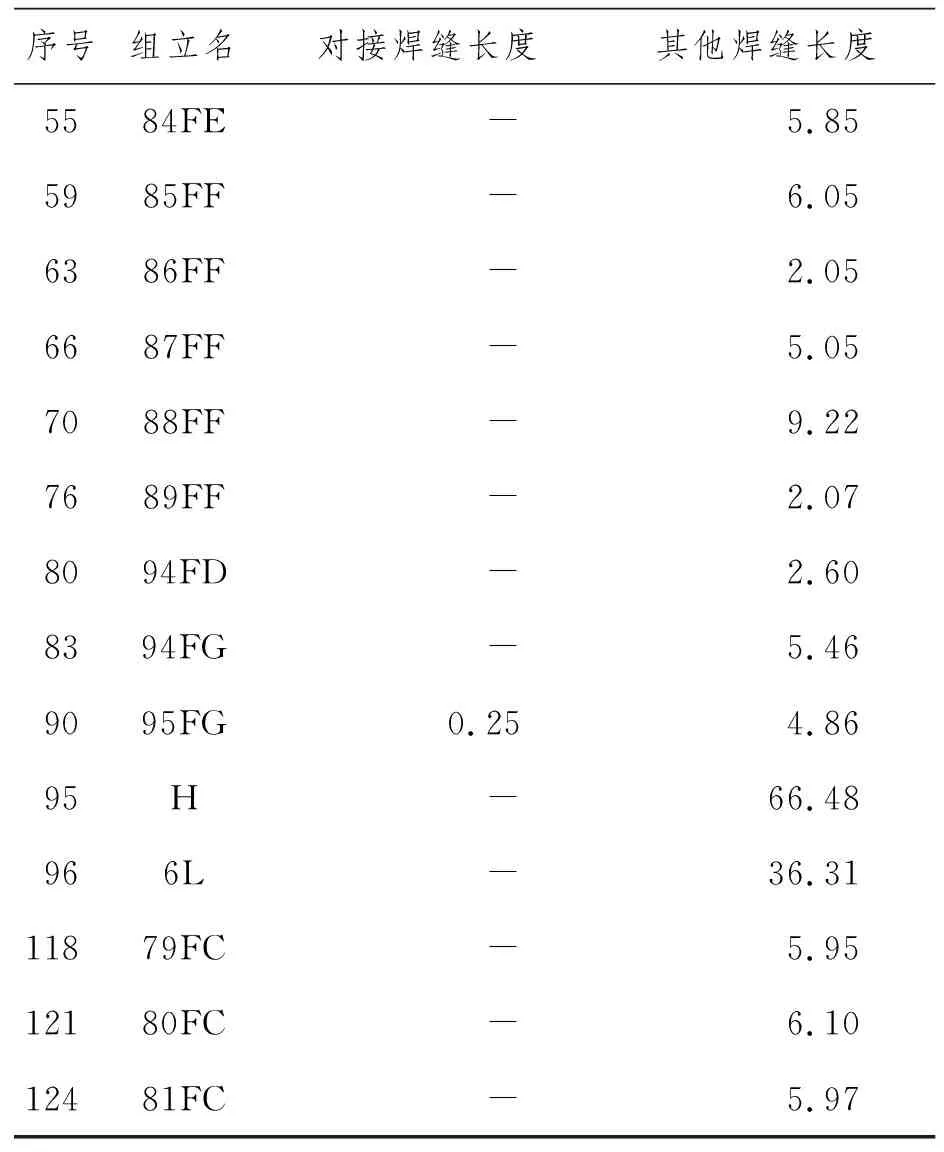
續表3 分段內焊縫長度統計 m
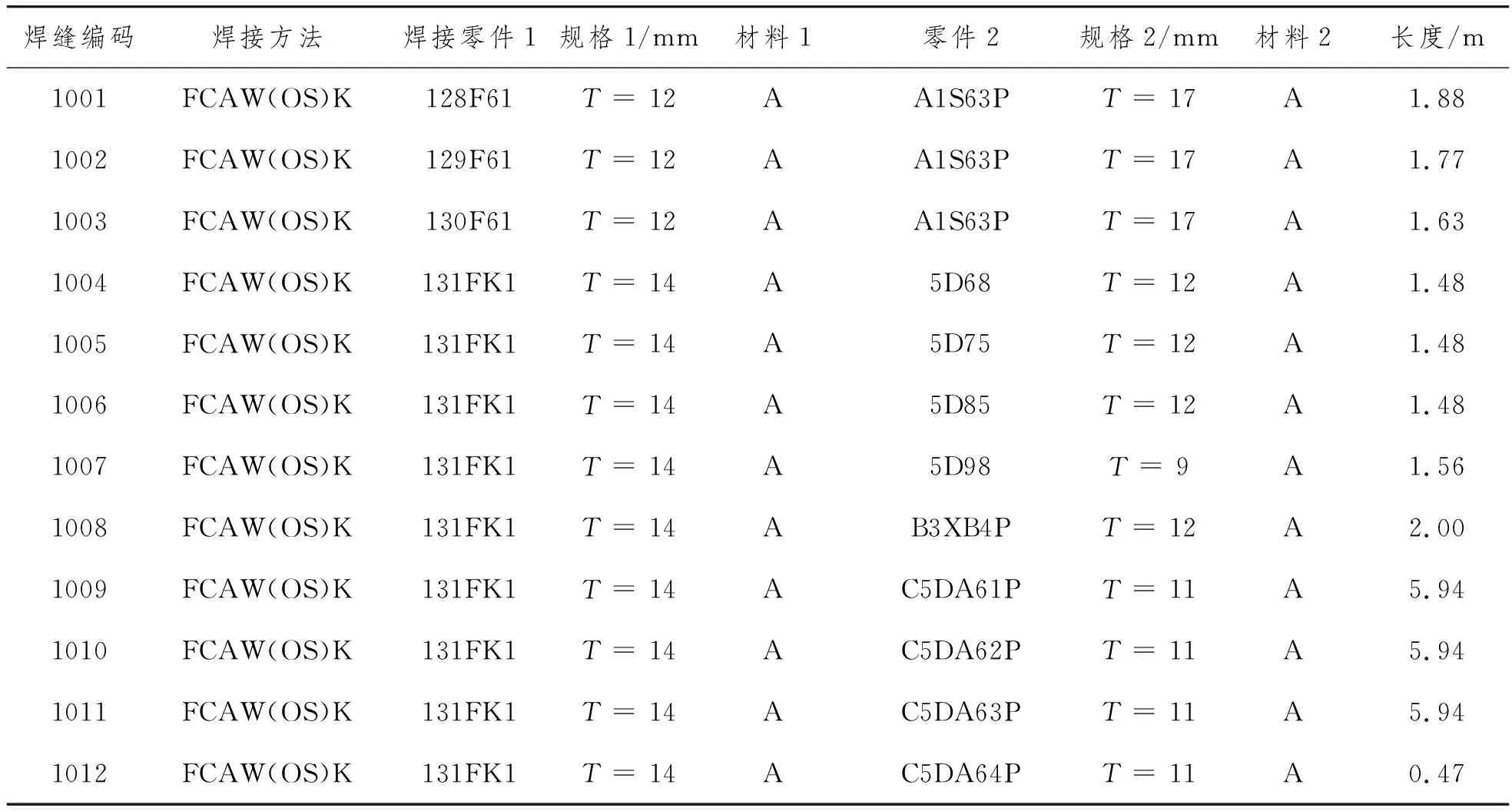
表4 焊縫明細
2.4 精細化派工未來發展
目前公司以上述表單的形式進行焊接物量和焊材的精細化派工,數據框架已通過SPD軟件系統建立完成,后續將引進數字化車間技術,直接通過點對點操作,將設計給出的數據通過數據傳輸,直接導入現場電腦中,現場監控人員通過對終端機的操作,將派工單直接傳輸給工作人員進行焊接派工,實現人機同步派工,通過對焊接參數的限定間接監控施工過程,嚴格執行焊接工藝并通過數據進行效率分析,以優化目前造船行業管控的過程。
3 小 結
通過設計給出焊材定額及各個建造階段的詳細焊縫長度,生產部門可將此作為派工的依據進行管理,提高管理精度及效率。造船行業主要分為設備、管舾、結構、涂裝、焊接等多個模塊,目前仍以人力為主要勞動手段。通過焊接精細化派工的方式及今后數字化車間的完善,進一步提高生產管理效率,降低管理成本,達到高效造船的目的。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
