孔的電解加工技術
2018-09-22 01:09:50尹飛鴻何亞峰蔣麗偉吳小鋒
機械設計與制造工程 2018年9期
尹飛鴻,楊 煉,2,何亞峰,3,蔣麗偉,2,吳小鋒,3
(1.常州工學院機械與車輛工程學院,江蘇 常州 213032) (2.常州大學機械工程學院,江蘇 常州 213164) (3.江蘇省特種加工重點實驗室,江蘇 常州 213032)
電解加工是一種特殊的加工方法,主要用于加工硬度比較高、結構復雜的零件,如整體葉輪、異形孔、炮管膛線、螺旋花鍵等。電解加工具有如下特點:加工范圍廣,生產率高,加工質量好,可加工薄壁和易變形零件,工具陰極無損耗。
電解加工技術經過50多年的發展,目前仍存在著一些不足和局限性,主要表現在:加工精度不夠高;腔體的加工型面和陰極的設計、制造工作量較大;電解液會腐蝕機床設備。這些不足制約了電解加工技術的推廣及應用。
孔的加工特別是高硬度的小孔、深孔和復雜成型孔一直是傳統機械加工的難點,主要問題是加工效率低和加工質量難以保證。孔的電解加工是21世紀出現的新技術,該技術能夠較好地解決加工質量和加工精度等難題,同時該技術也具有較高的加工效率。對于孔的電解加工關鍵技術,國內外很多學者從脈沖電源[1-3]、陰極進給[4-5]、陰極結構與絕緣[5-8]、輔助陽極[9]、陽極運動[10-12]、電解液泵[13-15]以及電解液[16-18]等方面開展了相關研究,取得了一系列的成果。
1 孔電解加工的電源技術
電源是電解加工設備的核心部分,其輸出特性如頻率和波形在很大程度上直接影響電解加工的效果。電源的性能不僅直接影響陽極的溶解過程,而且還會影響部件的加工精度和表面質量。傳統的電解加工使用直流電源(DC power)進行加工,但該方法在其電化學陽極溶解期間集中蝕除能力較低,散蝕能力強并且加工間隙偏大,所以加工精度不高。為此人們提出以脈沖電源代替直流電源。
由于脈沖電流具有周期性,故電解過程也會呈周期性間斷。在間斷的這一段時間內,可以及時排除電解產物,因此采用脈沖電流可增加脈沖電解的電流密度,并且可以將加工間隙控制得更小,從而提高加工精度。脈沖電解加工系統示意圖如圖1所示。
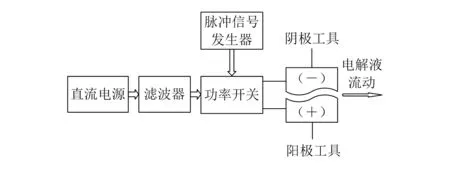
圖1 脈沖電解加工系統示意圖
李兆龍等[19]采用管狀電極加工變截面小孔,其原理是通過極脈沖電解加工方法控制間隙電流來提高變截面小孔加工的成形精度,實驗電解液壓力為3.0MPa,在鎳基合金上進行脈沖寬度為1 000μs的脈沖電解深小孔加工實驗,深小孔的線性去除率增加了35%,同時小孔的精度得到了提高。Shu等[20]將脈沖電解加工應用于金屬雙極板陣列微通道,在加工過程中,將大的加工區域分割成多個獨立的區域,以使流場更加穩定,從而提高了加工的穩定性和加工效率,采用該方法可在2min內加工出466μm深的通道。Kuzmin等[21]提出使用脈沖電流作為提高電解加工精度的有效方法,研究結果表明脈沖電解孔加工可大大提高加工效率與工件的表面質量。
2 孔電解加工的陰極技術
工具陰極的結構、形狀及其進給方式等都直接影響電解加工的質量。在相同的工藝條件下,陰極設計的差異性可影響工件的形狀、尺寸精度和加工穩定性。
2.1 工具陰極改進技術
電解加工時,必須考慮工作介質的多樣性和橫截面的氣泡率,以及由于不穩定的條件而導致的渦流或緩慢流動。通過改進工具陰極,可以顯著降低上述因素對加工過程的影響。
2.1.1工具陰極循環進給
王明環等[2]提出用循環進給法加工小孔,工具陰極循環進給圖如圖2所示。為了驗證該方法的可行性,王明環等選用直徑為0.16mm的銅絲作為工具電極,外表面絕緣,陽極選用1.00mm厚的不銹鋼板,分別采用直接進給和周期循環進給兩種加工方法進行加工,試驗結果表明,通過循環進給加工的小孔其側面間隙減少了0.02mm。該微孔精度顯然提高,由此說明,此種進給方法對提高小孔加工精度有效。
圖2 工具陰極循環進給圖
2.1.2工具陰極振動進給
朱永偉等[4]開展了振動進給、脈沖電流電解加工技術研究,該技術能夠提高加工精度。電解加工過程中,加工間隙與電流周期性變化,從而減小了實際等效加工間隙。用此技術加工出的零件表面均勻細致,表面光潔明亮,其粗糙度約為0.8μm。試驗結果表明,工具陰極振動進給可顯著提高孔的表面質量。
2.1.3工具陰極調速進給
隨著近幾年數控技術的發展,人們將電解加工機床與數控技術相結合,從而更好地控制工具陰極的進給速度及其路徑。朱棟等[8]在研究航空發動機葉片電解加工時提出了實時調節陰極進給速度的加工方法。該方法能夠有效控制加工間隙,降低加工平衡狀態過渡時間,發動機葉片的復制精度提高了0.03mm。
2.2 工具陰極液流控制技術
電解加工中,正流式陰極最為常用,因為這種陰極制造成本低,設計方便,工裝也較為簡單。但是這種陰極存在著一個相對常見的問題,當加工深度較大時,用這種陰極進行電解加工,電解流場差,電解液的流場不規則,造成電解產物難以去除,導致加工困難或加工精度降低。在相同的電解加工參數下,通過改進工具電極的結構使排液流暢,從而改善電解加工的流場,提高零件的加工精度。
王明環等[22]研究了帶螺旋槽的微電極,在電機高速旋轉時,帶螺旋槽的微電極的效果更加明顯,電解液的流動不再只是電極橫截面的流動,而是沿著電極軸向也存在流動,這有利于電解產物的及時排出,極大地提高了電解加工的效率、精度及其穩定性。
2.3 工具陰極絕緣技術
為了實現提高電解加工精度的目的,必須在電解加工期間合理地控制電場。目前側壁絕緣應用最為廣泛。側壁絕緣通過絕緣層覆蓋電極側壁,以屏蔽非加工區域中的電場,并限制工具電極端面和工件處理區域之間的電場,能有效提高加工精度。
高峰等[23]提出利用電泳和微弧氧化工藝來優化側壁絕緣的方案,微弧氧化工藝用于在鈦合金電極的表面上生成致密且絕緣的陶瓷膜,電泳工藝用于封住電極表面陶瓷膜的孔隙和裂縫,從而提高電極的側壁絕緣效果,并提高孔的電解加工精度。劉改紅[24]提出采用旋涂工藝來制造微細陣列電極的絕緣側壁。電極高速旋轉產生的離心力可使電極上的絕緣側壁涂抹均勻,形成環氧樹脂薄膜,可有效約束電場,減小加工時小孔側壁的傾斜程度,由此提高小孔的成型精度。
3 陽極控制技術
作為最有前景的電解陽極材料, 金屬陽極因其優異的導電性和導熱性在鋁工業界和材料學界引起了廣泛關注。隨著近年來科學技術的發展,電解陽極技術得到了改進。
3.1 陽極平動
在電解加工過程中,除了有空穴產生外,還可能發生溝槽狀溶解。為了解決這個問題,朱荻等[25]提出了電極平動式電解加工。通過步進電機輸出旋轉運動,雙偏心機構將旋轉運動轉換為平動,陽極的平動有利于改善電解液分布。試驗表明,這種方法能明顯改善流場流動, 提高重復精度,最大分散偏差不超過0.03mm,這對于批量生產具有重要意義。
3.2 陽極低頻振動
除陽極平動可提高電解過程穩定性外,人們還提出低頻振動這一方法,通過降低加工過程中的陽極振動頻率以提高穩定性。張垚彬等[26]通過數值模擬和實驗,分析了低頻振動的工藝參數對小孔徑內壁表面加工精度的影響。通過多回路時間繼電器分別控制振動電路與電解加工電路的通斷時間來實現低頻振動加工。結果表明,此方法可及時排除電解產物,使孔的表面質量更好。
4 電解液循環泵的改進
電解液循環泵具有耐腐蝕性、耐磨性、低老化性、機械強度高、運轉平穩、密封性能可靠、拆卸檢修簡單、壽命長等優點,廣泛用于化工、制藥工程、農業、造紙工業、食品制造、紡織等行業。由于中低比轉速離心泵的流動路徑長而窄,因此葉輪摩擦所消耗的能量在流道中損失頗多,加工效率因此降低。
在過去的20年中, 國內外許多科學家和技術人員做了大量研究,以解決這種泵的獨特難點。日本的Sun-dyne立式高速泵可用于輸送小流量的介質,但是效率只能達到20%,可見能量損失很大。Masso[27]提出采用誘導輪高速離心泵進行實驗可使實驗結果得到優化,通過引入主葉輪前的誘導器可改善離心泵的吸入性能。實驗結果證實:在誘導輪前增加孔板有利于減弱誘導輪前緣產生回旋流從而對主流產生影響,以此解決了小流量工作不穩定的問題。Cooper[28]曾在4臺高速泵機組上安裝反向流穩定器。安裝了反向流穩定器后,首先在葉輪外緣發生空泡,靠近輪轂中心的液體受離心力作用,壓縮外緣的空泡,使它只能靠外緣沿軸向移動,到高壓區后潰滅,這樣大大限制了空泡的發展,從而可以提高實驗的穩定性。
5 電解液的優化技術
在電解加工中,如果電解液不合適,則不能平穩地進行電解加工。常用于飛機承力結構的鈦合金具有密度小、比強度高、耐腐蝕性強等特性,但常規采用的成分單一的中性鹽溶液并不適合,鈦合金在電解加工時極易鈍化,這阻礙了陽極溶解。楊振文等[29]提出針對鈦合金的特點來調制新的電解液,采用10%NaNO3和20%NaCl的混合電解液進行加工,試驗結果表明,電解液改進后,側邊間隙降低了0.36mm,加工精度也得到了提高。曾永彬等[30]提出采用中性鹽溶液替代酸性溶液作為電解液,通過試驗得出,減小管電極進給速度,并適當提高電解液壓力,采用較大的脈沖電壓和脈沖占空比,有利于提高鈦合金深小孔的深徑比。Weinmann[31]提出了在電解質中增加氯離子有利于鈦合金溶解。通過線性掃描伏安法可觀察到電解質組成和合金中鈦合金含量對溶解過程的影響,合金中較高的鈦含量會阻礙溶解過程,電解質中氯離子的增加可促進鈦合金的溶解,從而有利于電解加工實驗的進行。 Utomo等[32]提出在H2SO4電解液中加入Mn2+,增加了鈦腐蝕電流,提高了加工效率。
6 結束語
孔的電解加工是一個復雜的電化學反應過程,影響孔加工質量和精度的因素很多,涉及加工過程中的每個組成部分及其參數的選擇。隨著數控技術、有限元技術和優化設計技術的發展和環保意識的增強,電解加工將會向數字化、自動化、智能化、綠色化方向發展。因此,孔電解加工技術將向高效、高表面質量和高精度方向發展。
