單顆磨粒磨削AISI 1045鋼的磨削力實驗研究
2018-09-21 11:39:16馬志飛梁國星
太原理工大學學報 2018年5期
張 琤,李 光,馬志飛,梁國星,呂 明
(太原理工大學 精密加工山西省重點實驗室,太原 030024)
磨削作為一種精密加工方法,是利用磨料去除材料從而獲得所需要的表面,通常用于加工表面質量要求較高的零件[1]。磨削加工本質上是磨粒與工件材料之間的相互作用,整個過程中參與磨削的磨粒較多,磨削過程較為復雜。單顆磨粒磨削過程不受其他磨粒及磨屑的影響,因此研究單顆磨粒磨削是認識復雜磨削的重要手段。從單顆磨粒磨削角度進行研究,能夠有效解釋磨削過程中的各種物理現象[2-3]。
早期的一些學者們采用單顆磨粒磨削的方法進行了脆性材料加工機理的研究,得出:磨粒以微量切深去除脆性材料時,脆性材料產生塑性變形[4-5];但是關于單顆磨粒磨削金屬材料的研究相對較少。AISI 1045碳素結構鋼的冷熱加工性能優異,機械性能好[6]。早期關于AISI 1045鋼磨削力的研究主要是建立磨削力的經驗公式,并通過回歸分析進行修正[7-8]。隨著計算機技術的發展,部分學者通過有限元模擬了磨粒種類、磨粒形狀對磨削力的影響[9-11],發現CBN磨粒的磨削力比金剛石磨粒的小,錐形磨粒的單位寬度法向力比球形磨粒的小,而切向力較大。后來又有學者進行了單顆金剛石磨粒的劃擦試驗,探討了塑性隆起、材料去除率以及磨削線速度對磨削力的影響,得出:隨著磨削線速度的增加,法向力增大而切向力減小,材料隆起高度減小[12-16];但是當磨削溫度很高時,金剛石磨粒與AISI 1045鋼中的鐵發生反應,影響了磨削效果。
為了得到更準確的實驗結果,本文以單顆PCBN磨粒為研究對象,使用Kistler 9119AA2型三維測力儀實時記錄磨削力,分析了不同工藝參數下磨削力、表面質量、磨屑形態的變化規律,以便為單顆磨粒磨削AISI 1045鋼的研究提供支撐。
1 實驗部分
1.1 單顆磨粒砂輪設計
對于單顆磨粒磨削實驗裝置的設計,目前最常用的方法是將單顆磨粒固定在砂輪基體上,工件處于固定狀態,通過旋轉砂輪實現工件磨削加工。這種實驗方法更加符合砂輪磨削的實際過程,便于進行磨削溝痕形貌檢測。圖1為單顆磨粒砂輪示意圖。砂輪基體外圓直徑為350 mm,PCBN磨粒頂端處的外圓直徑為400 mm,即單顆磨粒砂輪外徑為400 mm.砂輪采用對稱設計以保證砂輪整體的動平衡度;結合局部配重法調整砂輪平衡特性,使砂輪達到高速回轉動平衡實驗要求。
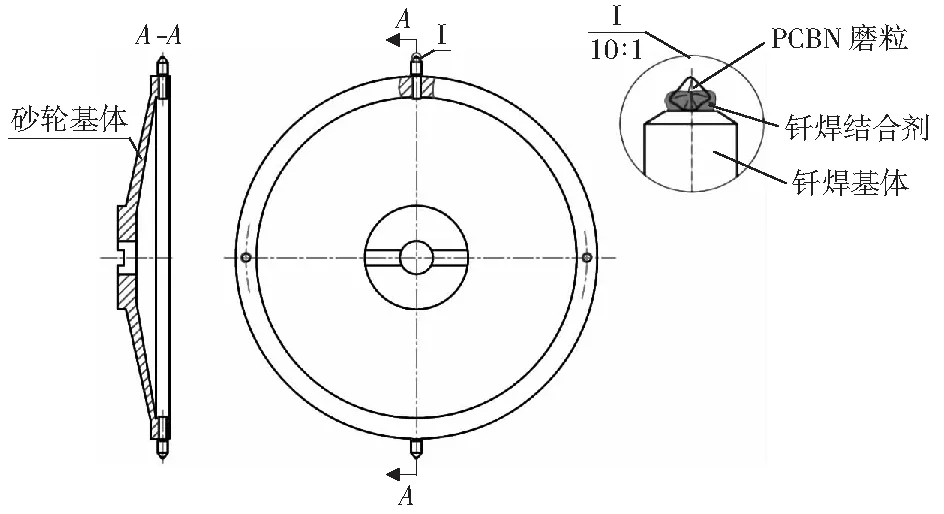
圖1 單顆磨粒砂輪示意圖Fig.1 Schematic of single abrasive wheel
1.2 磨削力的測量與計算
實驗采用Kistler 9119AA2型三維測力儀測量單顆磨粒磨削過程中3個方向的磨削力Fx、Fy、Fz,磨削力分量正方向如圖2所示。圖2中,θ為夾角;vs為磨削線速度;ap為磨削深度;vw為進給速度;R為砂輪半徑。
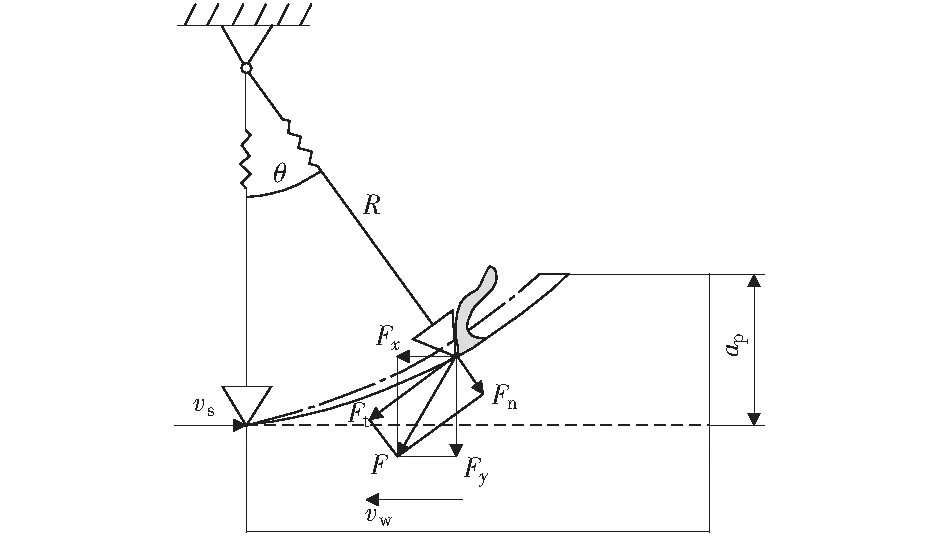
圖2 單顆磨粒磨削力分解示意圖Fig.2 Grinding force decomposition diagram of single abrasive
在單獨一條磨削溝痕的磨削過程中,軸向磨削力很小,根據前期的測試結果可忽略不計;x方向進給,y方向固定。單顆磨粒磨削AISI 1045鋼的磨削力應為切向磨削力Ft和法向磨削力Fn的合力。法向磨削力和切向磨削力與三維測力儀輸出的Fx、Fy的關系如下:
Fn=Fycosθ-Fxsinθ,
(1)
Ft=Fysinθ+Fxcosθ.
(2)
在單顆磨粒磨削實驗中,磨削深度ap遠小于砂輪半徑R,因此夾角θ近似為0.由上式可得,Fn≈Fy,Ft≈Fx;即在單顆磨粒磨削實驗中,法向磨削力近似等于測力儀輸出的Fy,切向磨削力近似等于Fx.
1.3 實驗條件與方法
實驗用工件材料為AISI 1045鋼,調質處理后材料硬度為36HRC.工件規格為30 mm×30 mm×50 mm;工件表面經過精磨加工,具有較高的原始表面質量。磨削方式采用逆磨,無冷卻潤滑,環境溫度為27 ℃.單顆磨粒修型為近似偏置圓錐,轉動單顆磨粒基體可實現不同負前角的切入磨削,兩磨粒負前角調整范圍為-10°~-50°.單顆磨粒磨削實驗臺如圖3所示。
磨削試驗在MV-40立式加工中心上進行,主軸最高轉速為10 000 r/min.通過調整加工中心主軸轉速,達到實驗預期的磨削線速度,進而對工件進行單顆磨粒的磨削實驗,并收集磨屑。同時,利用三維測力儀實時測量磨削過程中的磨削力。在磨削深度和磨粒前角保持不變的條件下,分析磨屑形態和溝痕形貌。
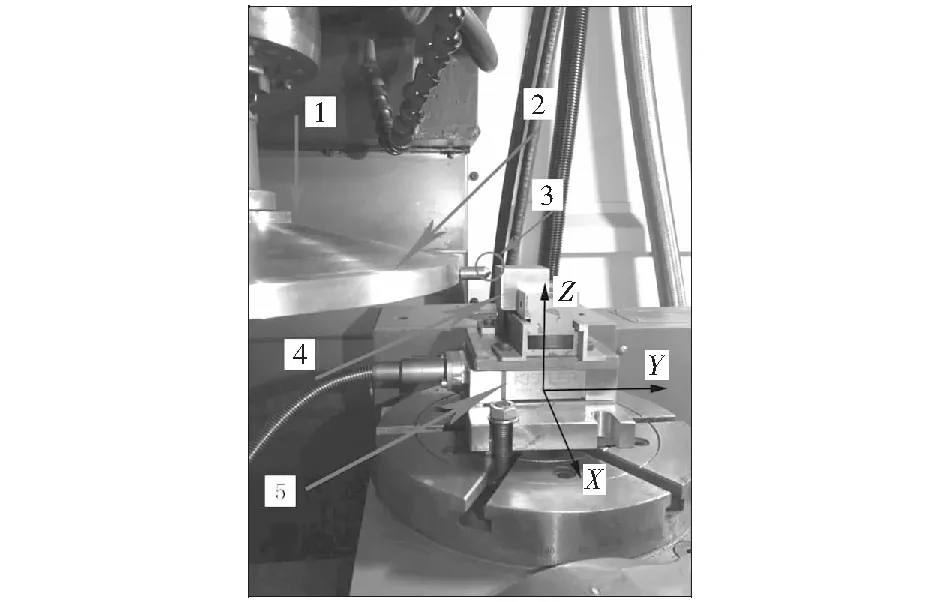
1-進給方向;2-單顆磨粒砂輪;3-PCBN磨粒;4-工件;5-測力儀圖3 單顆磨粒磨削實驗裝置 Fig.3 Single abrasive grinding test device
2 結果與分析
2.1 單顆磨粒磨削AISI 1045鋼的磨削力實驗結果與分析
2.1.1 單顆磨粒磨削AISI 1045鋼的磨削力
固定單顆磨粒磨削線速度vs=55 m/s、磨削深度ap=30 μm、工件進給速度vw=0.2 m/min,用三維測力儀測量動態磨削力,結果如圖4所示。
由單顆磨粒磨削實驗原理可知,PCBN磨粒每磨削一道溝痕,測力儀輸出的磨削力曲線必對應一個磨削力峰值。選取一個波峰進行放大,可觀測到單顆磨粒作用力的時間歷程曲線,見圖4.
由單一溝痕磨削力與時間的關系曲線可知,磨

圖4 單顆磨粒磨削AISI 1045鋼的磨削力測量結果(右側圖為左側圖的局部放大圖)Fig.4 Grinding force of single abrasive in grinding AISI 1045 steel
削力總體呈現先增大后減小的趨勢。這是因為,在一個完整的磨粒磨削金屬材料的過程中,隨著磨粒切入工件的深度的增加,磨削力逐漸增加;而后磨粒逐漸切出工件,切入深度逐漸減小,磨削力逐漸減小。從圖4(c)可以看出,軸向的磨削力Fz并不趨于零;主要原因是,單顆磨粒沿軸向進給時與工件表面相互作用,產生了進給方向的軸向力。
2.1.2 不同磨削線速度下的磨削力
固定磨粒磨削深度為30 μm、磨粒前角為-30°,在單顆磨粒磨削線速度分別為55,60,65,70 m/s的條件下進行試驗,結果如圖5所示。由圖5可知,隨著磨削線速度的增加,單顆磨粒磨削力逐漸減小。這是因為,隨著砂輪磨削線速度的增加,材料塑性功增加,去除過程中材料軟化效應明顯,致使單顆磨粒磨削力減小。
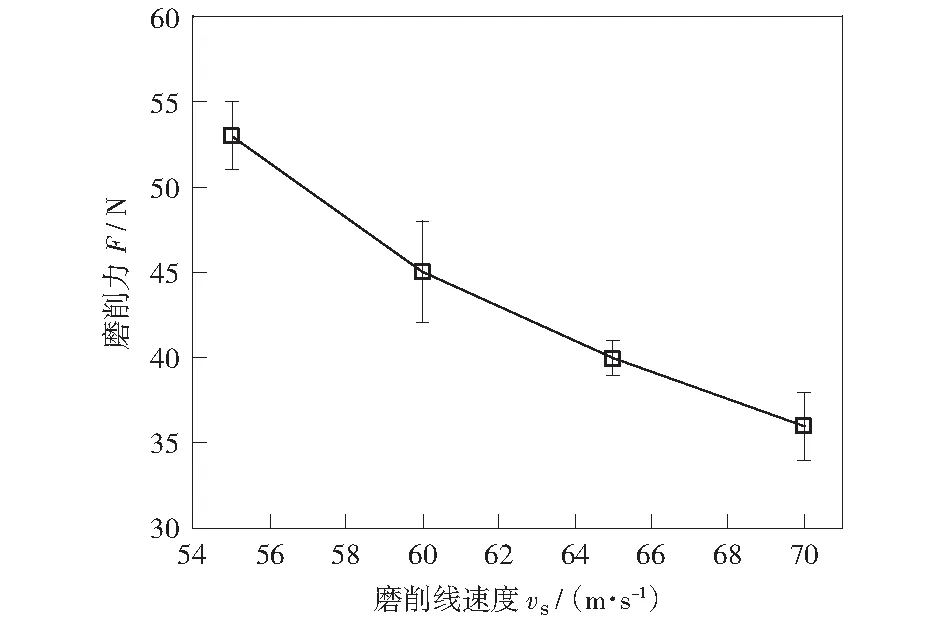
圖5 磨削力隨磨削線速度變化關系曲線Fig.5 Curves between grinding force and grinding speed
2.1.3 不同磨削深度下的磨削力
固定磨削線速度為55 m/s、磨粒前角為-30°,在磨削深度分別為10,20,30,40 μm的條件下進行試驗。磨削力隨磨削深度變化的曲線如圖6所示。由圖6可知,隨著磨削深度的增加,磨削力增加;因為增大磨削深度,磨粒磨削厚度隨之增加,磨屑變厚,磨粒受到的磨削力增加。
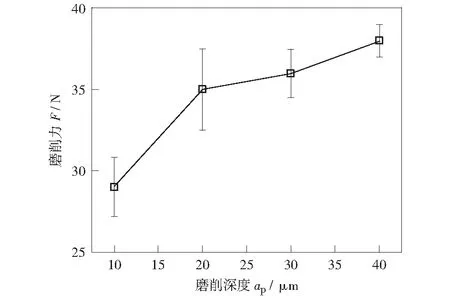
圖6 磨削力隨磨削深度變化關系曲線Fig.6 Curves between grinding force and grinding depth
2.1.4 不同磨粒前角下的磨削力
固定磨削線速度為55 m/s、磨削深度為30 μm,在磨粒前角分別為-10°,-20°,-30°,-40°的條件下進行試驗。磨削力隨磨粒前角變化的關系曲線如圖7所示。從圖中可以看出,隨著磨粒負前角的增加,磨削力呈現下降趨勢;這是因為,較大的前角使得磨粒沿磨削方向的受力變小,同時磨削的效率隨之上升。
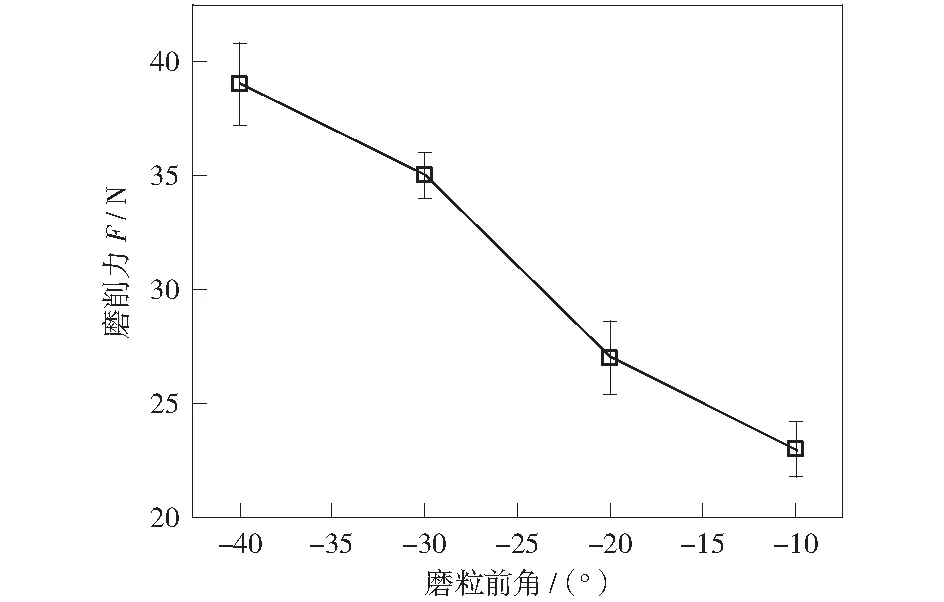
圖7 磨削力隨磨粒前角變化關系曲線Fig.7 Curves between grinding force and abrasive rake angle
2.2 磨削溝痕形貌分析
在切入端,磨粒與工件表面接觸之初只發生彈性滑擦,不產生磨削痕跡。隨著磨粒向前推進,磨粒磨削進入耕犁階段,工件材料在磨粒推擠作用下發生塑性變形,開始形成磨削溝痕。圖8為AISI 1045鋼在vw=0.2 m/min,vs=55 m/s的條件下所獲得的磨削溝痕SEM圖。
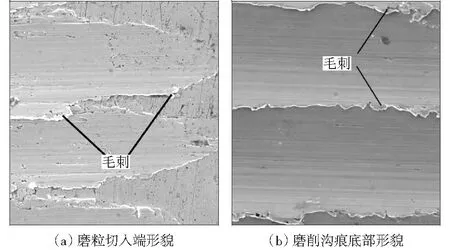
圖8 磨削溝痕形貌特征Fig.8 Surface topography characteristics of grinding groove mark
由圖8(a)可知,隨著工件的進給,磨粒切入工件的深度增加,磨削溝痕寬度逐漸增加。而在單顆磨粒磨削中段,磨削溝痕的寬度變化較小,磨粒進入穩定磨削工件材料階段,產生磨屑,并逐步分離,如圖8(b)所示。
從圖8還可以看出:磨削溝痕形狀基本與PCBN磨粒外形相契合,為近似錐形頂角形狀;磨削溝痕表面細微磨痕為PCBN磨粒微切削刃在磨削過程中形成的磨削痕跡。在磨粒持續推擠作用下,與磨粒接觸區域的樣件材料發生塑性流動,磨粒向磨削方向移動,產生磨屑。由于單顆磨粒法向力沿磨粒頂角分解在兩側,與進給方向垂直,材料在無側向約束條件下向兩側溢出,并受磨粒切向磨削力影響,產生側向前方的流動,形成毛刺;切入端毛刺較少,磨削溝痕中段以后增多。其主要原因是:采用逆磨工藝磨削時,單顆磨粒沿弧線上不同位置的磨削深度不一致,切入端切深小,切出端切深大,造成切出端材料的塑性變形大,材料側向流動明顯。這一現象充分說明,選用較小的切深,可有效提高工件的表面質量。
2.3 磨削線速度對磨痕形貌的影響
固定磨粒磨削深度為30 μm、磨粒前角為-30°,在單顆磨粒磨削線速度分別為55,60,65,70 m/s的條件下進行試驗,檢測樣件溝痕中部的形貌,結果如圖9所示。
從圖9可以看出,增大磨削線速度,可弱化加工表面的磨削溝痕。磨削線速度為55 m/s時,磨削表面微磨削形成的溝痕深,毛刺多,溝痕兩側凸起較大,表面粗糙度最大值為170 μm.當磨削線速度增加至70 m/s時,樣件表面形成的溝痕變淺,毛刺少,表面較為平整光滑,粗糙度最大值為130 μm. 隨著磨削線速度的增加,單顆磨粒更頻繁地磨削材料,單次磨削材料厚度變薄,工件表面磨削痕變淺,紋理較細。其原因是材料在不同拉伸、壓縮以及剪切速度下,力學性能存在很大差異。磨削線速度越大,材料所表現的屈服極限和強度極限越大。相對于低速磨削,高速磨削時,磨粒對工件材料的作用機制發生了變化,材料的塑性應變降低,塑性變形量減小,材料向兩側產生流動的邊界閾值升高,材料溢出程度降低。因而采用較高的磨削線速度加工工件時,工件表面具有較好的平整性。

圖9 不同磨削線速度下單顆磨粒磨削磨痕形貌云圖Fig.9 Grinding surface topography diagram of single abrasive with different grinding wheel speed
2.4 磨屑形態分析
單顆磨粒磨削時,磨屑不受其他磨粒的擠壓作用,磨屑破損量小,大部分被排出并保留良好的原始形狀。掃描電鏡下磨屑形貌如圖10所示。
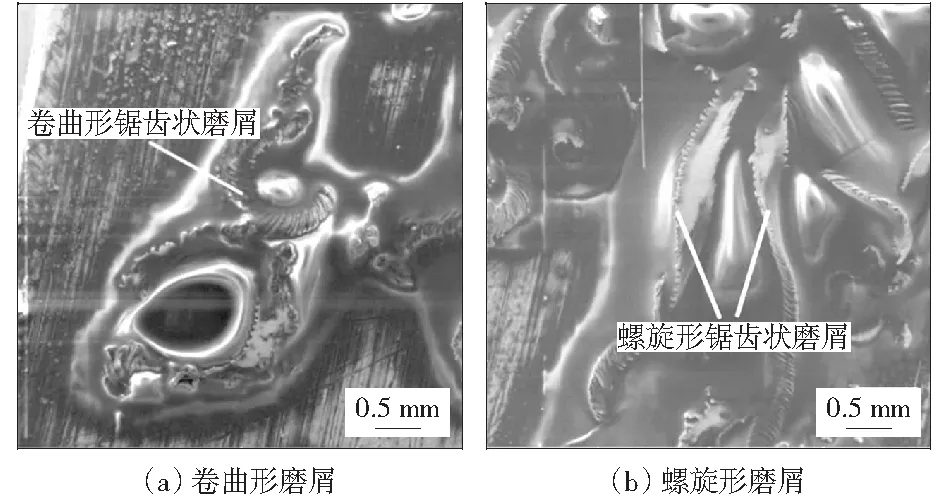
圖10 單顆磨粒磨削的磨屑形貌SEM圖Fig.10 SEM diagram of grinding chips morphology of single abrasive
從圖10可以看出,磨屑的表面呈鋸齒狀,其形狀大致分為兩類:卷曲形和螺旋形。在單顆磨粒的磨削過程中,材料在磨粒的作用下經歷彈性變形和塑性變形,最終在分離區斷裂形成磨屑。這一過程中,材料的塑性變形功主要用于材料的溫升;當達到材料的軟化溫度時,材料發生屈服蠕變,在主剪切區域出現絕熱剪切滑移,從而吸收大量的能量,致使局部溫度降低;然后繼續累積變形功,再次剪切滑移,多次間歇性的絕熱剪切形成鋸齒狀磨屑;材料受力超過其極限強度時,磨屑斷裂,并從磨粒的前刀面擠壓排出,實現分離,最終形成不同彎曲形態的鋸齒狀磨屑。單顆磨粒的磨削實驗中發現,卷曲形鋸齒狀磨屑常出現在較低速度下的磨削加工,螺旋形鋸齒狀磨屑多存在于較高速度下的磨削加工。
3 結論
1) 單顆PCBN磨粒磨削AISI 1045鋼時,在切入端先后經歷滑擦、耕犁和磨削成形的過程。磨削溝痕表面細微磨痕為PCBN磨粒微切削刃在切削過程中形成的磨削痕跡。
2) 磨削力隨著磨削線速度增加而逐漸降低,隨磨削深度增加而增加,隨磨粒前角的增加而減小。
3) 隨著單顆磨粒磨削線速度的增加,磨削溝痕表面呈現光滑狀態,溝槽形狀變得規整,表面磨痕變淺,毛刺減少。
4) 單顆磨粒磨削AISI 1045鋼的磨屑主要有卷曲形和螺旋形兩種,磨屑形狀的差異主要是由磨粒磨削方式的不同造成的。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
