增壓器同步噪聲分析優化
2018-09-19 12:09:16趙文仲胡宏德
時代農機 2018年7期
趙文仲,許 濤,胡宏德
(江淮汽車集團股份有限公司技術中心發動機設計研究院,安徽 合肥 230601)
增壓器已經成為汽車發動機未來的標準技術配置。增壓器在帶來動力性和經濟性提升的同時,隨著顧客對汽車舒適度要求的提高,增壓器的噪聲也日益成為行業關注的焦點。廢氣渦輪增壓器的噪聲從大的方面可以分為自激勵結構噪聲和氣動噪聲。結構噪聲主要有同步噪聲、次同步噪聲和廢氣旁通執行機構噪聲;氣動噪聲主要有BPF噪聲、HISS噪聲、旁通噪聲和泄氣噪聲[1]。
本文結合案例對同步噪聲進行分析,探討了控制這種噪聲的方法,給出了同步噪聲的評價方法。
1 頻譜特性
同步噪聲和廢氣旁通執行機構噪聲的頻譜特性見表1。

表1 同步噪聲頻譜特性
2 同步噪聲
同步噪聲,顧名思義,其噪聲頻率較葉輪軸的轉頻一致,所以叫同步噪聲。如圖1所示,在頻譜圖上,有兩條亮線:右邊的一條線,不同增壓器轉速下,噪聲頻率與增壓器的轉頻相同,屬于同步噪聲。

圖1 同步噪聲和次同步噪聲示
同步噪聲主要與兩個要素有關:轉子的殘余不平衡量和轉子脈沖。
2.1 同步振動噪聲
回轉體由于質量分布不均,旋轉時離心慣性力如果不能平衡,會給轉子帶來振動。殘余不平衡量表征回轉體的不平衡程度。
由于制造的問題,葉輪轉軸不可避免的存在殘余不平衡量,這樣,渦輪轉子每轉一圈,產生一次激勵。轉子經過靜平衡后,質心調整到旋轉中心線上。但轉子旋轉時,由于質量的分布不均,很有可能在通過選裝中心線的平面上出現一個力偶,這種情況稱為轉子動不平衡。轉子動平衡就是指消除轉子動不平衡所做的工作。對增壓器轉子,常采用在轉子的兩端端面上進行去重,人為地使轉子旋轉時產生一個力偶,用以抵消原來的動不平衡力偶,降低殘余不平衡量至可接受范圍,如圖2所示。

圖2 增壓器動平衡機
2.2 同步脈動噪聲
葉輪各葉片之間也不可避免的存在一些差異,或者葉輪葉片存在一定的缺陷,這樣,會引起氣流的波動,渦輪轉子每轉一圈,產生一次激勵。在壓氣機出口的壓力波動程度稱為脈沖值,一般將壓力波動的振幅控制在200Pa以內。有時會將壓力信號轉化為電壓值信號來表示。
2.3 控制同步噪聲的方法
解決同步噪聲的方法有以下幾個方面:
(1)由動平衡引起的同步噪聲,主要控制方法是降低其轉子總成的不平衡量,也就是所謂的G值(重力加速度),目前各個廠家的策略是對其進行雙面動平衡去重控制,全轉速段監控 G 值[2]。
(2)脈沖噪音的解決方法就是加強葉輪的質量控制,提升葉片間的一致性,減少脈沖值。就目前接觸的廠家來說,主要方案是把葉輪由鑄造改為銑削。如此可提升葉輪的精度,減少尺寸公差。
3 案例分享
本文所述的汽油增壓發動機的技術指標如下,該款增壓器在進行摸底測試時表現出典型的同步噪聲。

表2 發動機技術參數
3.1 同步噪聲優化
同步噪聲分為同步振動噪聲和同步脈動噪聲,分別由葉輪軸的動平衡量和脈沖值表征。兩種同步噪聲的頻率是一致的,因此只能先控制其中的一種噪聲至良好水平,再去評價另一種噪聲指標。
對同步噪聲的評價常采用專家評價法,即對不同的噪聲水平進行主觀評價,評價準則見表3。
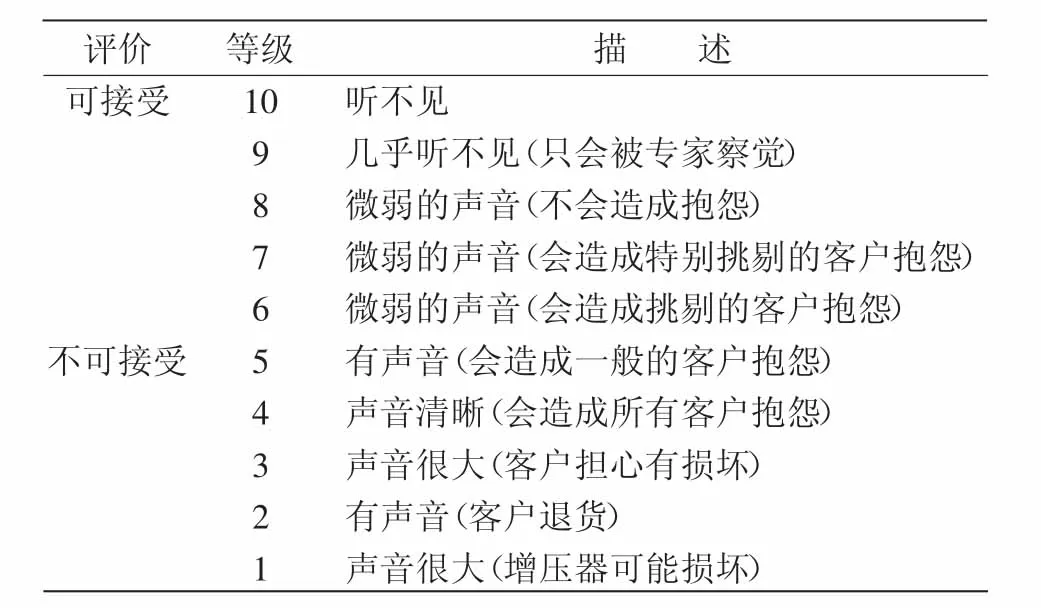
表3 噪聲評價準則
3.2 樣件制作
樣件制作原則:
①控制葉片的脈沖值在一個比較優秀的水平(1#和2#增壓器),排除脈沖的影響,評價不同動平衡度對噪聲的影響,選擇一個合適的動平衡度。
②將動平衡度控制在一個很好的水平(3#和4#增壓器),排除動平衡的影響,評價不同脈沖值對噪聲的影響,選擇一個合適的脈沖值。
四款增壓器樣件的具體規格見表4。
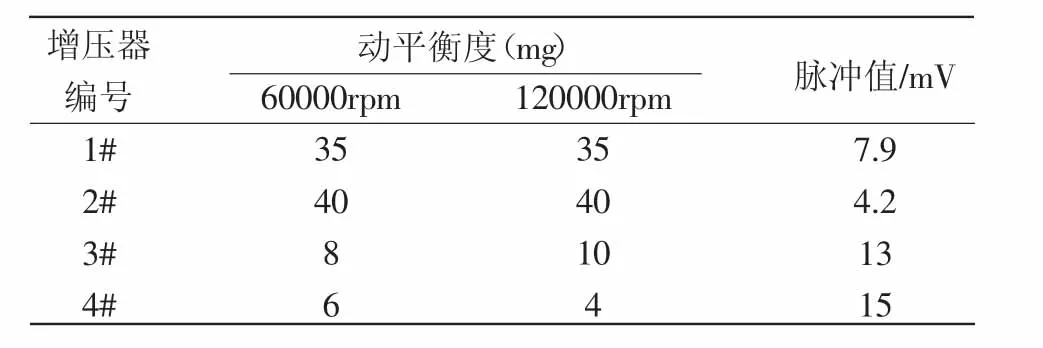
表4 增壓器樣件制作
3.3 傳感器布置
在增壓器進油螺栓上布置振動傳感器,在駕駛員右耳處布置麥克風。

圖3 振動傳感器布置

圖4 麥克風布置
3.4 測試工況
3 gear WOT(三擋全油門加速工況)。
3.5 測試結果
四款增壓器的振動和噪聲的測量如圖5~圖8所示。

圖5 1#增壓器振動和噪聲
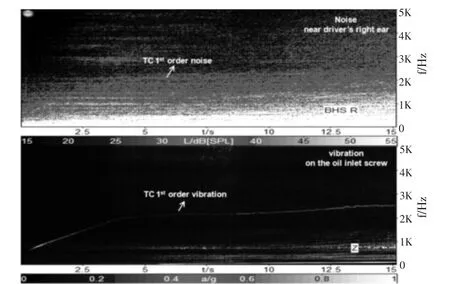
圖6 2#增壓器振動和噪聲

圖7 3#增壓器振動和噪聲
3.6 評價結果
(1)1#增壓器試驗過程的主觀評價等級為8級,優于2#增壓器,建議采用此動平衡度。
(2)3#增壓器脈沖值為13 mV,在實驗過程中的主觀評價等級為6級,仍有微弱的脈沖噪聲,建議設定脈沖值為12mV。
4 結語
增壓器的同步振動和同步脈動無法根本消除,關鍵是要控制同步振動和同步脈動在合理范圍內,從而控制增壓器的同步噪聲。本文介紹了增壓同步噪聲的種類和產生機理及控制方法,給出了增壓器同步噪聲的專家評價指標,并結合案例給出了增壓器同步噪聲優化的過程方法,給增壓器的同步噪聲控制有一定的參考意義。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
計算物理(2014年2期)2014-03-11 17:01:44