API Spec 5B第16版相關技術內容探討*
2018-09-11 05:57:20艾裕豐白小亮李光峰
石油管材與儀器 2018年4期
艾裕豐,馮 娜,田 沖,白小亮,李光峰
(1.中國石油集團石油管工程技術研究院 陜西 西安 710077;2.甘肅藍科石化高新裝備股份有限公司 甘肅 蘭州 730070)
0 引 言
美國石油學會于2017年12月發布了API Spec 5B《套管、油管和管線管螺紋的加工、測量和檢驗》第16版(2018年7月1日生效)。該標準規定了API螺紋和控制螺紋驗收準則的量規的尺寸、公差和標記要求。用于檢驗管線管、圓螺紋套管、圓螺紋油管、偏梯形螺紋套管螺紋的單項儀和設備及要求也包含在內。作為油管、套管螺紋加工檢驗,石油螺紋單項儀、螺紋量規校準的主要依據,和第15版相比,標準變化較大,新增檢驗項目及其相關量具校準相關內容較多,受到石油專用管制造企業、油田用戶、質量檢驗機構、量具制造企業,石油專用螺紋計量機構的廣泛關注。由于標準中存在較多錯誤,美國石油學會于2018年6月發布了該標準的勘誤1,對標準中的錯誤內容進行更正,同時由于標準發布到實施的時間間隔較短,將標準的生效時間更改為2019年1月1日。本文中的符號及其含義同API Spec 5B第16版,不再單獨介紹。
1 刪除內容
API Spec 5B標準第16版相對于第15版刪除的內容:
1)正文給出的是美國慣用單位制表,標準刪除了原標準國際單位制表格,用戶在使用的時候需要自己進行換算。
2)由于使用較少,標準刪除了原標準附錄中的直連型套管相關類容。
3)標準刪除了原標準附錄中的API量規鑒定機構要求,在標準正文中要求進行校準的實驗室應獲得ISO17025或等效標準的授權,用戶可以從API官方網站進行查詢。
4)在標準第4章油管、圓螺紋套管公差表中刪除了原標準易引起歧義的L4合格判定注釋“在下述情況下L4是合格的:①若從管端至螺紋消失點平面(位于管子外徑最大處)的距離在上述負公差內;②若從管 端至螺紋消失點平面(位于管子外徑最小處)的距離在上述正公差內。”
2 技術內容的差異
2.1 圓螺紋牙型高度
標準在6.1.1將螺紋牙型高度公差從原來的+0.002 in/-0.004 in變更為±0.002 in(1 in=25.4 mm)。牙型高度校對塊的V型槽牙底圓弧/削平尺寸做出了調整,變為和產品螺紋牙底圓弧/削平尺寸一致,對測尖磨損的控制變得更加寬松。但是管線管11V的牙型高度校對塊的V型槽牙底圓弧/削平為0.002 1 in(0.053 mm)不合理,應當采用和對應產品一致的牙底圓弧半徑/削平,為0.002 9 in(0.074 mm)。各種牙型高度槽深校對塊詳見表1。

表1 牙型高度槽深校對塊
2.2 最后一牙完整螺紋位置
標準在6.3規定圓螺紋套管是最后一牙完整螺紋的位置在管端至最后劃線(最后螺紋槽)長度L4-0.625 in處,標準變更前該位置為L4-0.500 in(12.7 mm)。對產品單項參數測量定位具有指導意義。變更后所有產品外螺紋的完整螺紋長度均可用L4-g來表示。
2.3 偏梯形螺紋錐度測量
標準在7.1.4規定“偏梯形螺紋量規的錐度由工作塞規和校對環規的大徑圓錐與工作環規和校對塞規的小徑圓錐直徑的測量結果而定”。標準變更前為“偏梯形螺紋量規的錐度由大徑圓錐或小徑圓錐直徑的測量結果而定”。
2.4 螺紋量規幾何尺寸公差變化
圓螺紋套管和油管螺紋量規的槽寬公差變更為原來的2倍,槽直徑、盤直徑將標準給出值作為最大值進行控制,去掉了原來的公差。
3 新增加的內容
3.1 術語、定義和和縮略語
標準在第3章包含了定義(51個)和縮略語(共6個),對該標準中用到的術語和縮略語全部加以說明,便于讀者對標準的閱讀,第15版標準僅有定義5個。部分術語是從15版標準中保留下來的,如缺陷、缺欠等。增加的定義可分為3類,第一類是從原來標準正文中移到第4章來的,如螺距、錐度、牙型高度、黑頂螺紋,倒角等;第二類是引用API Spec 5B1中相同的定義,如機緊、最后刀痕、鏜孔、承載牙側面等,第三類是新增與檢驗內容相關的術語,如牙頂高、頂徑、螺紋橢圓等。縮略語中新增的MOW表示量針頂點到校對塊上表面的距離。通過該部分變更,標準的邏輯性更強,結構更加合理。
3.2 圓螺紋牙頂高測量及相關要求
標準在第4章增加了圓螺紋套管、外加厚油管、不加厚油管的螺紋牙頂高公差要求,均為±0.001 5 in。牙頂高是中徑圓錐到牙頂的徑向距離。所有圓螺紋均需測量螺紋牙頂高,偏梯形螺紋無需測量此參數。牙頂高具體測量見標準5.5 “牙型高度和牙頂高測量”。牙頂高測量儀與圓螺紋牙型高度測量儀結構相似,不同之處在于牙頂高為球形測頭,牙型高度測量儀為錐形測頭。牙頂高測量儀球形測頭如圖1所示。校對使用的牙頂高校對塊與牙型高度校對塊結構一致,V形槽相同,但U形槽高度不同。牙頂高標準塊U槽高度為螺紋牙頂到螺紋凹槽放入最佳測針后測針最低點的高度,而非直接牙頂高的理論尺寸。標準同時增加最佳量針頂點到牙頂高校對塊平面距離MOW的校準要求,如圖2所示。標準規定量針直徑和MOW公差均為5 μm。分析可知,量針直徑將以0.75的系數影響MOW,對量針直徑規定公差為5 μm不合理,應限制在2 μm以內,國內外的2級量針即可滿足該精度要求。標準同時對螺紋牙型高度校對塊也要求對MOW項目進行校準。
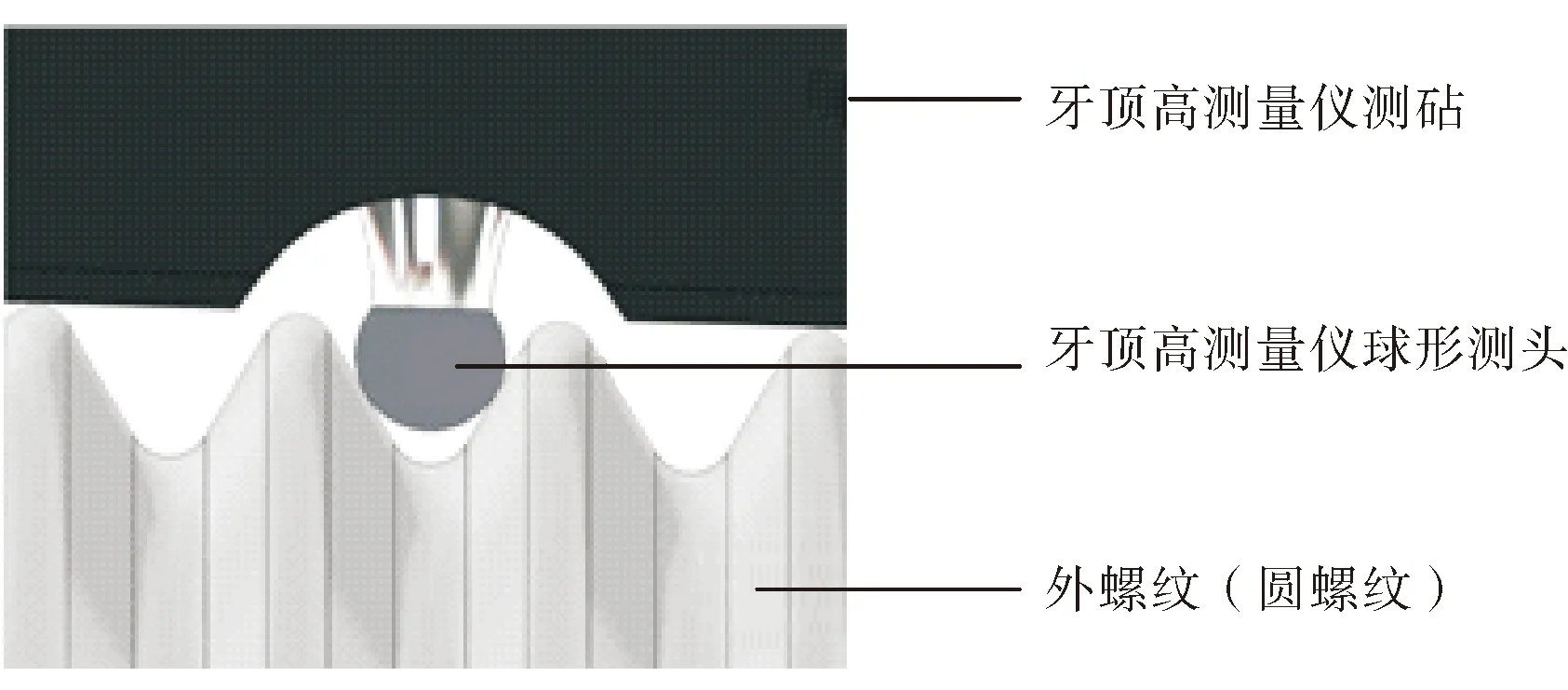
圖1 牙頂高測量儀球形測頭
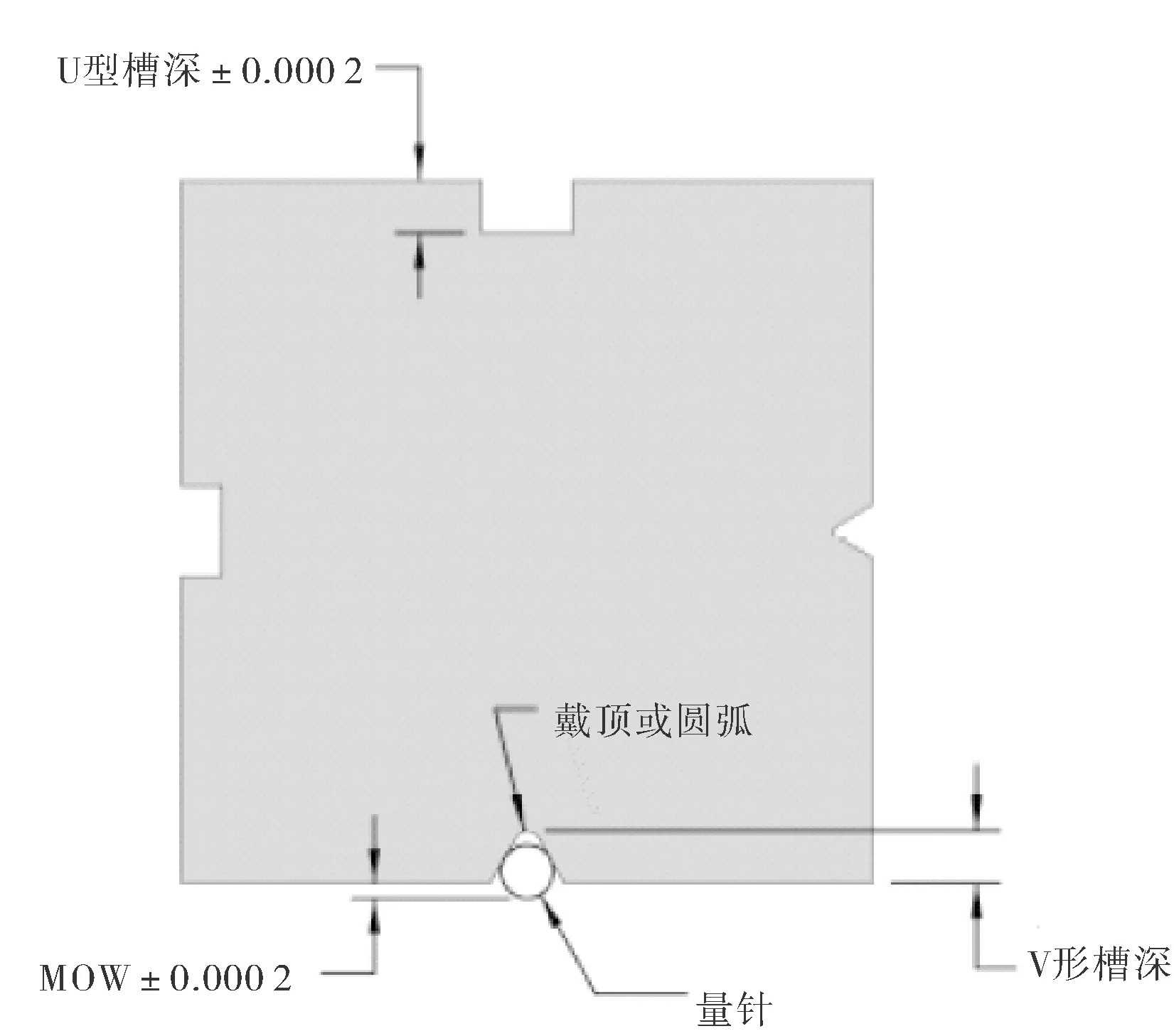
圖2 圓螺牙頂高校對塊MOW
3.3 螺紋頂徑、螺紋橢圓的測量及相關要求
標準在第4章增加螺紋平均頂徑、螺紋橢圓度的公差要求,詳見表2。平均頂徑是指特定平面測量所得的頂徑最大值和最小值的算術平均值,平均頂徑應在管子離開卡盤之后(或者卡盤之外)測量。螺紋橢圓度是測得的螺紋頂徑的最大值和最小值的差值。標準第4章中螺紋橢圓度公差未區分內外螺紋,均按外徑壁厚比D/t是否小于20分為兩種情況。這和標準6.1.7中規定的接箍內螺紋橢圓度極限偏差為D×0.003 in相矛盾。建議生產企業內螺紋的橢圓度公差按照6.1.7從嚴進行控制。標準在第1章范圍明確規定螺紋尺寸沒有進行詳細規定的(或表示為不適用)的不進行頂徑、橢圓度的檢驗。所有規格套管(圓螺紋和偏梯),規格≥4的 不加厚油管,規格≥2的 外加厚油管需要進行螺紋頂徑、橢圓度測量。除此以外的小規格油管、所有規格的管線管無需測量這兩項參數。

表2 平均頂徑、螺紋橢圓度的公差要求 in
API Spec 5B在第4章增加螺紋頂徑測量位置及其名義尺寸。頂徑測量位置規定外螺紋頂徑(大徑圓錐)C10定義在距端面L10處,內螺紋頂徑(小徑圓錐)C12定義在距端面M12處。偏梯形黑頂螺紋可能延伸至L10范圍內,標準6.1.3規定在這種情況下螺紋頂徑測量應保證量規螺紋靴不少于50%位于全頂螺紋之上。否則頂徑應在L10之外的其它位置測量,頂徑尺寸應作相應調整。標準并未給出頂徑測量的詳細的操作步驟,僅在6.1.4規定頂徑測量儀的安裝及使用詳見量具制造廠商提供的使用說明書。標準在7.1.11頂徑量規標準塊標記中規定用于模擬螺紋頂徑尺寸C10和C12的合格參考平面,其尺寸精度應保證在±0.000 3 in(±0.007 62 mm)范圍內;用于模擬L10和M12位置的合格參考平面,其尺寸精度應保證在±0.000 5 in(±0.012 7 mm)范圍內。
外螺紋的頂徑測量位置距離小端面L10(LC-0.312 5 in),內螺紋頂徑測量位置距離接箍端面M12(M+0.5 in)。在該標準發布前,量具制造企業生產的頂徑標準桿確定的圓螺紋的外螺紋測量面為L1,1:16偏梯形外螺紋測量面為L7-0.5in,1:12偏梯形外螺紋測量面為L7,與該標準規定的測量平面不一致。由于圓螺紋在LC長度范圍內不允許存在黑頂螺紋,偏梯形螺紋LC長度范圍內,允許存在兩牙黑頂螺紋,但黑頂螺紋的長度不能超過管子圓周長的25%。因此標準規定的頂徑測量平面更加合理。需注意,標準發布前量具制造企業生產的外螺紋頂徑標準桿不符合新標準的要求,不能繼續使用。標準發布前生產的內螺紋頂徑標準桿尺寸符合新標準的要求,可以繼續使用。
標準同時給出了外螺紋端面出頂徑C9(即外螺紋小端大徑)和接箍端面頂徑C11(即內容大端小徑),這兩個尺寸對螺紋加工制造時非常有用。其計算公式詳見表3。

表3 外螺紋端面出頂徑和接箍端面頂徑計算
3.4 橢圓度對緊密距的影響
標準在6.1.8螺紋橢圓度對緊密距的修正中給出了相關計算公式來說明二者關系,見公式(1)。螺紋橢圓度導致的緊密距變化的結論引自美國石油學會 1985年WG3037工作組的研究成果。
SO=緊密距公差+[OV/(錐度×2)]
(1)
式中:SO是最大允許緊密距,由緊密距公差和受螺紋橢圓度影響的緊密距相加取得,in;OV是測得的螺紋橢圓度,in;錐度是規定的螺紋錐度,in/in。
該公式中的緊密距公差是標準6.1.10中表28規定的緊密距公差,是針對螺紋不存在橢圓的情況下的公差,即平均頂徑對應的緊密距公差。從平均頂徑的定義可以得到公式(2)。將公式(2)對應的徑向尺寸換算到螺紋軸線上,即可得到公式(1)。受螺紋橢圓度影響,緊密距值增大。最小緊密距值不受影響。
螺紋最大頂徑=平均頂徑+螺紋橢圓度OV/2
(2)
為方便標準使用者直接查閱,標準中表25為計算出的各規格套管最大橢圓度要求,同時標準中表26、表27給出了外螺紋橢圓度對應的最大允許緊密距值。以常見的139.70×7.72 mmLC為例計算最大允許緊密距。t≥0.275 in,管子允許的最大橢圓度為0.017 in,最大緊密距可達6.63 mm。最小緊密距仍為-3.18 mm,整個緊密距范圍可達9.81 mm,范圍較大。因此建議生產企業先按照標準6.1.10給出的緊密距公差要求進行控制,如果單根管子緊密距超上差,在工廠切頭重新加工;在現場考慮橢圓度影響帶來的附加公差,看是否合格。標準中表26、27均標明對外螺紋適用,用注釋的方式說明內螺紋緊密距不隨螺紋橢圓的變化而變化。這一點顯然不合常理,API已經在著手修訂這兩個表格,增加螺紋橢圓對接箍內螺紋的影響。
3.5 偏梯形螺紋槽寬通/止量規要求
標準在第4章偏梯形螺紋公差表中增加了對偏梯形牙型厚度的公差要求。標準5.7偏梯形單表牙型量規中對螺紋牙形量規分為在牙底測量(規格4~13)和牙頂測量(規格不小于16)2種方式。標準中新增了偏梯形螺紋槽寬通/止量規,如圖3所示,但是未能給出量規的公差。

圖3 偏梯形螺紋牙槽寬通/止量規
4 API Spec 5B的錯誤、缺陷和修改建議
由于該版標準新增內容較多,變化較大,其中的差錯,缺陷、不嚴謹的地方不少,給標準的使用者帶來不少困惑,標準使用者在使用標準時要結合標準的勘誤1,更正標準中錯誤內容后再使用,以免造成不必要的經濟損失。標準勘誤1中就標準中的絕大部分錯誤進行了更正,但仍有部分不完善的地方,現整理匯總,同時給出修改建議,詳見表4。
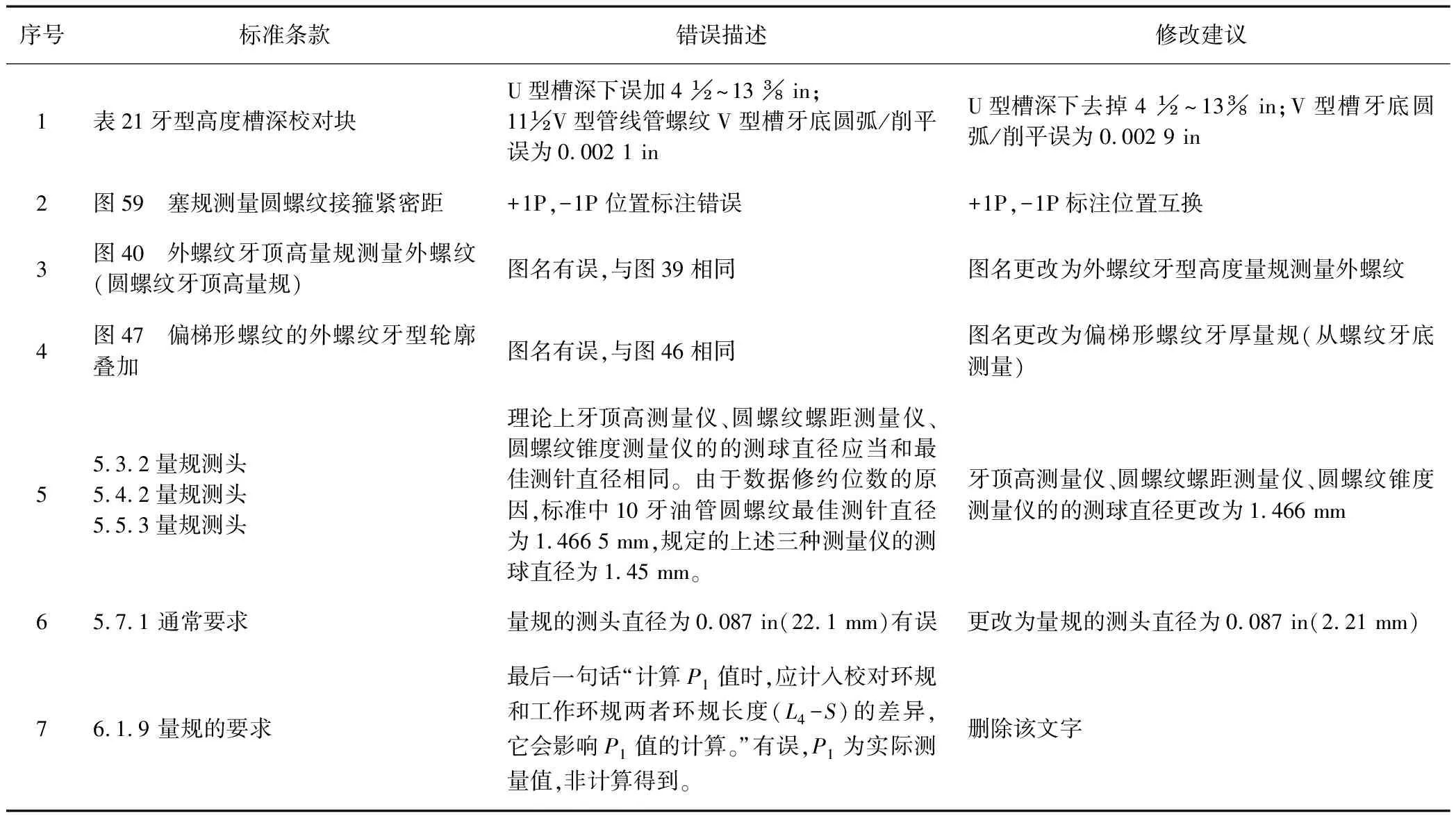
表4 標準中的錯誤及缺陷
5 對16版標準實施的應對措施
16版5B標準發布后,受到油套管生產企業、油田用戶、量具制造企業、質量檢驗機構的廣泛關注,各方應在配備新版5B標準后通過人員培訓,交流學習的方式準確理解標準,掌握新增量具的使用方法,嚴格執行新標準的相關要求。面對新增的檢驗項目,相關方應當盡快購置符合標準要求的量具,及時更新檢驗工藝卡、檢驗記錄。增加新檢驗項目后勢必導致檢驗效率的降低,如何結合自身實際,制定合理的檢驗比例、進行檢驗,從而確保產品質量。對于標準新增的螺紋牙頂高測量儀、頂徑測量儀、偏梯形螺紋槽寬通止量規、牙頂高校對塊、頂徑校對塊/桿、圓螺紋牙型高度校對塊新增的MOW校準項目如何進行校準,并確保校準精度符合標準要求,校準機構也應進行充分考慮,制定切實可行的校準方法。
6 結 論
1)第16版和15版相比較,主要技術內容存在一定差異,對圓螺紋牙型高度公差,牙型高度校對塊的V型槽牙底圓弧/削平尺寸進行了修改。
2)API Spec 5B增加螺紋牙頂高、螺紋頂徑、螺紋橢圓度等檢測項目,考慮橢圓度對緊密距的影響,用有利于進一步從嚴控制產品質量,但會導致檢驗效率降低。
3)API Spec 5B存在一些錯誤和缺陷,本文予以指出,并給出了相應的修改建議。標準使用者應當結合標準勘誤1更正標準中的錯誤后正確使用標準。
4)API Spec 5B工作組后續會對各方反饋的修改建議持續對標準技術內容進行完善,API可能還會發布相關的勘誤,請標準使用者密切關注。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年8期)2019-05-09 02:22:48
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2018年4期)2018-05-09 07:07:52
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
專用汽車(2016年4期)2016-03-01 04:13:43
