陶瓷3D打印技術(shù)的研究進(jìn)展
2018-09-10 09:13:50陳勁松
陶瓷學(xué)報(bào) 2018年3期
晁 龍 ,陳勁松 ,郭 建
(1. 淮海工學(xué)院 機(jī)械工程學(xué)院,江蘇 連云港 222005;2. 南京航空大學(xué) 機(jī)電學(xué)院, 江蘇 南京 210016)
0 引 言
陶瓷具有高強(qiáng)度、輕質(zhì)、耐氧化、耐高溫和耐腐蝕等優(yōu)點(diǎn),在航天、航空、機(jī)械、能源、生物工程和電子信息等方面得到廣泛的應(yīng)用。然而,受制于技術(shù)和工藝限制,陶瓷成型過程中,傳統(tǒng)陶瓷成型工藝難以滿足現(xiàn)代市場(chǎng)和技術(shù)的需要,一定程度上阻礙高性能陶瓷的發(fā)展與應(yīng)用。因此,在陶瓷研究領(lǐng)域,制備高性能陶瓷零件的新方法和新方向是研究先進(jìn)的成型技術(shù)。近年來,陶瓷3D打印技術(shù)作為新型無模制造工藝逐步發(fā)展起來,該技術(shù)集數(shù)控技術(shù)、CAD技術(shù)和先進(jìn)材料制備技術(shù)為一體,不僅縮短了材料的生產(chǎn)周期,還進(jìn)一步節(jié)省制造成本,更為重要的是該技術(shù)能夠制備出多自由度的陶瓷產(chǎn)品,在一定程度上緩解了快速增長(zhǎng)的市場(chǎng)需求和相對(duì)落后的制備技術(shù)之間的矛盾,該技術(shù)被譽(yù)為“第三次工業(yè)革命最具有標(biāo)志的生產(chǎn)工具”,越來越受到國(guó)內(nèi)外的關(guān)注,本文將具體介紹陶瓷3D打印技術(shù)的國(guó)內(nèi)外的發(fā)展現(xiàn)狀、應(yīng)用領(lǐng)域、最新研究成果以及存在的利弊,并對(duì)該技術(shù)的發(fā)展方向進(jìn)行了展望。
1 陶瓷3D打印技術(shù)的發(fā)展現(xiàn)狀與分類
目前,陶瓷3D打印技術(shù)主要有選擇性激光燒結(jié)技術(shù)(SLS)、熔融堆積技術(shù)(FDM)、分層實(shí)體制造技術(shù)(LOM)、三維打印技術(shù)(3DP)和噴墨打印技術(shù)(IJP)等[1-4],每種成型方法都有自身的優(yōu)缺點(diǎn),在眾多的陶瓷成型方法中,陶瓷3D打印技術(shù)逐漸受到研究者的關(guān)注,陶瓷3D打印技術(shù)在國(guó)外發(fā)展時(shí)間較長(zhǎng),且相對(duì)比較成熟,已經(jīng)逐步在制造行業(yè)的各個(gè)領(lǐng)域得到廣泛應(yīng)用,尤其在生物醫(yī)療和航空航天等方面,通過3D打印制備出的航空航天產(chǎn)品具有高強(qiáng)度和輕質(zhì)量等優(yōu)點(diǎn),很大程度上縮短了加工時(shí)間,且節(jié)省材料,打印出的零件可直接用于整機(jī)的裝配與修復(fù),同時(shí),在生物醫(yī)療方面,3D打印技術(shù)在骨關(guān)節(jié)外科手術(shù)中可以為患者制作高精度的治療模型,還可以制作出高生物相容性的植入體[5-9];然而,在過去幾十年,陶瓷3D打印技術(shù)在國(guó)內(nèi)的的研究與應(yīng)用較少,其發(fā)展水平與國(guó)外存在較大差距。
1.1 陶瓷選擇性激光燒結(jié)技術(shù)
選擇性激光燒結(jié)(Selective Laser Sintering ,稱SLS)技術(shù)[10]的工作原理是利用激光束燒結(jié)平鋪在成型平面上的粉末材料,然后用激光束熔化粘結(jié)劑,且對(duì)各層進(jìn)行燒結(jié),最終制成陶瓷生坯,陶瓷生坯需要經(jīng)過去除粘合劑和燒結(jié)等是后處理基本過程,然后獲得最終的陶瓷構(gòu)件。如圖1所示為選擇性激光燒結(jié)技術(shù)原理圖。
目前,SLS技術(shù)可以對(duì)金屬、陶瓷以及覆膜砂等許多材料進(jìn)行加工,且在加工過程中不需要支撐結(jié)構(gòu),得到的產(chǎn)品質(zhì)量和精度都很高,在各個(gè)制造領(lǐng)域都具有明顯的優(yōu)勢(shì)[11],然而,隨著SLS技術(shù)的發(fā)展,多功能復(fù)合材料被廣泛應(yīng)用于SLS技術(shù),subramanian等是首個(gè)利用SLS技術(shù)制備陶瓷的團(tuán)隊(duì),后來,K Subramanian等[12]運(yùn)用SLS技術(shù)結(jié)合噴霧造粒法對(duì)Al2O3和高分子粘結(jié)劑的復(fù)合材料進(jìn)行研究制備,大大提高了成型坯的強(qiáng)度;此外,在醫(yī)學(xué)應(yīng)用中,Benum等[13]應(yīng)用SLS技術(shù)制備個(gè)體化股骨假體和股骨髓腔導(dǎo)向器,成功為2例患有石骨癥患施行人工全髖骨關(guān)節(jié)置換手術(shù),與標(biāo)準(zhǔn)尺寸的骨科植入物相比,該技術(shù)制備的個(gè)體化植入物與患者骨骼匹配更精準(zhǔn),換肢功能恢復(fù)更快;為了促進(jìn)該技術(shù)的發(fā)展,J Wilkes等[14]采用該技術(shù)制備了ZrO2-Al2O3陶瓷,其孔隙率以及抗彎強(qiáng)度相對(duì)于單質(zhì)陶瓷來說得到明顯的改善;國(guó)內(nèi)的唐城城等[15]運(yùn)用低溫破碎法結(jié)合熔融共混法研制出一種尼龍12和Al2O3的混合粉,并利用該技術(shù)制作出密度高、精度高且外表光滑的陶瓷零件。然而,由于選擇性激光燒結(jié)技術(shù)不能對(duì)陶瓷粉末進(jìn)行直接燒結(jié),需要將粘結(jié)劑或者其他材料加入至陶瓷粉末中,且加入粘結(jié)劑和其他材料的用量及種類對(duì)成型后器件的力學(xué)性能和密度有很大影響,除此之外,運(yùn)用該技術(shù)制作成本較高,對(duì)設(shè)備的維護(hù)較繁瑣,這些問題制約了該技術(shù)在陶瓷制備領(lǐng)域的發(fā)展。
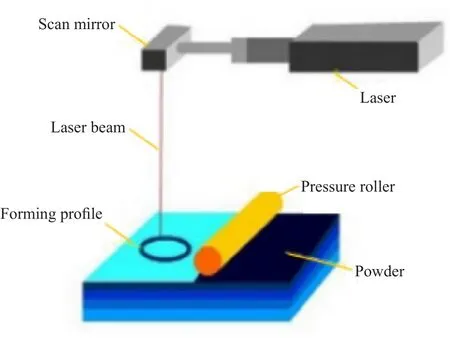
圖1 選擇性激光燒結(jié)技術(shù)原理圖Fig.1 Schematic diagram of selective laser sintering technology
1.2 陶瓷熔融堆積成型技術(shù)
陶瓷熔融堆積成型(Fused Deposition of Ceramics,FDC)技術(shù)主要是使用陶瓷粉末和特殊的粘合劑混合成陶瓷原料,將這些陶瓷原料利用FDM設(shè)備制成陶瓷生坯,最后將陶瓷生坯進(jìn)行后處理得到陶瓷器件,后處理主要包括去除生坯中的粘結(jié)劑與燒結(jié)[16]。如圖2所示為熔融堆積成型技術(shù)原理圖。該技術(shù)主要受陶瓷的柔性、彈性模量、粘度、強(qiáng)度和粘合性能影響。
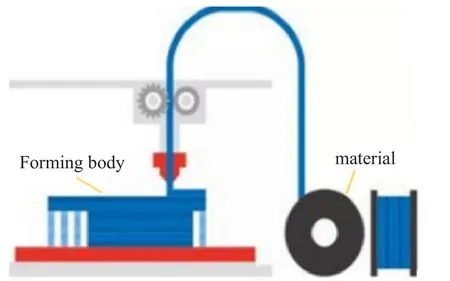
圖2 熔融堆積成型技術(shù)原理圖Fig.2 Schematic diagram of fused deposition molding technology
FDC打印技術(shù)成本較低,但是由于該技術(shù)在層層堆積過程中,下層的材料不足以支撐上層材料的重量,所以需要設(shè)置支撐結(jié)構(gòu),美國(guó)陶瓷研究中心的Agrarwala利用FDC技術(shù)制成Si3N4陶瓷部件,在此基礎(chǔ)上,S.Rangarajan等[17]對(duì)熔融堆積過程中原料的制備進(jìn)行了研究,主要把油醇作為制備過程中的分散劑,陶瓷粉末作為粘合劑,并且研究了對(duì)原料粘度有影響的各種參數(shù);后來,Rutgers大學(xué)[18]陶瓷研究中心研發(fā)了一種主要由大分子、試劑、彈性體和蠟組成的稱為RU系列的有機(jī)粘合劑,有效提高了陶瓷成型效果。在醫(yī)療應(yīng)用領(lǐng)域,Darsell等[19]研究了可以制備傳統(tǒng)的骨科植入材料的新技術(shù),首先利用CT構(gòu)造CAD模型,然后使用FDC方法制造具有受控孔隙率的氧化鋁替換材料。此外,Stephen等[20,21]還研究了Si3N4和Al2O3成型,但是使用這種材料制造出來的絲沒有足夠的柔性,不能進(jìn)行連續(xù)的供料,而且制成器件的密度較低[22],為了進(jìn)一步解決該問題,Bellini A等人研究出一種高精度擠壓系統(tǒng),代替了傳統(tǒng)的線狀材料,進(jìn)一步提高了運(yùn)用FDC技術(shù)的成型坯體質(zhì)量。雖然FDC技術(shù)的工作原理簡(jiǎn)單,但是,在打印過程中由于噴頭需要加熱的溫度很高,所以對(duì)原料的性能有很高的要求,例如原料的抗彎強(qiáng)度、拉伸強(qiáng)度、硬度以及抗壓強(qiáng)度,此外,在噴頭的加熱熔化過程中,陶瓷材料需要具有一定的粘稠度和流變性,且收縮率不宜過大,否則會(huì)導(dǎo)致成型零件變形,因此,該技術(shù)所使用的陶瓷材料受到很大限制,需要進(jìn)一步研究。
1.3 陶瓷分層實(shí)體制造技術(shù)
分層實(shí)體制造(Laminated Object Manufacturing,簡(jiǎn)稱LOM)技術(shù)[23]工作過程主要是利用激光完成的,首先在成型平面上鋪一層鉑,然后利用激光切割出層輪廓,輪廓以外的部分都被切成碎塊,完成一層的切割時(shí),再進(jìn)行鋪鉑,然后進(jìn)行輥軋加熱,熱固化樹脂粘合劑,使新鋪的層粘附到成型體上,往復(fù)工作結(jié)束后把切碎的部分去除掉,最終得到一個(gè)完整的部件。如圖3 所示為分層實(shí)體制造技術(shù)原理圖。
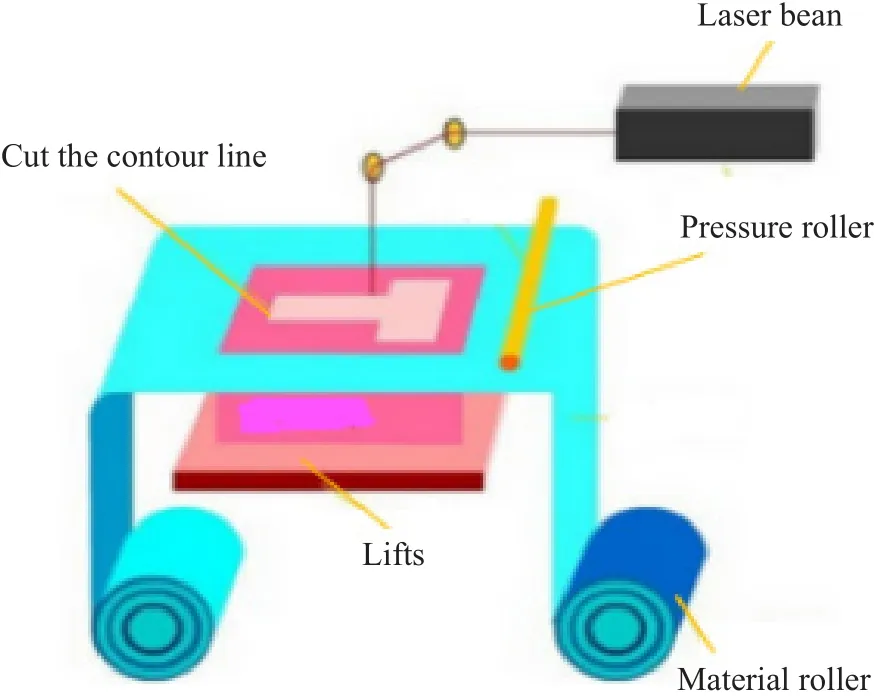
圖3 分層實(shí)體制造技術(shù)原理圖Fig.3 Schematic diagram of laminated object manufacturing technology
LOM技術(shù)成型速度快,不需要設(shè)置支撐結(jié)構(gòu),后處理簡(jiǎn)單,且容易獲取用于該技術(shù)的陶瓷薄片材料,比較適用于制備復(fù)雜結(jié)構(gòu)的陶瓷零件,在相關(guān)領(lǐng)域得到越來越多的研究,Donals A.等[24]成功利用LOM技術(shù)對(duì)高性能復(fù)合陶瓷進(jìn)行加工制造,在此基礎(chǔ)上,Helisys和Peak engineering等公司對(duì)疊加的陶瓷進(jìn)行了研究,主要研究出流延薄材的陶瓷。為了進(jìn)一步提高該技術(shù)的成型效果,Cynthia M.Gomes等[25]研究了基于水基的流延成型法,并且利用這種方法制造了Li2O– ZrO2–SiO2–Al2O3(LZSA)基礎(chǔ)玻璃的薄膜。然而,LOM技術(shù)采用的薄膜材料在切割疊加過程中容易產(chǎn)生大量材料浪費(fèi),利用率較低,同時(shí),該技術(shù)在工作過程中主要運(yùn)用激光切割,加工成本較高,而且該技術(shù)在陶瓷制備中層和層之間存在臺(tái)階,制品邊界需要拋光,此外,陶瓷器件的密度不均勻,不利于最后的脫脂和燒結(jié)過程,也影響陶瓷器件的最終性能。
1.4 陶瓷三維印刷成型技術(shù)
三維印刷成型技術(shù)(Three Dimensional Printing,簡(jiǎn)稱3DP)由美國(guó)Solugen和MIT公司開發(fā)。該成型技術(shù)的工作原理[26]與激光燒結(jié)技術(shù)相似,主要是將激光器換成噴頭噴射粘合劑。噴頭噴射粘結(jié)劑在材料粉末上,然后固化成型,通過二維形狀層層疊加成三維實(shí)體,最后再經(jīng)過后處理形成一個(gè)成品[27]。如圖4 所示為三維印刷成型技術(shù)原理圖。
最初,Cima等在噴墨打印機(jī)的基礎(chǔ)上研發(fā)了的3DP工藝,在此基礎(chǔ)上,Sachs等人利用3DP方法制備出陶瓷坯,為了提高陶瓷的密度、消除晶體間缺陷,他們對(duì)坯料進(jìn)行等溫靜壓處理,然后進(jìn)行高溫?zé)Y(jié),由于MgO等助燒劑加入到原料中,使得陶瓷片的密度和強(qiáng)度比較高,提高了該技術(shù)的成型質(zhì)量。此外,翁作海等[28]采用該技術(shù)以硅粉為原料、糊精作為粘結(jié)劑制備出多孔硅坯體,最后通過燒結(jié)得到孔隙率較高的氮化硅陶瓷,為了進(jìn)一步擴(kuò)展該技術(shù)的應(yīng)用領(lǐng)域及提高該技術(shù)的成型質(zhì)量,Andrea Zocca[29]、VV Smirnov[30]、Patrick H. Warnke[31]、Rungnapa Lowmu-nkong[32]等使用不同陶瓷材料對(duì)3DP技術(shù)成型多孔陶瓷支架進(jìn)行了研究,促進(jìn)了該技術(shù)在骨組織生物工程中的應(yīng)用。然而,在3DP陶瓷成型過程中還存在以下問題:粘合劑的印刷密度不高,需要進(jìn)行后續(xù)燒結(jié)、液體滲透等后處理;此外,噴嘴容易堵塞,需要定期維護(hù)。

圖4 三維印刷成型技術(shù)原理圖Fig.4 Schematic diagram of three-dimensional printing technology
1.5 陶瓷噴墨打印成型技術(shù)
噴墨打印成型(Ink Jet Printing,簡(jiǎn)稱IJP)技術(shù)的關(guān)鍵是陶瓷油墨的配制,一般陶瓷油墨主要是由陶瓷粉與有機(jī)物混合而成,然后使用3D打印機(jī)在成型平面上打印陶瓷油墨,最終形成陶瓷制品[33,34],如圖5所示為噴墨打印成型技術(shù)原理圖,主要通過加熱噴嘴使噴嘴底部毛細(xì)管中的陶瓷墨水在極短的時(shí)間內(nèi)氣化且形成氣泡迅速擴(kuò)散,隨著氣泡的膨脹,當(dāng)達(dá)到克服墨水表面張力的臨界值時(shí),墨水就從噴嘴毛細(xì)管底部噴出,陶瓷墨水按照計(jì)算機(jī)預(yù)先建模的數(shù)據(jù)進(jìn)行圖案的繪制,層層疊加實(shí)現(xiàn)3D打印,停止加熱后,墨水冷卻,氣泡開始凝結(jié)收縮,陶瓷墨水縮回,并停止打印[35]。
IJP技術(shù)不需要激光技術(shù)進(jìn)行工作,節(jié)省了制作成本,在生活中得到了廣泛的應(yīng)用,Seerden等人將石蠟添加到氧化鋁粉末中,使油墨的固相含量達(dá)到20%,從而獲得結(jié)構(gòu)致密的燒結(jié)體,最終得到成型效果良好的陶瓷器件。在此基礎(chǔ)上,Song等人制備出適合多層印刷陶瓷油墨,選擇合適的粘合劑和分散劑,通過高速剪切和超聲波攪拌得到含氧化鋯的陶瓷油墨,從而打印出2.5 mm厚的齒形,提高了該技術(shù)在陶瓷成型方面的應(yīng)用。然而,目前陶瓷墨水的配置以及噴墨打印頭的堵塞等問題制約著該技術(shù)的發(fā)展,陶瓷墨水主要由無機(jī)非金屬材料、分散劑、表面活性劑、粘結(jié)劑以及其他添加劑組成,且對(duì)無機(jī)非金屬粒徑和粘結(jié)劑的流動(dòng)性要求較高,因此在以后的研究中應(yīng)注意以下問題:(1)合理選用陶瓷油墨中無機(jī)非金屬粒徑的大小和粘結(jié)劑的粘度;(2)根據(jù)油墨中各添加劑的含量,選取合適的噴頭毛細(xì)管直徑。
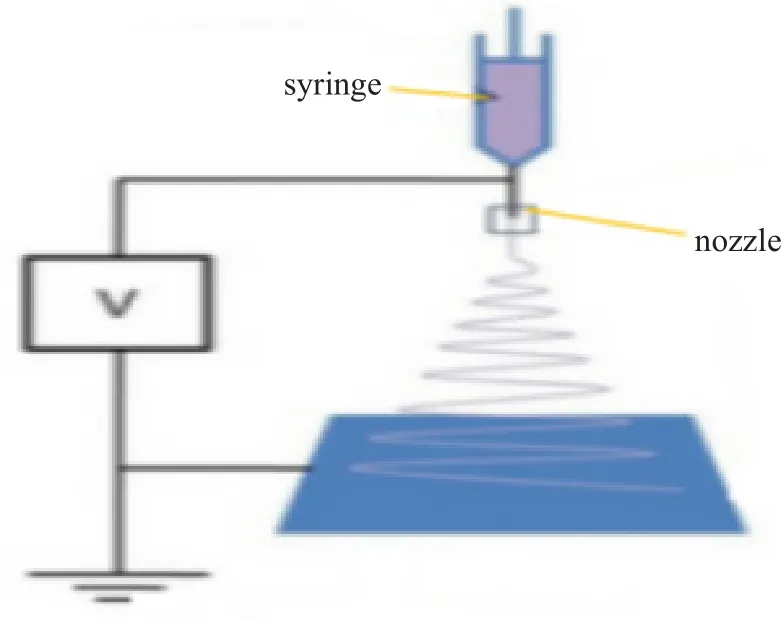
圖5 噴墨打印成型技術(shù)原理圖Fig.5 Schematic diagram of inkjet printing technology
2 結(jié) 語
本文詳細(xì)介紹了陶瓷3D打印技術(shù)的發(fā)展現(xiàn)狀及應(yīng)用優(yōu)勢(shì)和缺陷,然而,國(guó)內(nèi)對(duì)陶瓷3D打印技術(shù)的研究還處于起步階段,且遠(yuǎn)遠(yuǎn)落后于國(guó)外水平,有很大的發(fā)展空間,陶瓷3D打印技術(shù)可以制備出高強(qiáng)度、高精度的陶瓷零件,與傳統(tǒng)的陶瓷成型工藝相比,該技術(shù)不僅大幅度縮短生產(chǎn)周期及節(jié)省原材料,而且能夠制備出結(jié)構(gòu)復(fù)雜的陶瓷器件,在醫(yī)學(xué)、航空航天以及工業(yè)等領(lǐng)域有廣泛應(yīng)用,然而,3D打印技術(shù)在陶瓷領(lǐng)域的應(yīng)用尚未成熟,從陶瓷材料角度考慮,3D打印技術(shù)需要解決力學(xué)性能、制作精度以及燒結(jié)成品收縮率等問題,從市場(chǎng)上考慮,目前陶瓷3D打印技術(shù)很難與市場(chǎng)接軌,難以形成規(guī)模經(jīng)濟(jì)。因此,如果能制備出適用于3D打印技術(shù)的陶瓷粉末或者漿料,那么陶瓷3D打印將邁入新的時(shí)代。