改善薄壁類零件加工方法在實(shí)際加工中的應(yīng)用*
2018-09-10 03:30:46劉科明
科技與創(chuàng)新 2018年17期
關(guān)鍵詞:變形
劉科明
(欽州學(xué)院,廣西 欽州 535000;欽州市“互聯(lián)網(wǎng)+先進(jìn)制造”工程技術(shù)研究中心,廣西 欽州 535011)
1 前言
薄壁類零件在現(xiàn)實(shí)生活中的應(yīng)用非常廣泛,但這類零件通常都具有鋼性差、易變形、尺寸難以把握等缺點(diǎn),在加工的過程中,再受到夾緊力、切削力、切削熱量等影響,使得工件尺寸精度增大,形位超差,加工出來的工件質(zhì)量難以保證。薄壁零件自身剛度不足是造成加工難度大、精度差的主要原因[2],該類零件的加工在加工行業(yè)中一直是比較難處理的問題。在加工前,應(yīng)先對(duì)加工材料進(jìn)行分析,確定機(jī)床的選型、裝夾方式、加工路線的設(shè)計(jì)、刀具的選擇,合理使用切削參數(shù)、切削液,以此來保證加工出來的薄壁類零件成為合格的產(chǎn)品。
2 零件圖紙分析

圖1 零件圖
如圖1所示,此工件為一個(gè)形狀復(fù)雜的零件,工件毛坯材料為普通圓棒鋁塊,工件兩端平面上分布有凸臺(tái)、盲孔、薄壁和形狀不規(guī)則的部分。零件的尺寸精度要求較高,比如U槽開口尺寸公差要控制在0~0.02 mm,工件的正上方是一個(gè)高10 mm、厚1 mm的薄壁,而且薄壁內(nèi)腔要切個(gè)開口槽,極大地影響了薄壁的內(nèi)應(yīng)力,加工時(shí)非常容易變形,這對(duì)加工薄壁提出了新的挑戰(zhàn)。
在實(shí)際加工中,通常選擇較大的背吃刀量,但此次加工工件中有薄壁,薄壁的鋼性和強(qiáng)度都非常低,如果直接切削到工件的底部,就會(huì)出現(xiàn)薄壁某些部分會(huì)被銑削掉,或者被銑削力拉變形,造成工件損壞。
3 機(jī)床的選擇
從工件的外部尺寸看,尺寸并不大,是一個(gè)84 mm×84 mm×29 mm的鋁塊,使用常用的精密虎鉗來裝夾即可。由于工件要求的尺寸精度高,易變形,經(jīng)過分析,決定選擇一臺(tái)高精度的高速銑削機(jī)床來加工。高速切削的機(jī)床具有精度高、鋼性好、熱變形小等特點(diǎn)。高速切削機(jī)床的主軸轉(zhuǎn)速一般都能達(dá)到10 000 r/min以上,還配有潤滑裝置和水冷或油冷循環(huán)系統(tǒng),可從主軸側(cè)和刀具中進(jìn)行冷卻,保證主軸在高速運(yùn)轉(zhuǎn)時(shí)仍處于“恒溫”狀態(tài),從而保護(hù)了主軸,也使刀具得到了充分的冷卻和排屑,能保證加工出來的產(chǎn)品具有較高的精度,質(zhì)量得到了保證。
4 加工路線的設(shè)計(jì)
在實(shí)際的加工生產(chǎn)中,如果不安排好加工的工藝,不對(duì)工件進(jìn)行分析,不設(shè)計(jì)加工路線,就很有可能導(dǎo)致工件還沒有完成加工就已經(jīng)無法進(jìn)行裝夾加工了,所以不能盲目地進(jìn)行加工,應(yīng)對(duì)工件進(jìn)行充分的分析,設(shè)計(jì)好合適的加工路線。現(xiàn)對(duì)圖1所示的工件進(jìn)行加工路線的設(shè)計(jì),具體如下:①粗銑兩個(gè)大凸臺(tái)和中間的小圓槽;②精銑兩個(gè)大凸臺(tái)和中間的小圓槽;③粗銑兩個(gè)小U槽、1 mm薄壁(分1粗、2粗)和中間小圓臺(tái);④精銑兩個(gè)小U槽、1 mm薄壁和中間小圓臺(tái)。如果在加工的時(shí)候,將設(shè)計(jì)好的刀路進(jìn)行相反的加工,先加工薄壁的那一面,就會(huì)導(dǎo)致后面無法對(duì)工件進(jìn)行裝夾。如果一定要夾工件薄壁,就會(huì)造成工件變形,加工過程中工件易松動(dòng)飛出,造成工件報(bào)廢、刀具損壞等,因此加工前進(jìn)行合理的加工工藝設(shè)計(jì),規(guī)劃加工路線還是很有必要的。
5 刀具的選擇
不像在普通機(jī)床上使用的刀具,在高速銑削機(jī)床上使用的刀具,有一定的要求,刀具必須具備一定的耐高溫和耐切削性能;同時(shí),工件精度高又有薄壁,刀具還必須鋒利,否則切削出來的工件就會(huì)變形,從而導(dǎo)致廢品的產(chǎn)生。考慮到工件的材料是鋁,鋁和鋼件不同,鋁在加工的過程中,如果刀具的排屑不好,易發(fā)熱,就會(huì)使得切削出來的鋁屑攪糊,從而造成黏刀現(xiàn)象,會(huì)使刀具失去切削的性能,致使刀具撞斷。普通的高速鋼立銑刀和硬質(zhì)合金鎢鋼刀在加工鋁塊的實(shí)踐中,都會(huì)發(fā)生黏刀現(xiàn)象,最后刀具因失去切削功能而在工件中撞斷。所以選擇合理的刀具對(duì)提高零件質(zhì)量、延長刀具使用壽命、降低加工成本、提高加工效率具有重要的意義,是對(duì)產(chǎn)品質(zhì)量的保證。本次加工,我們使用的是專門銑削鋁的數(shù)控銑刀,保證其加工進(jìn)度。
6 合理選用切削參數(shù)
在實(shí)際的加工過程中,不能像繪圖仿真軟件一樣盲目地增大背吃刀量,增大背吃刀量雖然可以加快去除工件余量,但吃刀量過大會(huì)使得切削力增大,從而造成到工件易變形的現(xiàn)象。切削加工時(shí)進(jìn)給量選擇過大也會(huì)引起工件的局部變形,無論是粗加工還是精加工,切削量和切削速度的選擇一定要合理[3]。合理選用切削參數(shù),減小切削力,從而減小變形。
在對(duì)工件進(jìn)行薄壁加工的時(shí)候,我們可以選擇高轉(zhuǎn)速、快進(jìn)給、薄切深的方法進(jìn)行加工,吃刀深度減少,從而使切削力減小。選擇該加工方法的前提是機(jī)床的性能一定要好,其定位精度一定要高,否則在工件輪廓拐角處就會(huì)出現(xiàn)過切現(xiàn)象。在加工的過程中,考慮到機(jī)床、刀具、切削力對(duì)薄壁的影響,應(yīng)盡可能地再劃分工件的加工工序。第一次粗加工的時(shí)候,由于加工余量大,時(shí)間長,應(yīng)留工件單邊余量1 mm左右,以增大薄壁的鋼性強(qiáng)度,減小零件的變形,留下足夠的余量進(jìn)行精加工,同時(shí)做好預(yù)防工件拐角處擠壓變形,為第二次粗加工作準(zhǔn)備。到第二次粗加工時(shí),留工件單邊余量0.2 mm左右即可,同樣是為了增強(qiáng)薄壁的鋼性,減小零件的變形,為最后的精加工作準(zhǔn)備。最后精加工的時(shí)候,對(duì)薄壁工件進(jìn)行測(cè)量,根據(jù)實(shí)際的數(shù)值來進(jìn)行有效的補(bǔ)償加工,控制尺寸精度。粗精加工的時(shí)候,根據(jù)需要,可對(duì)吃刀深度和進(jìn)給速度進(jìn)行適當(dāng)調(diào)整。粗加工時(shí),選擇的背吃刀量和進(jìn)給量可以大些;精加工時(shí),選擇合適的背吃刀量和小的進(jìn)給量,主軸轉(zhuǎn)速可適當(dāng)?shù)乇却旨庸r(shí)快些。銑削薄壁時(shí)切削參數(shù)如表1所示。

表1 銑削薄壁時(shí)切削參數(shù)
7 切削液
在實(shí)際的加工生產(chǎn)中,切削液是必不可少的,起著冷卻、潤滑、洗滌、排屑、防銹等作用,在加工中的應(yīng)用非常廣泛。在加工的過程中,如果切削液能得到充分的應(yīng)用,刀具銑削出來的鋁屑就能被迅速?zèng)_走,從而增加刀具的使用時(shí)間,還能有效地減小切削力,工件表面的光潔度也能得到提高,使得加工出來的鋁塊更加潔白。工件產(chǎn)品如圖2所示。
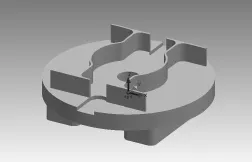
圖2 工件產(chǎn)品
由于切削液的冷卻和排屑作用,工件多余的熱量能夠被快速地帶走,將工件受到的切削熱帶來的影響降至最低,從而保證了零件精度。
8 結(jié)束語
在實(shí)際的加工生產(chǎn)中,影響薄壁類零件加工精度的因素很多,主要有機(jī)床精度及其剛度、裝夾時(shí)造成的工件變形、刀具因素、加工工藝、熱變形、切削力引起的誤差,等等。如果不能做好影響因素的分析,就有可能加工出廢品,從而影響加工生產(chǎn)的進(jìn)度。在加工不同種類的薄壁類零件前,應(yīng)先對(duì)加工材料進(jìn)行分析,確定機(jī)床的選型、裝夾方式、加工路線的設(shè)計(jì)、刀具的選擇,合理選用切削參數(shù)、切削液,以此來保證加工出來的薄壁類零件成為合格的產(chǎn)品。在進(jìn)行薄壁類零件加工前,分析薄壁易變形部分,特別是切削力帶來的影響;在進(jìn)行薄壁套類零件加工時(shí),對(duì)關(guān)鍵的加工工藝要進(jìn)行必要的控制[4],盡量避免由于裝夾帶來的變形,以防工件表面被破壞。根據(jù)零件不同的加工要求,盡量多地分析有效的加工方法,改善薄壁類零件加工方法在實(shí)際加工中的應(yīng)用,從而做到得心應(yīng)手。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
