接觸片沖壓模具設(shè)計(jì)
2018-09-10 07:41:12翟永全凌黎明
河南科技 2018年23期
翟永全 凌黎明
摘 要:接觸片沖壓模具加工零件簡(jiǎn)單,制造難度適中,為保證制件平整性以及制件上各個(gè)孔的位置精確度和凸凹模的強(qiáng)度,本設(shè)計(jì)采用級(jí)進(jìn)模沖壓。基于此,本文首先分析沖壓件的工藝,然后探討主要零部件設(shè)計(jì)。
關(guān)鍵詞:沖壓模具;工藝方案;級(jí)進(jìn)模
中圖分類號(hào):TG386 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1003-5168(2018)23-0091-02
Design of Stamping Die For Contact Piece
ZHAI Yongquan LING Liming
(College of Mechanical and Electrical Engineering, Zhongshan Polytechnic,Zhongshan Guangdong 528404)
Abstract: In order to ensure the smoothness of the parts, the position accuracy of the holes on the parts and the strength of the punch and die, the progressive die is used in this design. Based on this, this paper first analyzed the stamping process, and then discussed the main parts design.
Keywords: stamping die;technology program;progressive die
作為新一代工業(yè)加工生產(chǎn)中的一種加工辦法,沖壓加工適用于生產(chǎn)多種板料零件,其具有互換性好、硬度高、強(qiáng)度高、成本低和生產(chǎn)效率高等優(yōu)勢(shì),是其他加工方法無法比擬的。
本文主要對(duì)級(jí)進(jìn)模進(jìn)行設(shè)計(jì)。級(jí)進(jìn)模生產(chǎn)效率高,因?yàn)榧?jí)進(jìn)模進(jìn)行連續(xù)沖壓加工生產(chǎn)過程中,每進(jìn)行一個(gè)完整的沖壓周期都可以制出至少一個(gè)零件。級(jí)進(jìn)模常用于大批量生產(chǎn),低精度,需要多工序沖裁的小零件[1]。
1 沖壓件的工藝分析
1.1 零件圖分析
零件圖如圖1所示。
此零件是精度要求較高的墊片,需要進(jìn)行多次沖裁才能成形,因此零件能否順利成形的關(guān)鍵是工序的合理分布和沖模結(jié)構(gòu)設(shè)計(jì)。因?yàn)樵摿慵?個(gè)Ф1.5mm和1個(gè)Ф7mm的孔,所以模具設(shè)計(jì)需經(jīng)過沖孔、多次沖裁、拉深等工序[2]。零件上1.5mm的孔,由于孔徑小于材料厚度,屬于深孔沖壓,所以在進(jìn)行模具設(shè)計(jì)時(shí)需要采取適當(dāng)?shù)谋Wo(hù)措施。
1.2 工藝方案的分析和確定
1.2.1 工藝方案分析。通過分析零件,選用沖裁工序中的組合工序。
組合工序包括主要包括以下三方面。①復(fù)合沖壓:復(fù)合沖壓模具結(jié)構(gòu)緊湊,一套模具可以完成若干工序,減少了沖壓設(shè)備的數(shù)量及模具的數(shù)量,很大程度上提高了勞動(dòng)生產(chǎn)效率。②級(jí)進(jìn)沖壓:多工位級(jí)進(jìn)模一般用于沖制厚度較薄、大批量生產(chǎn)、形狀復(fù)雜、高精度的中小型零件。③級(jí)進(jìn)-復(fù)合沖壓:一副模具中包含相應(yīng)的級(jí)進(jìn)和復(fù)合沖壓的組合加工工序。級(jí)進(jìn)沖壓和級(jí)進(jìn)-復(fù)合沖壓都是高效率的組合加工工序,可以在一副模具中沖壓成形狀復(fù)雜的零件[3]。
通過分析零件圖可知,該零件要經(jīng)過沖孔、多次沖裁和拉深等工序。具體工藝方案為:①先落料,沖外形,再?zèng)_孔,再拉深,采用4副單工序模加工;②先落料,沖孔,沖壓拉深沖孔復(fù)合模復(fù)合,2個(gè)單工序模具加工;③沖孔、沖外形和拉深沖孔連續(xù)沖壓,采用級(jí)進(jìn)模加工[4]。
對(duì)上述三種工藝方案進(jìn)行分析比較。
方案一:要完成零件的加工就需要4套模具,生產(chǎn)效率低,成本高,不能滿足大批量生產(chǎn)的要求[5]。采用復(fù)合沖裁模或級(jí)進(jìn)沖裁模方式可以提高生產(chǎn)效率。
方案二:復(fù)合模,可滿足大批量生產(chǎn)和高定位精度的要求,還需要1副復(fù)合模和2個(gè)單工序模,但精加工成本高。考慮到如果要提高生產(chǎn)效率和節(jié)約操作人員成本,該零件并不太適合用復(fù)合模加工生產(chǎn)。
方案三:級(jí)進(jìn)模的生產(chǎn)效率高,可以大批量生產(chǎn)。工件精度要求精度符合級(jí)進(jìn)模加工工件的要求精度[6]。
綜上所述,決定用級(jí)進(jìn)模加工生產(chǎn)本批零件。
1.2.2 沖壓工藝方案的確定。對(duì)上述的各道工序進(jìn)行不同的排列組合,整理出合理的加工順序,獲得具體的加工工藝方案。
工序一:沖Ф1.5mm孔,做定位孔,起到定位作用;
工序二:沖側(cè)刃;
工序三:沖Ф12.8mm圓的左下方材料;
工序四:沖Ф12.8mm圓的右下方材料;
工序五:拉深Ф10.3mm圓然后沖Ф7mm的孔;
工序六:落料。
1.3 沖壓排樣圖設(shè)計(jì)
在繪制排樣圖的過程中,在不增大沖裁模結(jié)構(gòu)復(fù)雜程度的前提下,盡量提高沖壓原材料的利用率[7]。
根據(jù)上述內(nèi)容,得出如圖2所示的排樣圖。
2 主要零部件設(shè)計(jì)
主要零部件有凸模、卸料板、凹模板。該模具中凸模主要起沖裁材料作用;卸料板主要起卸料和壓料作用,同時(shí)還有一定的導(dǎo)向作用;凹模板充當(dāng)凹模刃口[8]。
2.1 凸模結(jié)構(gòu)設(shè)計(jì)
凸模樣式如圖3所示。
凸模1在本次設(shè)計(jì)中充當(dāng)側(cè)刃,也起到一個(gè)固定距離送料的效果。凸模1為沖孔凸模,可直接采用凸模頭部固定。
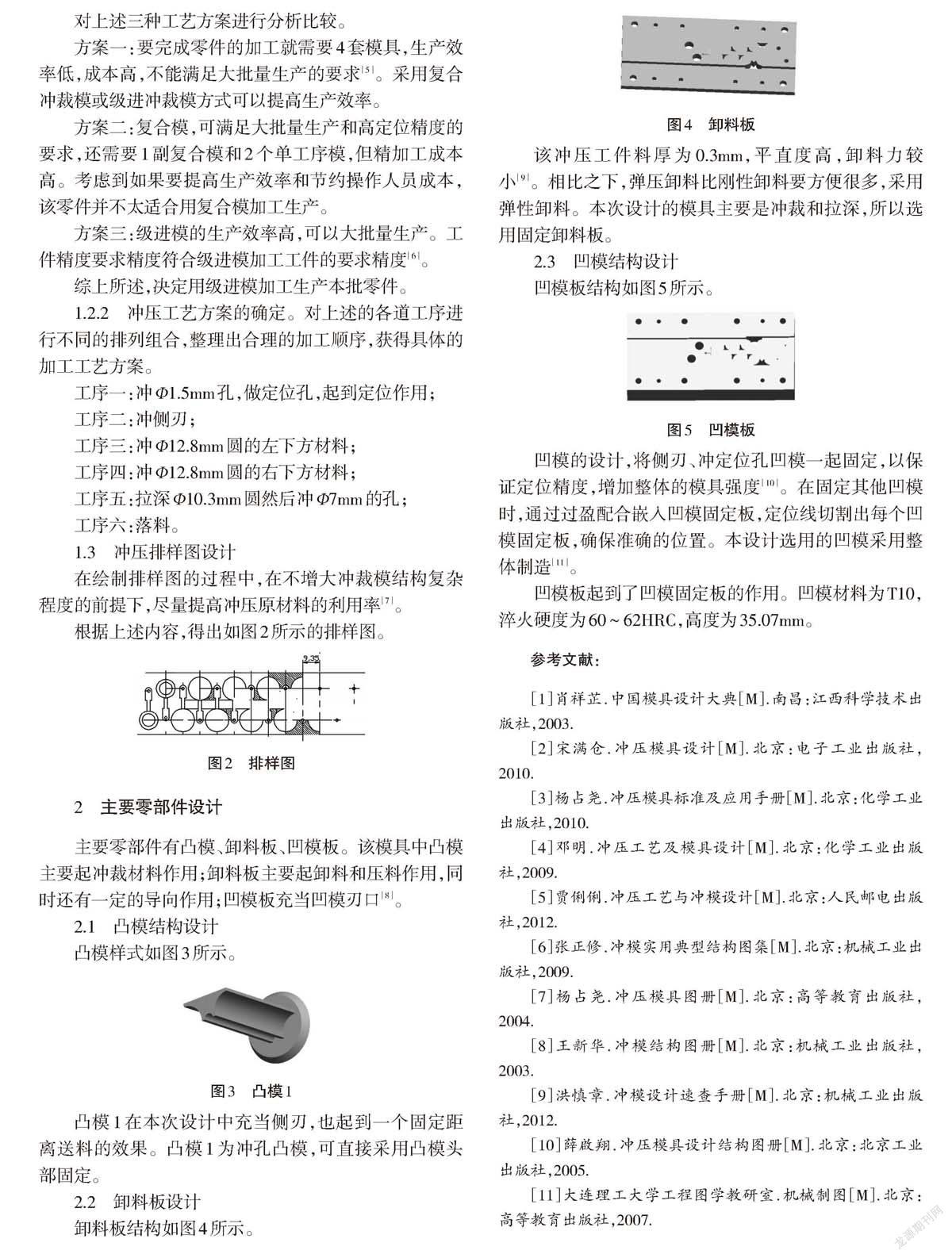
2.2 卸料板設(shè)計(jì)
卸料板結(jié)構(gòu)如圖4所示。
該沖壓工件料厚為0.3mm,平直度高,卸料力較小[9]。相比之下,彈壓卸料比剛性卸料要方便很多,采用彈性卸料。本次設(shè)計(jì)的模具主要是沖裁和拉深,所以選用固定卸料板。
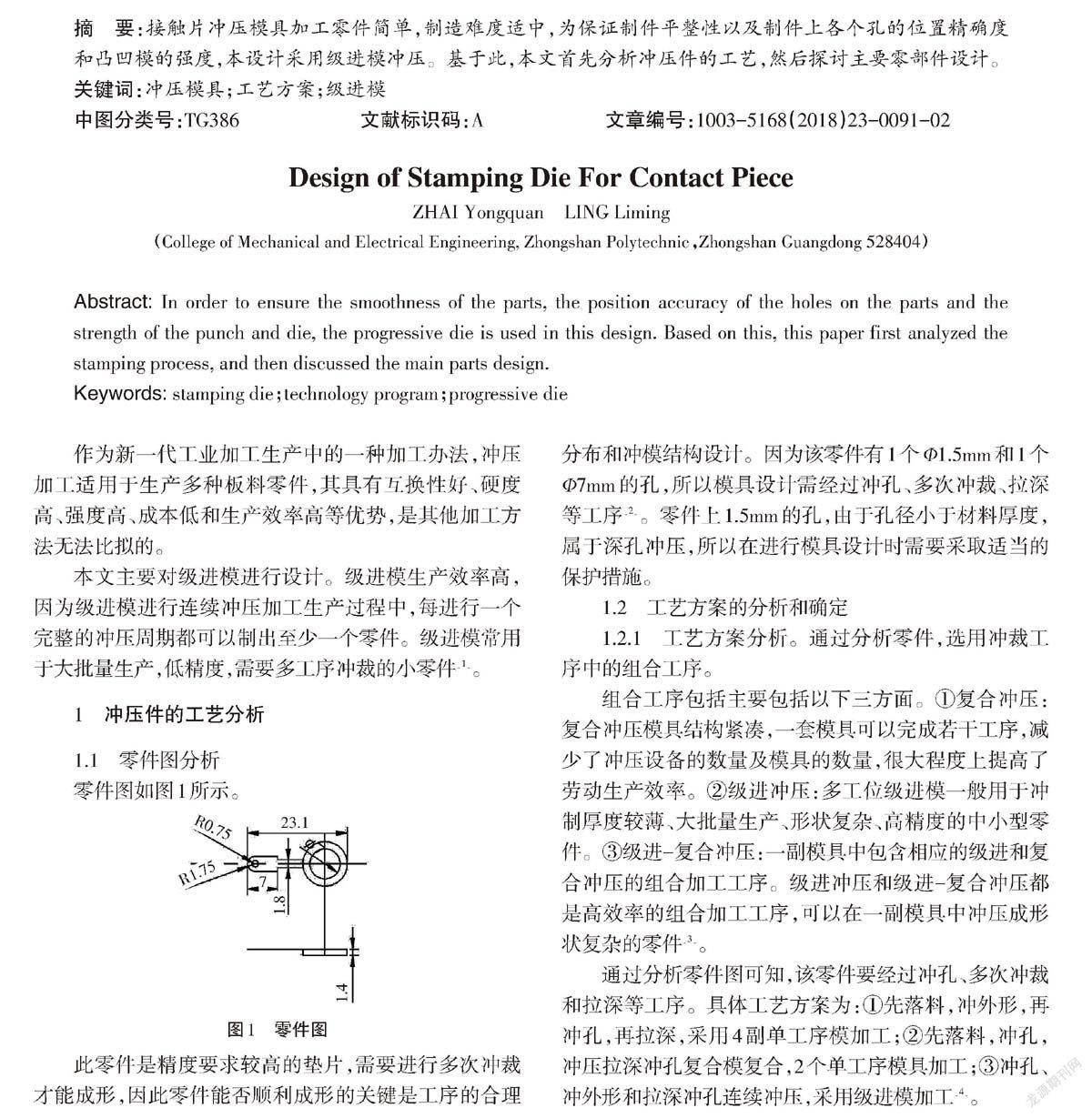
2.3 凹模結(jié)構(gòu)設(shè)計(jì)
凹模板結(jié)構(gòu)如圖5所示。
凹模的設(shè)計(jì),將側(cè)刃、沖定位孔凹模一起固定,以保證定位精度,增加整體的模具強(qiáng)度[10]。在固定其他凹模時(shí),通過過盈配合嵌入凹模固定板,定位線切割出每個(gè)凹模固定板,確保準(zhǔn)確的位置。本設(shè)計(jì)選用的凹模采用整體制造[11]。
凹模板起到了凹模固定板的作用。凹模材料為T10,淬火硬度為60~62HRC,高度為35.07mm。
參考文獻(xiàn):
[1]肖祥芷.中國模具設(shè)計(jì)大典[M].南昌:江西科學(xué)技術(shù)出版社,2003.
[2]宋滿倉.沖壓模具設(shè)計(jì)[M].北京:電子工業(yè)出版社,2010.
[3]楊占堯.沖壓模具標(biāo)準(zhǔn)及應(yīng)用手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2010.
[4]鄧明.沖壓工藝及模具設(shè)計(jì)[M].北京:化學(xué)工業(yè)出版社,2009.
[5]賈俐俐.沖壓工藝與沖模設(shè)計(jì)[M].北京:人民郵電出版社,2012.
[6]張正修.沖模實(shí)用典型結(jié)構(gòu)圖集[M].北京:機(jī)械工業(yè)出版社,2009.
[7]楊占堯.沖壓模具圖冊(cè)[M].北京:高等教育出版社,2004.
[8]王新華.沖模結(jié)構(gòu)圖冊(cè)[M].北京:機(jī)械工業(yè)出版社,2003.
[9]洪慎章.沖模設(shè)計(jì)速查手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2012.
[10]薛啟翔.沖壓模具設(shè)計(jì)結(jié)構(gòu)圖冊(cè)[M].北京:北京工業(yè)出版社,2005.
[11]大連理工大學(xué)工程圖學(xué)教研室.機(jī)械制圖[M].北京:高等教育出版社,2007.
