鋁合金激光焊接的質量問題研究
2018-09-10 00:11:10賀東偉
河南科技 2018年23期
賀東偉
摘 要:相較于傳統的焊接技術,鋁合金激光焊接有許多優點,但在焊接中,依然存在著一系列質量問題。本文結合近些年來激光焊接技術的研究現狀,簡要分析了鋁合金激光焊接的特性和焊接過程中出現的質量問題,并對激光焊接工藝的優化提出了相應的措施。
關鍵詞:鋁合金;激光焊接;質量
中圖分類號:V261.34 文獻標識碼:A 文章編號:1003-5168(2018)23-0054-02
Study on Quality of Laser Welding of Aluminum Alloy
HE Dongwei
(Heilongjiang Polytechnic,Harbin Heilongjiang 150080)
Abstract: Compared with the traditional welding technology, aluminum alloy laser welding has many advantages, but there are still a series of quality problems in welding. Based on the current research status of laser welding technology in recent years, the characteristics of laser welding of aluminum alloy and the quality problems in the process of welding were briefly analyzed, and the corresponding measures for the optimization of laser welding process were put forward.
Keywords: aluminum alloy;laser welding;quality
近年來,激光焊接技術取得了飛速發展,被越來越廣泛地應用到制造業中。與以往的焊接技術相比,激光焊接技術有明顯的優勢,正逐步取代傳統的焊接工藝。鋁合金激光焊接工藝推動了工業的發展,為經濟發展作出了極大的貢獻。
1 激光焊接技術
激光焊接技術是用高能量的激光作為熱源,將金屬熔化后進行焊接[1]。激光焊接技術分為熱傳導焊接和深熔焊接,熱傳導焊接是將高強度的激光束輻射到金屬的表面,利用激光強大的能量將金屬熔化,形成焊縫。深熔焊接是在高功率的激光束照射下,金屬材料發生蒸發現象形成小孔,小孔能有效吸收激光束的能量,將金屬熔化。相較于其他焊接技術,激光焊接技術有許多的優勢。如發射的激光束有很高的密度,蘊含的能量巨大,因而在焊接時有很高的效率。被焊接的工件受熱區域小,不易發生變形,深寬比較大。激光焊接還能進行微型焊接,通過將激光束聚焦能形成較小的光斑,作出精密的定位,從而進行微小型元件的焊接[2]。
2 鋁合金激光焊接中存在的質量問題
2.1 激光吸收率問題
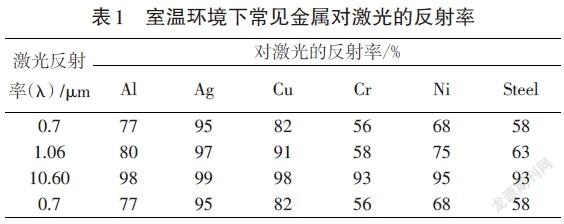
金屬材料對激光的吸收率較高時,材料就能更好地吸收激光的能量,升溫也較快,能夠更好地熔化材料。反之,金屬材料對激光反射率較高時,就不利于熱量的吸收。此外,金屬材料的吸熱能力也受到傳熱系數和導溫系數的影響。表1顯示的是多種金屬對激光的反射率[3]。
Al、Cu和Ag這3種金屬對激光的反射率非常高,達到了90%以上,進行激光焊接時會增加一定的難度。正常室溫中,鋁合金對CO2激光的吸收率非常低,絕大部分激光的能量都發生反射。鋁合金之所以對激光有很高的反射率,與它內部的結構有關。鋁合金內部的自由電子數量較多,有很高的密度,在光波電磁波震動下,會生成較為強烈的反射波,反射波不容易被鋁合金的表面吸收,導致了較高的激光反射率[4]。
2.2 小孔誘導和穩定
在對鋁合金進行激光焊接時,當激光的能量密度超過3.5[×]106 W/cm2時會生成離子體,焊接就選取深度熔焊的方式。焊接中出現小孔,能在很大程度上增加金屬材料對激光的吸收率,使得焊件能快速熔合,取得較好的焊接效果。但在鋁合金激光焊接中,因為鋁合金和激光束的特性,要注意小孔的誘導和穩定問題。由于鋁在常溫環境下對激光束的反射率較高,若想在鋁合金上產生小孔,就需要較大的激光能量密度閾值。這個閾值非常關鍵,當激光的輸入功率超過閾值時,激光能量輻射會使金屬發生較為強烈的蒸發現象,形成凹槽。激光束能深入鋁合金的內部,使焊縫的深度變大。不同的鋁合金,閾值的大小也不一樣。因此,在焊接中要選擇合適的機型。
2.3 氣孔問題
鋁合金激光焊接過程中,產生的氣孔又分成氫氣孔和匙孔塌陷兩種。氫氣孔產生方面,鋁合金在高溫環境的作用下會發生氧化反應,在表面生成一層三氧化二鋁保護膜。這層膜會吸收空氣中的水分,在激光束的照射下,吸收的水分會發生分解現象。水被分解成氫,產生的氫會溶解到液態的鋁中。鋁合金發生瞬時凝固時,液態瞬間向固態轉變,由于氫在液態和固態中的溶解程度不同,液態鋁中的氫在上浮的過程中容易形成氫氣孔。匙孔塌陷方面,焊接小孔存在著自身重力,在大氣壓強的作用下,處在一個平衡的狀態,當這種平衡被打破的時候,液態金屬不能及時填充會導致空洞出現。在用激光進行焊接時,冷卻的速度非常快,出現的氣孔問題比較嚴重,因為小孔塌陷也會引起空洞產生。
2.4 熱裂紋問題
鋁合金焊縫結晶裂紋出現在焊縫區,HAZ液化裂紋在近縫區。鋁合金經過加熱和冷卻,發生時間非常短,存在較大的過冷度,晶粒沿垂直焊縫中心方向生長,形成共晶化合物,在熱應力的作用下,形成了結晶裂紋。鋁合金中存在著一些沸點較低的元素,它們非常容易出現蒸發、燒損。當激光焊接的速度越慢時,這些元素燒損的程度就越嚴重,能改變焊縫金屬的化學成分。焊縫區成分產生共晶偏析出現晶界熔化,在應力作用下形成液化裂紋,裂紋的出現,會在一定程度上影響焊接接頭的性能。
3 鋁合金激光焊接工藝
激光焊接工藝是為了解決鋁合金激光焊接中出現的質量問題,包括氣體保護裝置、表面處理、激光器參數等方面。
3.1 氣體保護裝置
鋁合金中一些元素的熔點較低,在高溫氣體的作用下,會發生較為嚴重的燒損現象。為了避免合金中這些元素出現燒損,可對氣體保護裝置作出更改。氣體保護裝置要減小噴嘴的直徑,并增大氣體的壓力和流速。氣體吹氣的方式分為直吹和側吹,在焊接過程中,要結合具體的狀況,選擇適合的吹氣方式。
3.2 表面處理
由于鋁合金對激光有較高的反射作用,因此在進行激光焊接前可先對其作表面處理。常用的表面處理方式有陽極氧化、噴砂等,很大程度上提升了對激光的吸收率。在進行激光焊接前,可用焊前處理的方式,提升工件的溫度,金屬材料對激光的吸收率也會升高。
3.3 激光器參數
焊接激光器有脈沖激光器,波長在1 064nm時,光束比較集中,但能量較小,通常用于對薄壁的焊接。使用脈沖激光器焊接時要選擇合適的波形,如方波、雙峰波等。鋁合金表面對激光的反射率較高,前期會損失較多的能量,但隨著溫度的升高,小孔形成后開始進入深熔焊,液態金屬對激光的吸收率又增大,因此在此時應減小激光的能量,以防能量過大使液態金屬產生飛濺現象。鋁合金激光焊接時,焊接速度較快時,過冷度也就越大,容易導致裂紋出現。激光焊接器還有一種焊接模式是連續焊接,連續焊接時不容易出現裂紋,焊接后有一定的韌性。連續激光焊接還能解決脈沖焊接后出現的凹陷問題。與傳統的焊接方式相比,連續激光器有許多的優勢,生產的效率較高,還能解決脈沖激光焊接后出現的裂紋和氣孔問題,使得焊接后的鋁合金有良好的性能,并且連續激光焊接的成本也較低。
參考文獻:
[1]陳彥賓,曹麗杰. 鋁合金激光焊接研究現狀[J]. 焊接, 2001(3):9-12.
[2]單瑩,杜俊杰,蔣海濤,等.光束掃描對5A06鋁合金激光焊縫組織的影響[J].新技術新工藝,2018(5):40-43.
[3]李忠,王濤,劉佳,等.工藝參數對鋁合金復合焊接接頭耐蝕性影響[J].激光技術,2018(3):113-116.
[4]李小婷,朱寶華.316L不銹鋼與6063鋁合金激光微焊接研究[J].焊接技術,2018(4):37-40.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中國科技博覽(2017年21期)2017-07-21 18:09:23
中國科技博覽(2017年7期)2017-05-16 08:39:49
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05
汽車觀察(2016年3期)2016-02-28 13:16:26
湖南大學學報·自然科學版(2014年10期)2014-11-20 13:31:18
