多菌種酒曲在濃香型白酒紅/復糟酒生產中的應用
2018-09-04 01:52:06程鐵轅黃治國
釀酒科技 2018年8期
楊 磊,程鐵轅,黃治國
(1.沈酒集團有限公司,四川瀘州646000;2.四川出入境檢驗檢疫局國家級酒類檢測重點實驗室,四川宜賓644000;3.四川理工學院釀酒生物技術及應用四川省重點實驗室,四川自貢643000)
當前國家高度重視節能減排,“十三五”規劃《綱要》中明確提出了節能減排約束性指標,節能減排是保障人民群眾健康和實現可持續發展的必然選擇,而循環經濟是能夠最大限度地提升資源利用率的經濟增長模式,是節能減排的重要實現手段。據估計,目前我國白酒行業每年產生約4000萬t的丟糟,丟糟中水分含量大、酸度高,一般用于飼料加工或者焚燒發電,丟糟中含有少量的淀粉等成分,對丟糟中殘余成分進行充分利用,不僅可以節約糧食還可以顯著提高經濟效益。就全國而言,濃香型白酒產量最大,西南地區是濃香型白酒的重要產地,曲藥在白酒發酵中的作用極為重要[1-7],關于曲藥本身及將其應用在白酒發酵中的研究也較多[8-9],本試驗通過在西南地區濃香型酒企紅/復糟中應用多種酒曲,尋找其中能夠有效地提高淀粉利用率和出酒率的酒曲,最終目標是更好地在白酒行業實現綠色發展、低碳發展、循環發展。
1 材料與方法
1.1 材料
多菌種酒曲:湖北宜昌安琪公司生產。
白酒專用酵母粉(以下簡稱為干酵母):湖北宜昌安琪公司生產。
10萬單位固態糖化酶(以下簡稱為糖化酶):沿海某公司生產。
儀器:安捷倫氣相色譜儀,型號為7890A。
試驗窖池:選取瀘州市沈酒集團有限公司濃香型白酒生產車間的平行窖池。
1.2 試驗方法
每個試驗班組安排2口窖池進行多菌種酒曲的試驗,同時選取2口平行窖池作為對照組窖池。復糟和紅糟具體試驗數據見表1、表2。多菌種酒曲的使用方法:用32~35℃水溫將其活化,活化時間為20 min,均勻潑灑至糟醅中;加入多菌種酒曲時,入窖溫度、發酵時間等工藝參數與原生產工藝保持一致。
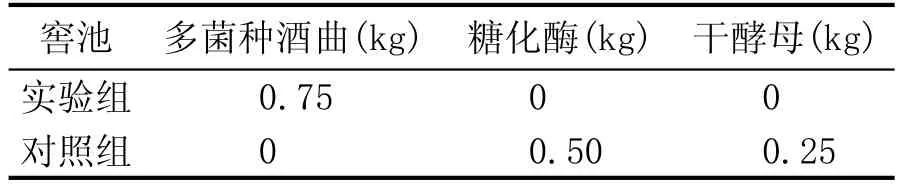
表1 復糟實驗組與對照組每甑曲藥添加量
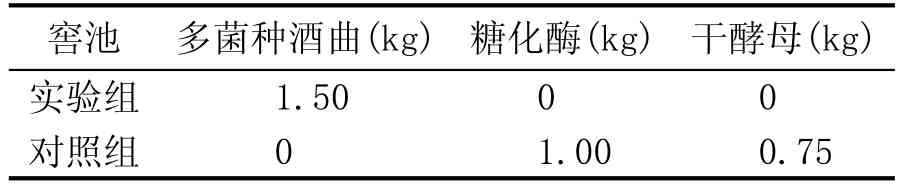
表2 紅糟實驗組與對照組每甑曲藥添加量
2 結果與討論
2.1 復糟試驗結果
對兩組窖池入窖及出窖酒醅理化指標(酸度、水分、淀粉)進行測定,數據結果見表3;對兩組窖池入窖發酵后酒醅的溫度進行測定(每隔1 d的同時刻),數據結果見表4;對兩組窖池的產酒量進行測定,數據結果見表5。
從表3的試驗結果可以看出,窖池酸度均有所減弱,其中,實驗組窖池酸度減弱的幅度小于對照組;從淀粉消耗量看,實驗組窖池淀粉消耗量為2.8%,對照組窖池淀粉消耗量為0.4%,實驗組遠大于對照組。
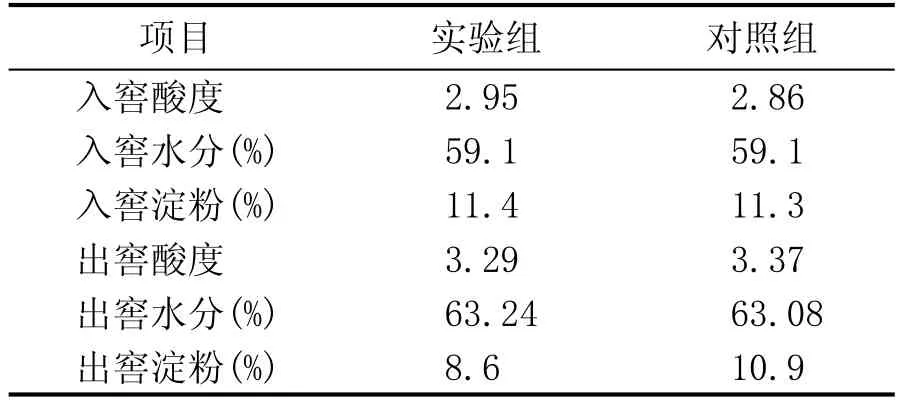
表3 入窖時理化指標
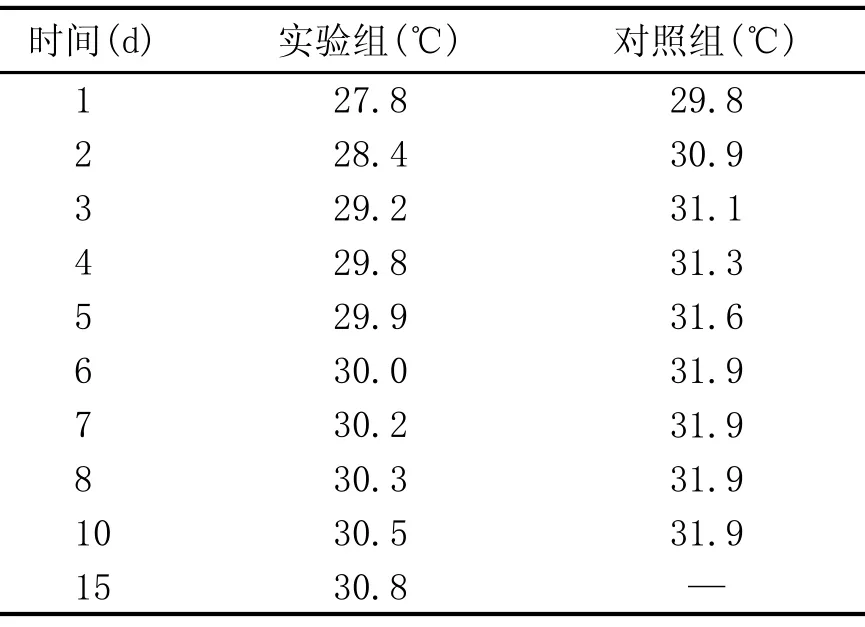
表4 入窖后溫度變化
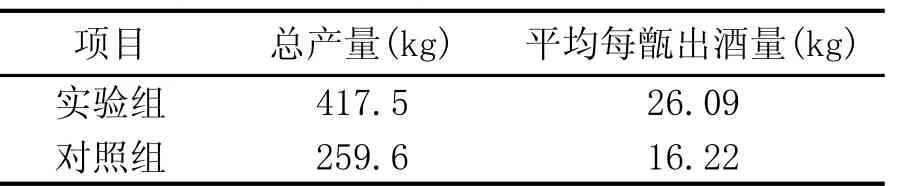
表5 產酒量(原酒折60%vol計)
從表4的試驗結果可以看出,入窖前4 d實驗組窖池升溫幅度大致為每天0.6~0.8℃;對照組窖池入窖在第2天時,升溫幅度較大,第2天至第4天每天約有0.2℃的升溫幅度,入窖第5天到第10天期間,實驗組窖池每天有0.1~0.2℃的升溫幅度;而對照組窖池在入窖第6天到第10天期間,溫度基本保持恒定。相較于對照組,實驗組窖池溫度變化更符合濃香型白酒入窖發酵的溫度變化規律[10]。
從表5可以看出,實驗組窖池產酒總量和平均每甑產酒量均高于對照組窖池。
2.2 紅糟試驗結果(表6、表7、表8、表9)
從表6可以看出,出窖時酒醅酸度均有所減弱;實驗組2口窖池消耗淀粉量分別為4.6%(1#)和4.5%(2#),對照組窖池消耗淀粉量分別為3.4%(1#)和3.1%(2#)。
從表7可以看出,入窖前5 d內,實驗組窖池升溫幅度為0.6~0.8℃/d;對照組窖池在入窖第1天升溫幅度較大,之后4 d內升溫幅度較小,為0.2~0.3℃/d。入窖前7 d內,實驗組1#、2#窖池分別升溫了4.3℃和3.6℃;對照組窖池均升溫2℃左右。相較于對照組,實驗組窖池溫度變化更符合濃香型白酒入窖發酵的溫度變化規律。
由表8可以看出,無論有無加入糧食細粉,實驗組窖池產酒總量及每甑出酒量均高于對照組窖池。表明用多菌種曲藥時,無論有無加入糧食細粉,出酒率均更高。
通過對未加糧粉的紅糟發酵后的原酒進行檢測可知(結果見表9),相較于對照組,實驗組的己酸乙酯含量有顯著提高,總酸含量降低,異戊醇、正己醇、甲醇等成分的含量降低,從理化數據上看,實驗組比對照組的酒質有較明顯的提高。

表6 入窖時理化指標
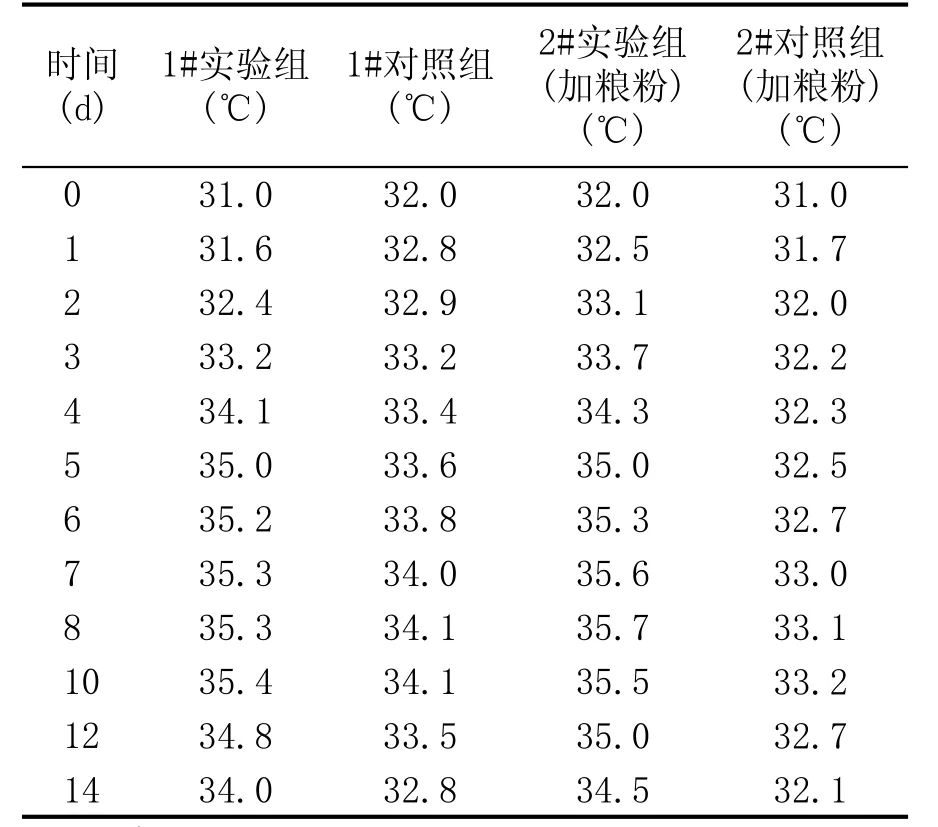
表7 入窖后溫度變化

表8 產酒量(原酒以60%vol計)
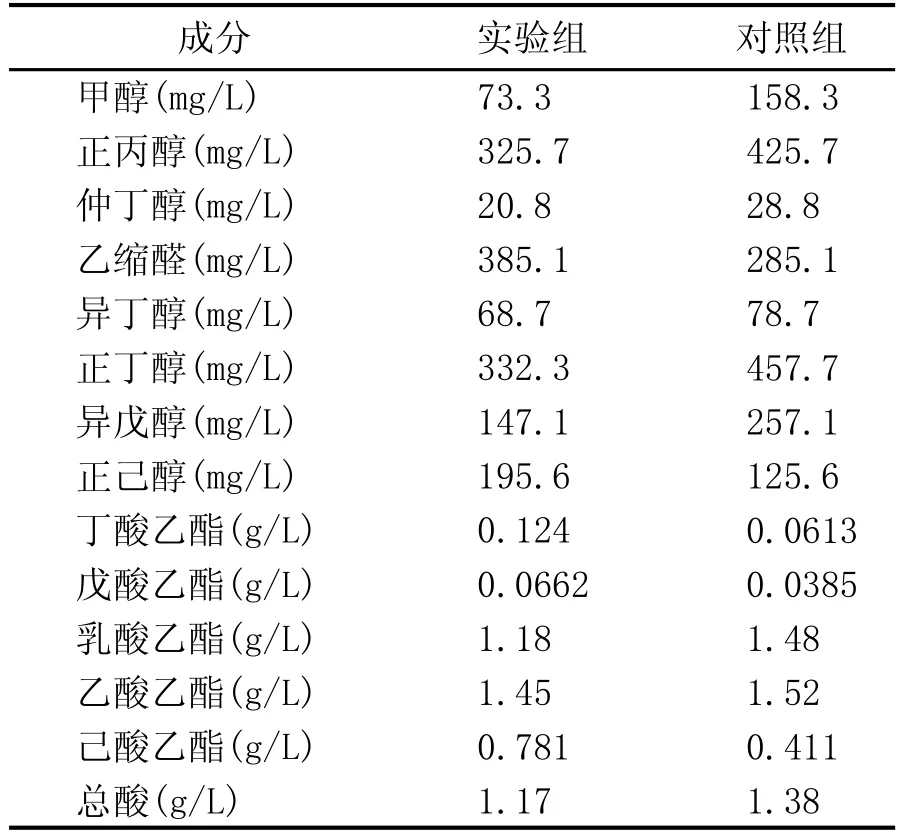
表9 紅糟理化指標(不加糧粉)
2.3 成本核算
按當前的市場價格,多菌種酒曲價格約為32元/kg,白酒專用酵母粉價格約為28元/kg,10萬單位固態糖化酶價格約為8.5元/kg。根據每甑曲藥用量計算,復糟實驗組和對照組每甑曲藥成本分別為24元、16.13元;紅糟實驗組和對照組每甑曲藥成本分別為48元、34.38元。復糟和紅糟每甑的成本分別增加了7.87元、13.62元。
2.4 收益核算
按照最終的實際出酒量進行比較,加糧紅糟平均每甑產酒量約增加13 kg,未加糧紅糟平均每甑產酒量約增加7 kg,復糟平均每甑產酒量約增加10 kg。按照未加糧紅糟計算,該車間每月生產紅糟1000甑和復糟900甑,每月可增加產酒量約為16 t,按照每噸酒1.6萬元價格計算,每月可為企業多創造約25.6萬元的經濟效益,年創造經濟效益額約為256萬元。結合每甑增加的曲藥成本計算,每月生產紅糟酒和復糟酒曲藥成本約增加了13620元和7083元,相較于添加干酵母和糖化酶的方式,每月凈增加的經濟效益約為23.53萬元,年凈增加的經濟效益額約為235.3萬元。從白酒行業實現綠色發展、低碳發展、循環發展的角度而言,采用多菌種酒曲能夠產生更好的社會效益。
3 小結
通過在瀘州市沈酒集團有限公司濃香生產車間的紅/復糟中進行試驗發現,相較于添加糖化酶和干酵母,采用多菌種酒曲時具有以下優勢:(1)實驗組窖池入窖后升溫更為平緩,更加符合濃香型白酒入窖發酵的溫度變化規律;(2)無論是紅糟還是復糟,采用多菌種酒曲的淀粉利用率更高,出酒率更高,能夠創造更高的經濟效益;(3)對未加糧粉的紅糟酒進行理化分析后發現,采用多菌種酒曲時所產的白酒酒質更好;(4)采用多菌種酒曲能夠創造更好的社會效益。