超高壓短弧氙燈鎢電極車削加工的仿真研究*
2018-09-01 01:48:04嚴(yán)劍剛
機械制造 2018年6期
□ 嚴(yán)劍剛 □ 羅 俊
1.上海第二工業(yè)大學(xué)工程訓(xùn)練中心 上海 201209
2.上海亞爾光源有限公司 上海 201801
1 超高壓短弧氙燈概述
超高壓短弧氙燈是一種強度和準(zhǔn)直度近似太陽光的光源,廣泛應(yīng)用在電影拍攝、電影放映、光學(xué)試驗、標(biāo)準(zhǔn)日光輻射等領(lǐng)域[1],并且在波長600~650 nm范圍內(nèi)可使癌細(xì)胞內(nèi)的血卟啉衍生物變?yōu)榛钚苑肿樱瑲⑺腊┘?xì)胞[2]。超高壓短弧氙燈的核心部件鎢電極在高頻、高壓電場激發(fā)下電離,產(chǎn)生強烈的弧光放電[3]。因此,鎢電極的質(zhì)量是制造高光效、長壽命超高壓短弧氙燈的關(guān)鍵。
2 鎢電極加工特點
超高壓短弧氙燈鎢電極如圖1所示,由熔點高達3 680 K的鎢棒車削加工而成。鎢的硬度高、強度大,且加工精度要求高,因此在加工過程中車刀磨損快,易崩刀,影響加工精度,導(dǎo)致加工效率低。為此,在車削加工前增加退火工藝,改善切削性能。筆者通過有限元仿真建立模型,采用不同車刀材料、車刀幾何參數(shù)、切削用量進行試驗,最終達到提高加工質(zhì)量和效率的目的。
3 退火處理
車刀磨損是車削加工硬質(zhì)材料中一直存在的一個難題,因此在車削加工前預(yù)先進行熱處理,可以改善切削性能。
鎢是一種高硬度、高強度、高耐磨的難加工材料,在車削加工前進行退火處理,是改善鎢切削性能的一種有效方法。
鎢的再結(jié)晶熱力學(xué)溫度一般是其熔點熱力學(xué)溫度的 40%,1 350 ℃、60 min 退火后, 鎢能實現(xiàn)再結(jié)晶[4],其硬度有明顯降低,有利于后續(xù)的車削加工。
4 有限元仿真模型
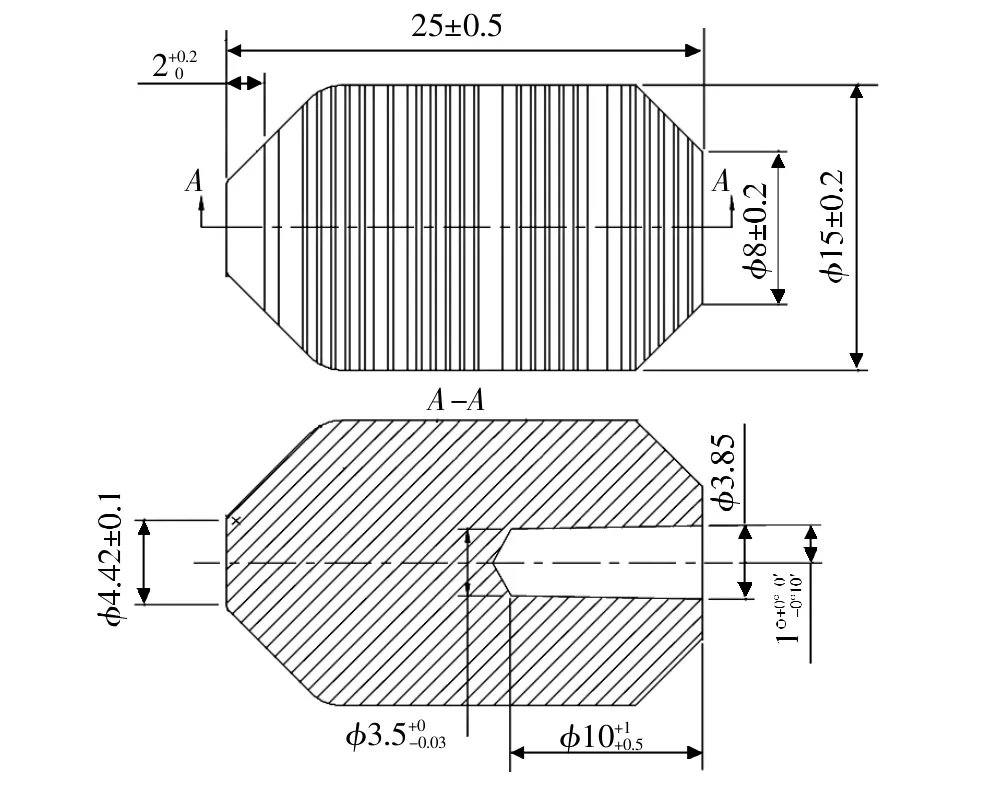
▲圖1 超高壓短弧氙燈鎢電極
應(yīng)用有限元仿真軟件建立車削模型,如圖2所示。這一模型由被車削的鎢棒和車削刀具組成。模擬數(shù)控車削時,以恒定的切削速度及進給量對鎢棒進行車削加工。
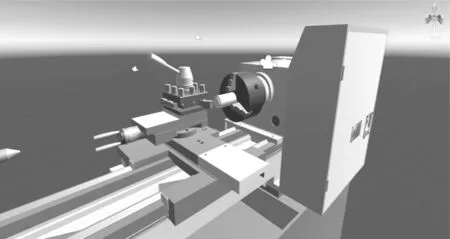
▲圖2 車削模型
在實際操作過程中,車刀表面與已加工表面在切削過程中存在摩擦擠壓[5],產(chǎn)生的熱量對車刀磨損也有一定影響。此外,車刀的磨損速率會隨切削速度的加快而加快,隨進給量的增大而加快,但加快的幅度越來越小[6]。因此,實際加工過程中需在參考模型的同時,對不同情況進行修正。
5 車刀材料
常用的車刀材料有碳素工具鋼、低合金工具鋼、高速鋼、硬質(zhì)合金、氮化硅、立方氮化硼、金剛石等[7],由各種材料制成的車刀有各自的性能。根據(jù)先前的使用經(jīng)驗及對不同材料車刀的使用試驗,可以確定硬質(zhì)合金車刀的耐磨性、強度、韌性、耐熱性都符合車削鎢棒的要求。
6 車刀幾何參數(shù)
合理選擇車刀幾何參數(shù),可以提高切削刃的強度,減小磨損,避免崩刀,提高車刀的耐用度,保證車削加工的精度。
6.1 前角
由于鎢棒硬度大,切削力大,車刀前角選用負(fù)前角,可以提高切削刃強度,并提高車刀耐用度。硬質(zhì)合金車刀在負(fù)前角工作時,抗壓強度高于抗彎強度。因此,車刀前角可選擇-10~-5°之間。否則車刀容易發(fā)生崩刀,或由于刀刃散熱條件差而加大磨損[8],影響加工的質(zhì)量。
6.2 后角
前角一旦確定,后角的選擇就成為影響切削刃強度的關(guān)鍵。為了使車刀切削有足夠的鋒利度,便于切入鎢棒,后角取值不易太小。多組試驗后最終確定后角取8~10°較為合理。
6.3 主偏角和副偏角
主偏角和副偏角的選擇決定了車刀的耐用度和加工表面的粗糙度。在車削鎢棒時,由于材料強度高,會加大進給抗力,引起刀架振動,因此可以選擇較小的主偏角,避免車刀切入時產(chǎn)生讓刀現(xiàn)象,同時可以減小車削表面的粗糙度值。副偏角也應(yīng)取較小值,這樣可以加大車刀刀尖角,提高刀尖的強度,加強散熱。
經(jīng)試驗最終確定最佳的主偏角為15~30°,副偏角為 10~15°。
6.4 刀尖圓弧半徑
刀尖圓弧半徑取0.8~1.5 mm,若過大則會在車削時產(chǎn)生振動。
7 切削用量
合理選擇切削用量,能提高加工精度,提高生產(chǎn)效率[9]。切削用量是影響超高壓短弧氙燈鎢電極車削加工的重要因素。
7.1 背吃刀量
超高壓短弧氙燈鎢電極坯料選用接近成形尺寸的棒料。由于鎢棒硬度高、強度高,試驗時粗加工分兩次完成。第一次進給,背吃刀量為加工余量的2/3~3/4,第二次完成剩余部分,效果較好。
由于超高壓短弧氙燈鎢電極表面質(zhì)量要求高,因此在精加工時可分為半精加工和精加工進行。
7.2 進給量
根據(jù)不同規(guī)格鎢電極的尺寸,查閱切削用量手冊,粗加工時表面質(zhì)量要求不高,為提高生產(chǎn)效率,進給量選為0.3 mm/r。在半精加工和精加工時,進給量小于0.1 mm/r,試驗效果較佳。
7.3 切削速度
根據(jù)生產(chǎn)經(jīng)驗和查閱相關(guān)資料,有關(guān)系式:

式中:n 為主軸轉(zhuǎn)速,r/min;Vc為切削速度,m/min;D 為零件外徑,mm[10]。
8 結(jié)論
筆者對超高壓短弧氙燈鎢電極車削加工的一些影響因素進行了試驗,通過有限元仿真建立模型,增加車削前的預(yù)先熱處理工藝,改善切削性能。確定了車刀材料、車刀幾何參數(shù),為企業(yè)實際生產(chǎn)提供了依據(jù),有效提高了加工質(zhì)量和效率,并為制造高光效、長壽命超高壓短弧氙燈提供了保障。
